
Ciencia de materiales para empuñaduras de sable de luz: ingeniería y estética
La elección del material del mango determina no solo el aspecto, sino también la distribución del peso, el costo de fabricación y la experiencia táctil del sable de luz. Clasificamos los materiales en cinco niveles de ingeniería.
1. Metales básicos
La base del 90 % del mercado de sables personalizados.

1.1. Aluminio
En la industria de las espadas láser, la elección del aluminio no se trata únicamente de resistencia; es un reflejo directo de la estructura de costes y de la posición de calidad de un fabricante. Analizamos las tres aleaciones comunes basándonos en las realidades ocultas de la cadena de suministro.
aluminio 6061 y 6063: La «trampa presupuestaria» y la «paradoja premium»
Este es el material más malinterpretado. Existe en dos formas muy distintas en el mercado:
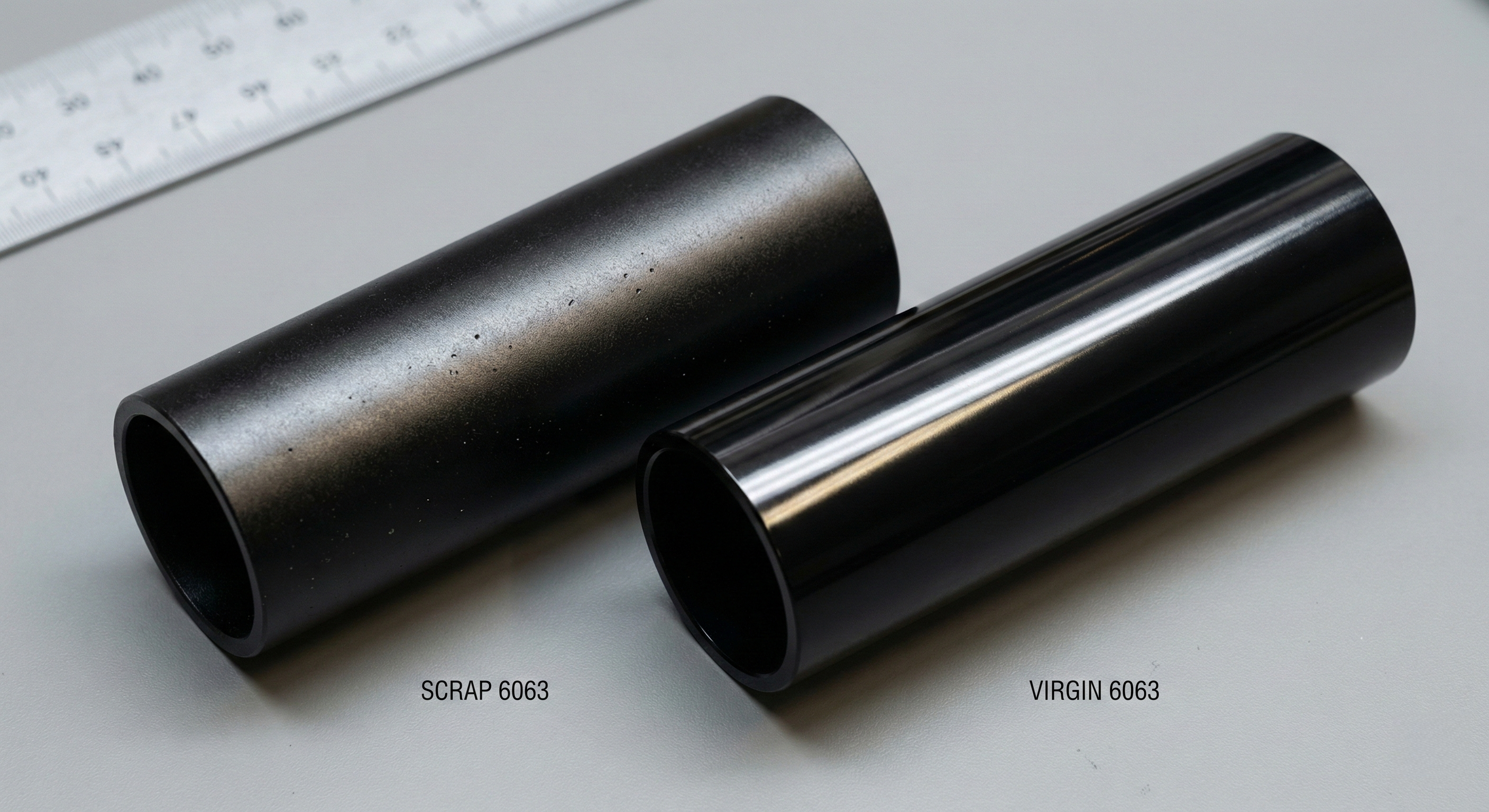
Tipo A: El 6063 «sucio» (gama baja / metal de desecho)
¿Quién lo utiliza? Empresas de espadas láser de bajo presupuesto y fabricantes de juguetes.
La lógica: Utilizan 6063 secundario (reciclado), que contiene muchas impurezas, como hierro y cinc. Este material es extremadamente barato —más barato que cualquier 6063 estándar.
El defecto: Al ser impuro, no se puede anodizar de forma uniforme. Produce antiestéticas manchas y rayas negras. Los fabricantes ocultan este problema aplicando pintura gruesa o texturas rugosas de envejecimiento para cubrir los defectos.
Tipo B: El 6061 «virgen» (estándar de gama alta)
La realidad: El 6061 puro (grado A00) contiene cobre y cromo, elementos costosos.
La paradoja del costo: el aluminio puro 6061 es más caro que el 6063, pero produce un acabado estético peor (granosos/matizados) debido a su composición química.
Conclusión: ninguna fábrica inteligente utiliza el aluminio puro 6061 para producción en masa. Es más costoso y tiene peor apariencia.
aluminio 6063: la opción inteligente (el punto óptimo)
El material: exclusivamente aluminio 6063-T6 virgen.
El rey de las superficies: el 6063 está químicamente optimizado para el anodizado. Se basa en magnesio y silicio, sin las impurezas perturbadoras presentes en el aluminio 6063 de baja calidad. Esto permite colores brillantes, saturados y uniformes (plata de alto brillo, rojo intenso, azul real).
Lógica de producción: ofrece alta eficiencia de extrusión y bajo desgaste de herramientas. Proporciona la mejor relación calidad-precio. Es lo suficientemente resistente para soportar cargas elevadas y, al mismo tiempo, mantiene un aspecto impecable.
aluminio 7075: el recurso publicitario
La mentira: los vendedores afirman que el «aluminio aeronáutico 7075» implica una calidad superior.
El problema: el 7075 contiene niveles elevados de cinc. El cinc interfiere con el proceso de anodizado, provocando colores inestables, amarillentos o manchados.
La verdad: Si un sable se anuncia como de aleación 7075 pero tiene un acabado perfecto y brillante, es probable que sea falso. Si realmente es de aleación 7075, el fabricante está pagando una prima por un material que no ofrece ningún beneficio práctico (puesto que la hoja de plástico siempre se romperá antes del mango).
1.2. Latón y cobre

Aplicación: Cuellos delgados, anillos emisores y cajas de control.
Física estética (pátina): Estos metales se oxidan de forma natural con el tiempo, desarrollando una «pátina» única (efecto de envejecimiento). El cobre adquiere un tono marrón-rojizo; el latón, un dorado apagado. Esto crea una sensación auténtica de «Antigua República» o de estilo vintage.
Peso: notablemente más denso que el aluminio, lo que aporta una sensación de «peso premium» a secciones específicas.
1.3. Acero inoxidable
Aplicación: Componentes de alto desgaste o contrapesos para mangos cortos.
Física del equilibrio: El acero es aproximadamente tres veces más pesado que el aluminio.
Estilo Shoto/Yoda: En mangos pequeños, el aluminio resulta demasiado ligero (con aspecto de juguete). El acero aporta la masa necesaria para equilibrar la hoja.
Cuellos delgados: Para evitar que se rompan durante el combate.
1.4. Acero al carbono (grado económico) — La estrategia del "metal pesado"

Mientras que el acero inoxidable se utiliza en piezas de gama alta, el acero al carbono (acero bajo en carbono o acero dulce) desempeña un papel fundamental en el mercado de gama económica.
Lógica de fabricación: "Tubo + Pintura"
Materia prima: Las fábricas adquieren tubos de acero al carbono Q235 listos para usar (tubos estándar para construcción). Su costo es aproximadamente un tercio del del aluminio 6063.
Estado superficial: Estos tubos presentan manchas de óxido, residuos de aceite y líneas rugosas de extrusión. Son estéticamente poco atractivos.
El salvador: Recubrimiento en polvo:
Dado que el recubrimiento en polvo es grueso (60-100 μm) y opaco, actúa como una "base de maquillaje": rellena las imperfecciones y oculta el óxido sin requerir un pulido costoso.
Percepción de "falsa calidad" (peso)
Física de la densidad: El acero (7,85 g/cm³) es casi tres veces más denso que el aluminio (2,7 g/cm³).
Psicología del consumidor: Los principiantes suelen asociar lo "pesado" con lo "de alta calidad". Una empuñadura de acero al carbono económica tiene un peso sorprendentemente elevado en la mano, lo que induce al comprador a creer erróneamente que está hecha de un metal premium.
La realidad: En realidad, es demasiado pesado para giros o duelos técnicos. Causa fatiga en la muñeca rápidamente.
La «bomba de óxido»
Riesgo: El recubrimiento en polvo es una capa plástica. Si el usuario deja caer el sable sobre hormigón y se descascara el recubrimiento, el acero expuesto oxidará inmediatamente.
Óxido interno: La mayoría de las fábricas solo aplican recubrimiento en polvo en el exterior. El interior de la empuñadura suele ser acero crudo y ya oxidado. Esto mancha el chasis de plástico y desprende un olor metálico.
2. Materiales exóticos
Materiales para coleccionistas que exigen lo extraordinario.

2.1. Aleación de titanio
Características: Más pesada que el aluminio, pero más ligera que el acero. Extremadamente difícil de mecanizar (desgaste elevado de las herramientas).
Estética «azul quemado»: El titanio puede tratarse térmicamente para crear una iridiscencia natural denominada «mancha por calor» (degradado azul/morado/dorado). Esta es una de las favoritas entre los entusiastas de gama alta.
2.2. Fibra de carbono
Características: Alta resistencia a la tracción, ultraligero.
Aplicación: Se utiliza como tubos estructurales o recubrimientos. Proporciona una textura visual distintiva de «tecnología del futuro» o «ciencia ficción».
3. Materiales económicos
Soluciones para el mercado masivo y geometrías complejas.

Aleación de zinc
Proceso: Fundición en molde. A diferencia del mecanizado CNC (corte de metal), el cinc líquido se inyecta en un molde.
Lógica de costes:
Alta inversión inicial: Los moldes son caros (requieren volumen de producción).
Bajo coste unitario: Muy económico por pieza una vez fabricado el molde.
Detallado: Permite lograr curvas complejas (como formas orgánicas de criaturas) que resultarían demasiado costosas mediante CNC.
4. Materiales blandos y antideslizantes
Para ergonomía y estructura interna.
4.1. Plásticos de ingeniería (Policarbonato / ABS / PC+GF)
Aplicación: Carcasas externas de bajo costo o chasis internos.
Producción en masa: Para sables de nivel de entrada con altos volúmenes, utilice moldeo por inyección con PC+GF (policarbonato reforzado con fibra de vidrio) para garantizar una durabilidad superior a la de los juguetes estándar de ABS.
4.2. Silicona / Caucho
Aplicación: Secciones de agarre, como las "empuñaduras en T" de los modelos Anakin/Luke Graflex. Proporciona fricción y comodidad.
4.3. POM / Delrin
Aplicación: Piezas estructurales internas, actuadores de interruptores.
Propiedades: Autorlubricante y alta rigidez. Ideal para piezas móviles dentro del mecanismo del mango.
5. Materiales naturales y orgánicos
Fusión entre la antigua tradición y la tecnología futurista.

5.1. Cuero
Aplicación: Envoltura del mango (estilos Ito wrap o Tsuka-maki).
Material: El cuero genuino ofrece absorción del sudor y agarre; el cuero PU se utiliza en opciones de gama baja.
5.2. Madera
Desafío físico: La madera natural se deforma con los cambios de humedad, lo que puede provocar grietas en las piezas metálicas o dañar los componentes electrónicos.
Solución: Madera estabilizada: Se puede utilizar madera impregnada con resina bajo vacío. Esto la hace tan dura y estable como el plástico, conservando al mismo tiempo la veta natural.
Acabado: Las réplicas de gama alta utilizan madera real; los modelos económicos emplean la técnica de impresión por inmersión en agua (hydro-dipping) para reproducir patrones de veta de madera.
5.3. Nácar / Hueso
Aplicación: Incrustaciones para botones o paneles decorativos en personalizaciones de gama ultraalta.