
Werkstoffkunde für Lichtschwertgriffe: Konstruktion und Ästhetik
Die Wahl des Grifmaterials bestimmt nicht nur das Aussehen, sondern auch die Gewichtsverteilung, die Herstellungskosten und das haptische Erlebnis des Lichtschwerts. Wir klassifizieren Materialien in fünf technische Leistungsstufen.
1. Kernmetalle
Die Grundlage von 90 % des individuellen Lichtschwert-Marktes.

1.1. Aluminium
In der Lichtschwert-Industrie ist die Wahl des Aluminiums nicht nur eine Frage der Festigkeit; sie spiegelt unmittelbar die Kostenstruktur und die Qualitätspositionierung eines Herstellers wider. Wir analysieren die drei gängigen Legierungen anhand der verborgenen Realitäten der Lieferkette.
aluminiumlegierungen 6061 & 6063: Die „Budgetfalle“ & das „Premium-Paradoxon“
Dies ist das am meisten missverstandene Material. Es existiert in zwei deutlich unterschiedlichen Formen auf dem Markt:
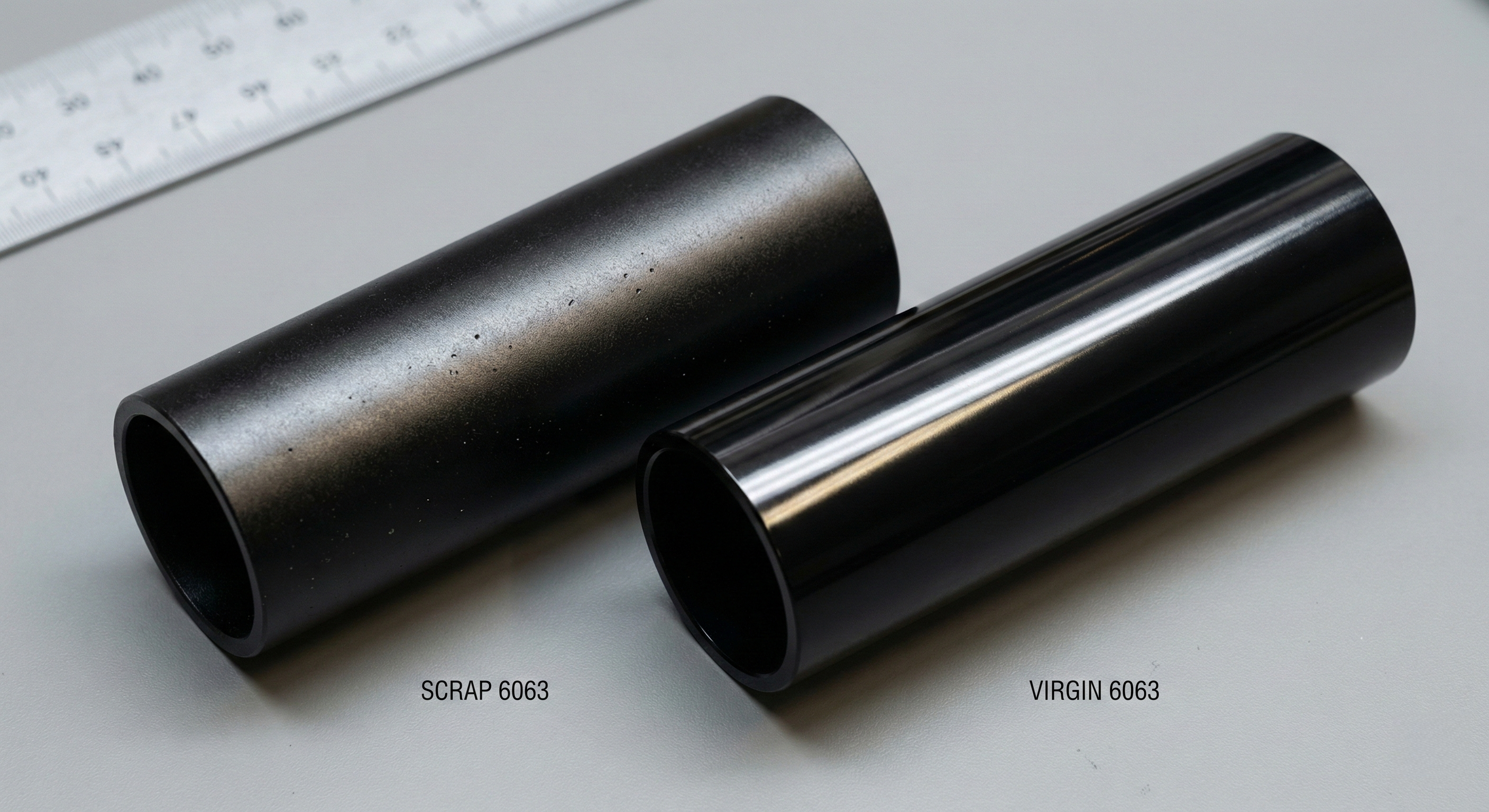
Typ A: Das „verschmutzte“ 6063 (Einstiegssegment / Schrottmetall)
Wer verwendet es? Hersteller preisgünstiger Lichtschwerter und Spielzeughersteller.
Die Logik dahinter: Sie verwenden sekundäres (recyceltes) 6063, das reich an Verunreinigungen wie Eisen und Zink ist. Dieses Material ist extrem kostengünstig – günstiger als jedes Standard-6063.
Der Nachteil: Aufgrund seiner Verunreinigung lässt es sich nicht sauber eloxieren. Es entstehen hässliche schwarze Flecken und Streifen. Hersteller kaschieren dies durch dicke Lackierung oder starke Alterungseffekte, um die Mängel zu verdecken.
Typ B: Das „reine“ 6061 (Standard für High-End-Produkte)
Die Realität: Reines 6061 (A00-Qualität) enthält teure Zusatzstoffe wie Kupfer und Chrom.
Das Kostenparadox: Reines 6061 ist teurer als 6063, erzeugt jedoch eine schlechtere Oberflächenoptik (körnig/matt) aufgrund seiner chemischen Zusammensetzung.
Fazit: Keine moderne Fabrik verwendet reines 6061 für die Massenfertigung. Es ist teurer und sieht schlechter aus.
aluminiumlegierung 6063: Die intelligente Wahl (der optimale Kompromiss)
Das Material: Ausschließlich neuwertiges 6063-T6.
Der „Oberflächen“-König: 6063 ist chemisch speziell für das Eloxieren optimiert. Es basiert auf Magnesium und Silizium und enthält keine störenden Verunreinigungen wie minderwertiges 6063. Dadurch lassen sich brillante, satte und gleichmäßige Farben erzielen (Hochglanz-Silber, Tiefrot, Königsblau).
Produktionslogik: Es bietet eine hohe Extrusions-Effizienz und geringen Werkzeugverschleiß. Es liefert das beste Verhältnis von Qualität zu Preis. Es ist fest genug für schwere Beanspruchung und sieht dabei makellos aus.
aluminiumlegierung 7075: Der Marketing-Gag
Die Behauptung: Verkäufer behaupten, „Aircraft-Aluminium 7075“ bedeute überlegene Qualität.
Das Problem: 7075 enthält hohe Zinkanteile. Zink behindert den Eloxierprozess und führt zu instabilen, gelblichen oder fleckigen Farben.
Die Wahrheit: Wenn ein Lichtschwert als 7075 beworben wird, aber eine perfekte, helle Oberfläche aufweist, handelt es sich wahrscheinlich um eine Lüge. Ist das Material tatsächlich 7075, zahlt der Hersteller einen Aufpreis für einen Werkstoff, der keinerlei praktischen Nutzen bietet (da die Kunststoffklinge stets vor dem Griff bricht).
1.2. Messing & Kupfer

Anwendung: Dünne Griffschäfte, Emitterringe und Steuerboxen.
Ästhetische Physik (Patina): Diese Metalle oxidieren im Laufe der Zeit natürlich und bilden eine individuelle „Patina“ (Alterungseffekt). Kupfer verfärbt sich braunrot; Messing nimmt einen mattgoldenen Farbton an. Dadurch entsteht eine authentische „Alte Republik“- oder Vintage-Atmosphäre.
Gewicht: deutlich dichter als Aluminium, wodurch bestimmte Abschnitte ein premiumartiges „Gewichtsgefühl“ erhalten.
1.3. Edelstahl
Anwendung: Hochbelastete Komponenten oder Gegengewichte für kürzere Griffe.
Balancephysik: Stahl ist etwa dreimal so schwer wie Aluminium.
Shoto-/Yoda-Stil: Bei kleinen Griffen wirkt Aluminium zu leicht (spielzeugartig). Stahl liefert die erforderliche Masse, um die Klinge auszubalancieren.
Dünne Griffschäfte: Um ein Brechen während des Kampfes zu verhindern.
1.4. Kohlenstoffstahl (Wirtschaftsqualität) —— Die „Schwermetall“-Strategie

Während Edelstahl für hochwertige Teile verwendet wird, spielt Kohlenstoffstahl (kohlenstoffarmer / weicher Stahl) eine entscheidende Rolle im Budgetsegment.
Die Fertigungslogik: „Rohr + Lack“
Rohmaterial: Fabriken kaufen standardmäßige Q235-Kohlenstoffstahlrohre (übliche Konstruktionsrohre). Diese kosten etwa ein Drittel so viel wie Aluminium 6063.
Oberflächenzustand: Diese Rohre weisen Rostflecken, Ölreste und raue Extrusionslinien auf. Sie sehen unansehnlich aus.
Der Retter: Pulverbeschichtung:
Da die Pulverbeschichtung dick (60–100 μm) und deckend ist, wirkt sie wie eine „Make-up-Grundlage“. Sie füllt Vertiefungen aus und verdeckt den Rost – ohne dass teure Polierarbeiten erforderlich wären.
Die Wahrnehmung einer „falschen Qualität“ (Gewicht)
Dichte-Physik: Stahl (7,85 g/cm³) ist nahezu dreimal so schwer wie Aluminium (2,7 g/cm³).
Konsumentenpsychologie: Anfänger assoziieren häufig „schwer“ mit „hochwertig“. Ein preisgünstiger Kohlenstoffstahl-Griff fühlt sich in der Hand überraschend schwer an und täuscht den Käufer darüber hinweg, dass es sich um ein Premium-Metall handelt.
Die Realität: Es ist tatsächlich zu schwer für Spinning oder technischen Duellkampf. Es führt schnell zu einer Ermüdung des Handgelenks.
Die „Rost-Zeitbombe“
Risiko: Die Pulverbeschichtung ist eine Kunststoffschale. Wenn der Nutzer das Schwert auf Beton fallen lässt und die Beschichtung abplatzt, beginnt der freiliegende Stahl sofort zu rosten.
Innerer Rost: Die meisten Fabriken beschichten nur die Außenseite mit Pulverlack. Der Innenteil des Griffes besteht oft aus rohem, rostigem Stahl. Dies verfärbt das Kunststoffchassis und erzeugt einen metallischen Geruch.
2. Exotische Materialien
Materialien für Sammler, die das Außergewöhnliche fordern.

2.1. Titanlegierung
Eigenschaften: Schwerer als Aluminium, aber leichter als Stahl. Extrem schwierig zu bearbeiten (hoher Werkzeugverschleiß).
Das „Verbrannt-Blau“-Design: Titan kann wärmebehandelt werden, um eine natürliche, irisierende „Wärmefärbung“ (Farbverlauf Blau/Violett/Gold) zu erzeugen. Dies ist bei hochwertigen Enthusiasten besonders beliebt.
2.2. Kohlefaser
Eigenschaften: Hohe Zugfestigkeit, ultraleichte Bauweise.
Anwendung: Wird als Strukturrohre oder Overlay-Materialien verwendet. Bietet eine ausgeprägte visuelle Textur im Stil von „Zukunftstechnologie“ oder „Science-Fiction“.
3. Wirtschaftliche Materialien
Lösungen für den Massenmarkt und komplexe Geometrien.

Zinklegierung
Verfahren: Druckguss. Im Gegensatz zur CNC-Bearbeitung (Metallzuschnitt) wird flüssiges Zink in eine Form eingespritzt.
Kostenlogik:
Hohe Erstinvestition: Die Werkzeugkosten sind hoch (erfordern große Stückzahlen).
Niedrige Einzelkosten: Sehr günstig pro Stück, sobald die Form hergestellt ist.
Detailgenauigkeit: Ermöglicht komplexe Krümmungen (z. B. organische, lebewesenähnliche Formen), die sich mit CNC-Bearbeitung zu teuer realisieren ließen.
4. Weiche und griffige Materialien
Für Ergonomie und interne Struktur.
4.1. Technische Kunststoffe (Polycarbonat / ABS / PC+GF)
Anwendung: Kostenoptimierte Außengehäuse oder interne Chassis.
Serienfertigung: Für hochvolumige Einsteiger-Schwerter verwenden Sie Spritzguss mit PC+GF (glasfaserverstärktem Polycarbonat), um eine Haltbarkeit zu gewährleisten, die über der von Standard-ABS-Spielzeugen liegt.
4.2. Silikon / Gummi
Anwendung: Griffabschnitte, beispielsweise die „T-Griffe“ am Anakin/Luke-Graflex. Bietet Reibung und Komfort.
4.3. POM / Delrin
Anwendung: Interne strukturelle Komponenten, Schalterbetätigungselemente.
Eigenschaften: Selbstschmierend und hohe Steifigkeit. Ideal für bewegliche Teile innerhalb des Knaufmechanismus.
5. Natürliche und organische Materialien
Vereinigung aus alter Tradition und zukunftsweisender Technik.

5.1. Leder
Anwendung: Griffumwicklung (Ito-Wrap- oder Tsuka-maki-Stil).
Material: Echtes Leder bietet Schweißabsorption und guten Halt; Kunstleder (PU-Leder) wird bei preisgünstigeren Varianten verwendet.
5.2. Holz
Physikalisches Problem: Naturholz verzieht sich bei Feuchtigkeitsschwankungen und kann dadurch Metallteile zum Brechen bringen oder Elektronik beschädigen.
Lösung: Stabilisiertes Holz: Holz kann unter Vakuum mit Harz imprägniert werden. Dadurch wird es genauso hart und formstabil wie Kunststoff, behält aber die natürliche Maserung bei.
Oberfläche: Hochwertige Nachbildungen verwenden echtes Holz; preisgünstigere Modelle nutzen den Hydro-Dip-Prozess (Wasserübertragungsdruck) für Holzmaserungsmuster.
5.3. Perlmutt / Knochen
Anwendung: Intarsien für Tasten oder dekorative Paneele bei exklusiven, hochpreisigen Sonderanfertigungen.