
Oberflächenfertigungsverfahren für Lichtschwertgriffe
Die Oberflächenbehandlung betrifft nicht nur die Farbe; sie bestimmt das haptische Empfinden, die Haltbarkeit sowie die Montagegenauigkeit des Griffs. Wir unterteilen unsere Verfahren in fünf technische Stufen.

1. Mechanische Strukturierung
Der erste Schritt nach der CNC-Bearbeitung: Festlegung des physischen Charakters des Metalls.
1.1CNC-Drehen — Das „Gerüst & die Hülle“
Das Werkstück rotiert mit hoher Drehzahl (über 2000 U/min), während ein stationäres Werkzeug Material abschneidet.
Was damit hergestellt wird:
Profilieren
Umwandlung des rohen, dicken Stabes in elegante Kurven, Engstellen (dünne Hälse) und Emitterformen. Damit wird die Ergonomie des Griffstücks definiert.
Präzisions-Gewindeschneiden — Entscheidend für die Qualität
Anbringen der Innengewinde und Außengewinde, die es ermöglichen, Knauf und Körper miteinander zu verschrauben.
Hochwertiges Merkmal: Glatt laufende Gewinde, die geräuschlos und ohne „körniges“ Reibungsgeräusch eingeschraubt werden können.
Rändeln — taktiler Griff
Ein strukturiertes Walzenwerkzeug wird in das rotierende Metall gedrückt, um eine strukturierte Oberfläche für den Griff zu erzeugen.
Ausführungen: Diamanträndelung (aggressiver Griff), Geraderändelung (klassisches Aussehen).
Funktion: Verhindert, dass das Schwert während eines Duells aus der Hand fliegt.
Kühlkörper-Rillen
Tiefes Schneiden paralleler Ringe (üblicherweise in der Nähe des Emitters).
Funktion: Erhöht die Oberfläche, um Wärme von Hochleistungs-LEDs abzuleiten, und würdigt gleichzeitig das klassische ästhetische Design von Lukes Skywalkers „dünnem Hals“.
Polieren
Kostenlogik: Vollständig abhängig vom Ziel-Ra-Wert (mittlere Rauheit).
Hochglanz = Hohe Kosten: Ein Spiegelfinish erfordert einen mehrstufigen Poliervorgang. Jeder Fehler ist sichtbar, was zu einer hohen Ausschussrate führt.
diamantschneiden / Hochglanz-Fasenbearbeitung
Verfahren: Nach der Eloxierung (schwarz) wird der Griff erneut auf die Drehbank gespannt. Ein Diamantwerkzeug fräst die äußerste Kante der Ringe.
Effekt: Es kommt das rohe, glänzende silberfarbene Aluminium unter der schwarzen Farbschicht zum Vorschein. Dadurch entsteht ein auffälliger Kontrasteffekt mit „silbernen Ringen“.

1.2.CNC-Fräsen – Die „Merkmale & Details"
Der Griff ist fixiert, und ein Hochgeschwindigkeits-Bohr-/Fräswerkzeug bewegt sich um ihn herum, um Formen einzuschneiden.
Was entsteht
Bohren & Aufbohren
Schalterloch: Erstellung der präzisen 12-mm- oder 16-mm-Öffnung für die Aktivierungstaste. Sie muss perfekt rund sein.
Ladeanschluss: Fräsen des ovalen Schlitzes für den USB-Typ-C-Anschluss.
Befestigungsschraubenlöcher: Kleine Löcher für die Schrauben, die die Klinge fixieren.
Taschenfutter
Erstellung einer ebenen, vertieften Fläche (Tasche), damit die Taste oder die Steuereinheit bündig mit der Griff-Oberfläche abschließt und nicht hervorsteht.
Vorteil: Der Lichtschwertgriff liegt bequemer in der Hand (keine Tasten drücken in die Handfläche).
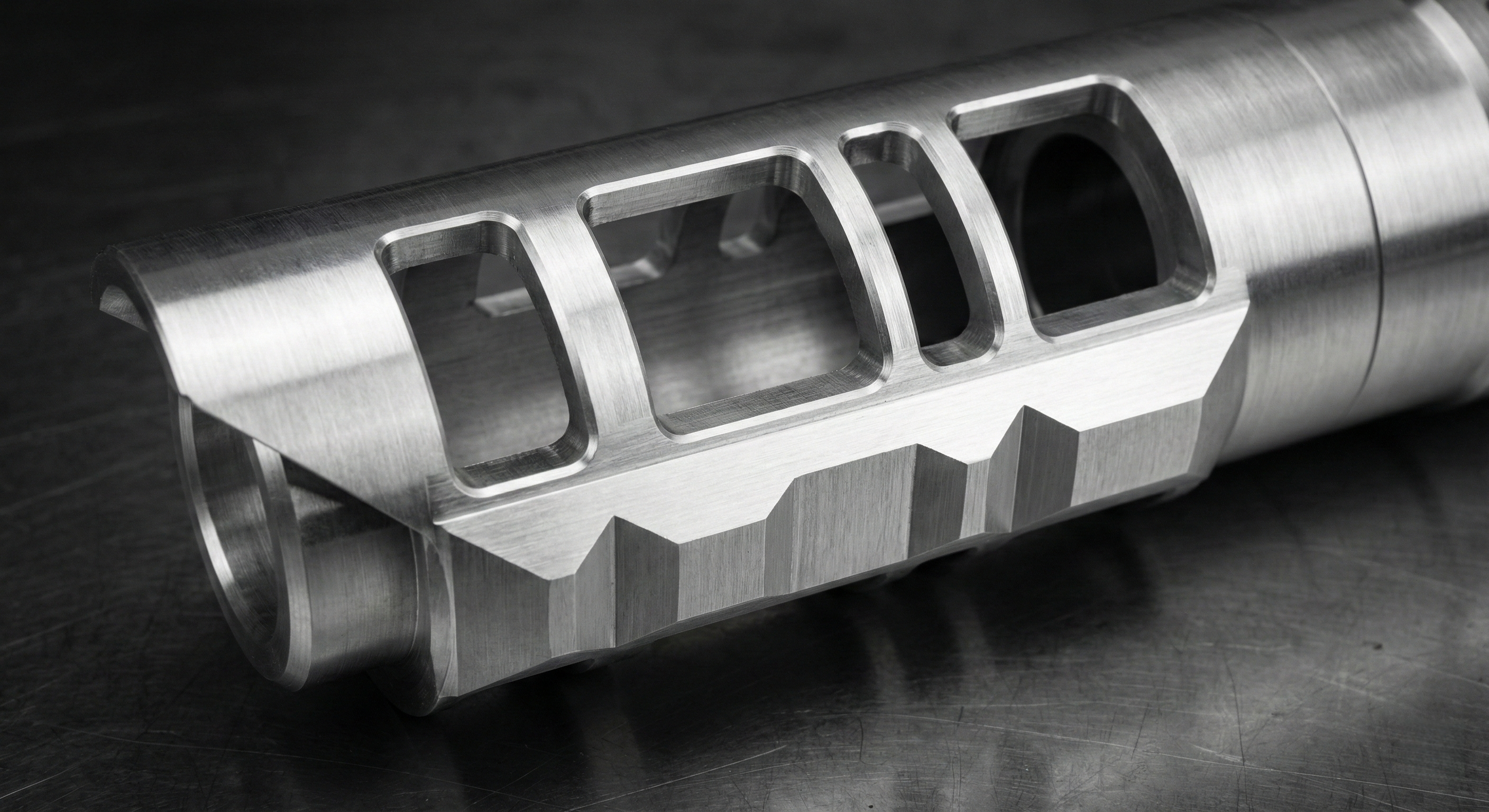
Fenster / Aussparungen
Schneiden von Schlitzen im Emitter-Bereich.
Funktion: Ermöglicht, dass das Licht der Klinge durch die Seitenwand des Metalls hindurchscheint („Shine-through-Effekt“). Unverzichtbar für Designs wie die Starkiller- oder Kylo-Ren-Stilrichtung.
Geometrische Oberflächenbearbeitung
Abschleifen der Seiten einer runden Röhre, um sie quadratisch, sechseckig oder achteckig zu gestalten.
Ästhetik: Verwandelt eine einfache Röhre in eine komplexe, science-fiction-artige geometrische Waffe.
Gravierungen
Verwendung eines winzigen Fräsers, um tiefe Logos, Fraktionssymbole (Jedi-/Sith-Wappen) oder Leiterplattenmuster („Reveal-core-Stil“) direkt in das Metall einzufräsen.
Unterschied zum Laser: Die gefräste Gravur weist Tiefe auf (dreidimensionaler Eindruck), während die Lasergravur lediglich eine oberflächliche Verbrennung darstellt.
2.Formgebung & Gießen: Die Hochleistungs-Lösung für Massenfertigung
Wenn ein Design zu komplex für CNC-Bearbeitung ist oder die Stückzahl sehr hoch ist (1.000+ Einheiten), kann wechselt man von der spanenden Fertigung zur Formgebung. Dies umfasst die Herstellung einer Masterform und das Befüllen dieser mit geschmolzenem Metall.

2.1. Zinklegierung-Druckguss
Das „Schwermetall“ für komplexe Details.
Der Prozess (Druckguss unter Hochdruck – HPDC): Wir fertigen eine Stahlform an. Anschließend spritzen wir flüssige Zinklegierung (Zamak) mit hohem Druck in die Form ein. Das Material kühlt innerhalb weniger Sekunden ab und erstarrt.
Warum wir ihn verwenden
Komplexe Formen: Ideal für Teile mit ungewöhnlichen Krümmungen oder aufwändigen Steuerungseinheiten, die mittels CNC-Fräsen stundenlang bearbeitet werden müssten.
Gewicht: Zink ist schwer (Dichte 6,7 g/cm³). Dadurch wirken preisgünstige Griffe „hochwertig“ und solide.
Kosten: Sobald die Form einmal bezahlt ist, ist der Stückpreis außerordentlich niedrig.
Der Nachteil
risiko von „Pot Metal“: Zink ist spröde. Ein dünnes Zinkteil kann beim Herunterfallen auf Beton brechen.
Beschichtungsprobleme: Enthält die Gussteiloberfläche Luftporen (Porosität), weist die Galvanik „Pits“ (kleine Vertiefungen) auf.
2.2. Stahlguss nach dem Feingussverfahren
Auch bekannt als „Feingussverfahren“.
Korrektur für B2B: Personen „Druckguss“ wird für Stahl nur selten verwendet, da Stahl bei 1500 °C schmilzt (zu heiß für normale Formen). Stattdessen sie wird „Präzisionsguss“ eingesetzt.
Der Prozess:
Herstellung eines Wachsmodells (Einspritzen von Wachs in eine Form).
Beschichten des Wachsmodells mit keramischem Sand, um eine Schale zu bilden.
Ausschmelzen des Wachses („Verlorenes Wachs“).
Gießen von flüssigem Kohlenstoffstahl oder Edelstahl in die keramische Schale.
Warum wir ihn verwenden
Unmögliche Geometrien: Für Teile wie Drachenköpfe, Schädel oder organische Kurven an einem Griffknauf. CNC kann keine „Unterschnitte“ oder biologisch geformte Strukturen fräsen; Gießen hingegen schon.
Materialfestigkeit: Im Gegensatz zu Zink ist gegossener Stahl außerordentlich fest und verschweißbar.
Anwendung in Lichtschwertern:
Querklingen: Wie die gezackten Seitenöffnungen an Kylo Rens Lichtschwert.
Innere Chassis-Gerüste: Für hochwertige „Master-Chassis“-Konstruktionen aus Metall.
2.3. MIM (Metall-Injektionsformgebung)
Die High-Tech-„Guss“-Technik.
Konzept: Mischen von Metallpulver mit einem Kunststoffbinder, Einspritzen wie Kunststoff und anschließendes Ausbrennen des Kunststoffs, um festes Metall zu erhalten.
Einsatz: Kleine, äußerst präzise Stahlteile wie Schaltertasten, Sicherungsschrauben oder Verriegelungsmechanismen.
3. Sandstrahlen / Kugelstrahlen
Verfahren: Beschuss des Aluminiums mit Strahlmittel, um CNC-Bearbeitungsspuren zu entfernen.
Klassifizierungslogik
Grobsand: Kostenoptimiert, industrieller Look, verdeckt Kratzer sehr gut.
Feine Glasperlen: Hochwertige Oberfläche. Erzeugt eine seidige, satinierte Textur (im Stil von Apple). Teurer aufgrund der längeren Bearbeitungszeit und der höheren Kosten für das Strahlmittel.
4. Bürsten
Funktion: Erzeugen gerichteter Kornlinien.
Vorteil: Hervorragend geeignet, zukünftige Gebrauchskratzer zu verdecken. Im Gegensatz zu polierten Oberflächen verschmilzt ein neuer Kratzer nahtlos mit der gebürsteten Struktur.
5.Pochen
Kostenlogik: Vollständig abhängig vom Ziel-Ra-Wert (mittlere Rauheit).
Hochglanz = Hohe Kosten: Ein Spiegelfinish erfordert einen mehrstufigen Poliervorgang. Jeder Fehler ist sichtbar, was zu einer hohen Ausschussrate führt.
6. Chemische und elektrochemische Färbung
Veränderung der molekularen Oberflächenstruktur. Hinweis: Hier treten dimensionsbezogene Veränderungen auf.

6.1. Eloxieren
Status: Industriestandard.
Physik: Bildet eine Oxidschicht, die sowohl in als auch aus der Aluminiumoberfläche wächst. Löst sich nicht wie Lack ab.
6.2. Galvanik
Anwendung: Wird für Chrom-, Echtes-Gold- oder Silber-Oberflächen verwendet.
Aluminium-Galvanik: Die „Schmuckqualität“-Oberfläche
Bei der Galvanik wird das Aluminium mit einer Schicht eines anderen Metalls überzogen. Im Gegensatz zur Eloxierung (die in das Metall eindringt), liegt die Galvanikoberfläche oberflächlich auf. Dadurch entsteht eine zusätzliche Dicke und ein spiegelähnlicher Glanz, den die Eloxierung nicht erreichen kann.
Technische Warnung: Durch galvanische Beschichtung entsteht eine Toleranz von 20–50 Mikrometer. Sie MÜSSEN Gewinde entsprechend lockerer konstruieren, um dies zu berücksichtigen – andernfalls lassen sich die Teile nicht verschrauben.
Die Grundschichten
Sie sind unsichtbar, bestimmen aber den Erfolg.
Nickelplattierung — Der „Haftvermittler“
Optik: Warmes Silber. Es weist im Vergleich zu Chrom einen leicht gelblichen bzw. goldenen Unterton auf.
Funktion: Dies ist die Basisschicht für alle weiteren Galvanikfarben.
Einzelne Oberfläche: Wird bei einigen Vintage-Stil-Schwertern für einen „gebrauchten“ metallischen Look verwendet. Sie ist nicht so hart wie Chrom, bietet jedoch eine ausgezeichnete Korrosionsbeständigkeit.
Verzinkung —— NICHT für Aluminiumgehäuse
Verzinkung von Aluminiumgriffen wird im Allgemeinen NICHT durchgeführt. Verzinkung wirkt unansehnlich (blaugrau/regenbogenfarben) und dient ausschließlich dazu, Eisen vor Rost zu schützen. Da Aluminium nicht rostet, ist die Verzinkung von Aluminium sinnlos und wirkt billig.
Verwendung: Nur für innenliegende Stahlschrauben oder Stahlfedern.
Die Chrom-Familie
Der König der Haltbarkeit.
Helligkeitschrom —— Der „Spiegel“
Optik: Kühles Blau-Weiß. Hochreflektierend, wie ein Spiegel.
Physik: Extrem hart (HV 800+). Beständig gegen Kratzer durch Ringe oder Handschuhe.
Anwendung: Der klassische „Sci-Fi“-Look in makellosem Zustand (z. B. Rüstungsstil wie bei Captain Phasma).
Schwarz-Chrom — Das „Sith“-Finish
Optik: Ein tiefes, glänzendes Rauchgrau bis Schwarz. Es wirkt wie „flüssige Dunkelheit.“
Unterschied zum Schwarzlack: Lack wirkt matt; Schwarz-Chrom wirkt metallisch und durchscheinend und bewahrt das metallische Gefühl.
Perl-Chrom / Satin-Chrom
Optik: Mattes Silber. Nicht reflektierend, ähnelt hochwertigen Armaturen für Badezimmer oder Oberflächen von Apple-MacBook-Geräten (jedoch galvanisch beschichtet).
Haptik: Sehr glatt, aber nicht klebrig. Gut für den Griff.
Die Gold-Familie
Luxus und Status.
Echtes Goldplattierung – 18 Karat / 24 Karat
Optik: Reiches, tiefes Gelb. Unverkennbarer Luxus.
Kosten: Extrem hoch.
Haltbarkeit: Gold ist weich. Es verschleißt bei starker Beanspruchung (z. B. im Duell) schnell.
Imitationsgold / Messingbeschichtung
Optik: Gelbgold, jedoch etwas heller oder „messingartiger“ als echtes Gold.
Kosten: Niedrig.
Nachteile: Es wird mit der Zeit oxidieren (anlaufen) und stumpf oder grünlich werden, falls keine Klarlackierung aufgebracht ist.
Roségold
Zusammensetzung: Beschichtung aus einer Legierung aus Gold und Kupfer.
Optik: Roségold. Sehr angesagt und elegant.
Haltbarkeit: Besser als 24-Karat-Gold aufgrund des Kupferanteils, doch immer noch anfällig für Ausbleichen über die Jahre.
Besondere und exotische Beschichtung
Ruthenium-Beschichtung
Optik: Jet-Schwarz / Dunkelgrau. Ähnlich wie Schwarzchrom, aber härter und korrosionsbeständiger. Wird für hochwertigen Schmuck verwendet.
Kosten: Sehr hoch.
Zinn-Kobalt
Optik: Sieht Chrome sehr ähnlich, ist jedoch leicht dunkler (kühles Grau).
Vorteil: Ausgezeichnete „Wirfkraft“ (kann tiefe Rillen/Löcher besser beschichten als Chrom). Ideal für komplexe Knauf-Designs.
Beschichtung vs. PVD
(Unbedingt lesen für Gold-/Regenbogen-Farben)
Das Problem mit galvanisch aufgetragenem Gold: Es ist weich und verblasst.
Die Lösung: PVD (Physikalische Gasphasenabscheidung) – Für Gold-, Roségold- und Regenbogen-Finishes (Neo-Chrom) wird PVD gegenüber Aluminium (nach Nickel-Beschichtung) empfohlen.

Titannitrid (TiN): Härter als Stahl, goldfarben. Lässt sich nicht abkratzen.
Regenbogen-/Ölfilm-Optik: Kann NUR mittels PVD, nicht durch Galvanik, erzielt werden.
6.3. Säureätzung
Verfahren: Entfernung von Metall mit Säure zur Erzeugung von Reliefmustern.
Engineering-kritisch: Toleranzstapelung – Chemische Verfahren beeinflussen die Abmessungen erheblich. Galvanik fügt Dicke hinzu, während Ätzung Material entfernt. Ingenieure müssen die „Prozesszugabe“ in den CAD-Zeichnungen berechnen. Unterlässt man diese Kompensation, führt dies zu: Teilen, die nicht passen, Gewinden, die auslaufen, oder Komponenten, die verklemmen (zu eng).
7. Beschichtungsanwendungen
Aufbringen einer externen Schicht auf das Metall.

7.1. Pulverbeschichtung
Haltbarkeit: Eingebrannte Kunststoffpulverbeschichtung. Deutlich widerstandsfähiger als Lackierung, schlag- und abriebfest auch bei mechanischer Belastung.
7.2. Lackierung & UV
Anwendung: Komplexe Grafiken (z. B. Cyberpunk-Linien).
Funktion: Der UV-Klarschichtlack ist zwingend erforderlich, um das Design abzudecken und ein glattes Haptikgefühl zu erzielen.
7.3. Wassertransfer / Hydro-Dipping
Anwendung: Holzmuster, Tarnmuster, Kohlefaser-Muster auf gekrümmten Oberflächen.
Einschränkung: Das Muster besteht aus einer dünnen Tintenschicht; es bedarf einer dicken Klarschicht, um ein Abnutzen zu verhindern.
8. Thermische und Laser-Bearbeitung
Moderne subtraktive Fertigung unter Verwendung von Lichtenergie.
8.1. Lasergravur
Oberfläche: Entfernt die eloxierte Schicht, um das rohe Aluminium freizulegen (weiße/silberne Logos).
8.2. Tiefe Laserätzung
Oberflächenstruktur: Verbrennt tief in das Metall, um Griffstrukturen oder Reliefmuster ohne Chemikalien zu erzeugen.
9. Nachbearbeitung / Alterung
Die Seele der Replik: Aus einem Fabrikprodukt wird eine veteranenhafte Waffe.

9.1. Physikalische Alterung
Technik: Verwendung von Schleifpapier, Schleifsteinen oder Feilen, um Kampfschäden und Kantenabnutzung zu simulieren.
9.2. Chemische Alterung
Technik: Verwendung von Aluminiumschwarz (Selenoxid), um rohes Aluminium sofort in einen dunkelgrauen / schwarzen Rückstand zu oxidieren.
Kosten- und Sicherheitshinweis:
Gesundheitsrisiko: Die Chemikalien sind toxisch und krebserregend. Die Mitarbeiter müssen vollständige PSA (Persönliche Schutzausrüstung) tragen.
Hohe Kosten: Die manuelle Applikation ist langsam, und strenge Sicherheitsprotokolle erhöhen die Lohnkosten erheblich.