
ライトセーバーヒルトの材料科学:工学と美観
ハルトの素材選びは、外観だけでなく、重量配分、製造コスト、そしてライトセーバーの触感体験にも影響を与えます。当社では、素材を5段階の工学的グレードに分類しています。
1. コア金属
カスタム・セーバー市場の90%を占める基盤素材。

1.1.アルミニウム
ライトセーバー業界において、アルミニウムの選択は単なる強度の問題ではなく、メーカーのコスト構造および品質ポジショニングを直接反映するものです。当社では、サプライチェーンにおける隠れた現実に基づき、一般的な3種類の合金を解説します。
6061および6063アルミニウム:「低価格トラップ」と「高級品パラドックス」
これは最も誤解されている素材です。市場には、大きく異なる2つの形態で存在しています。
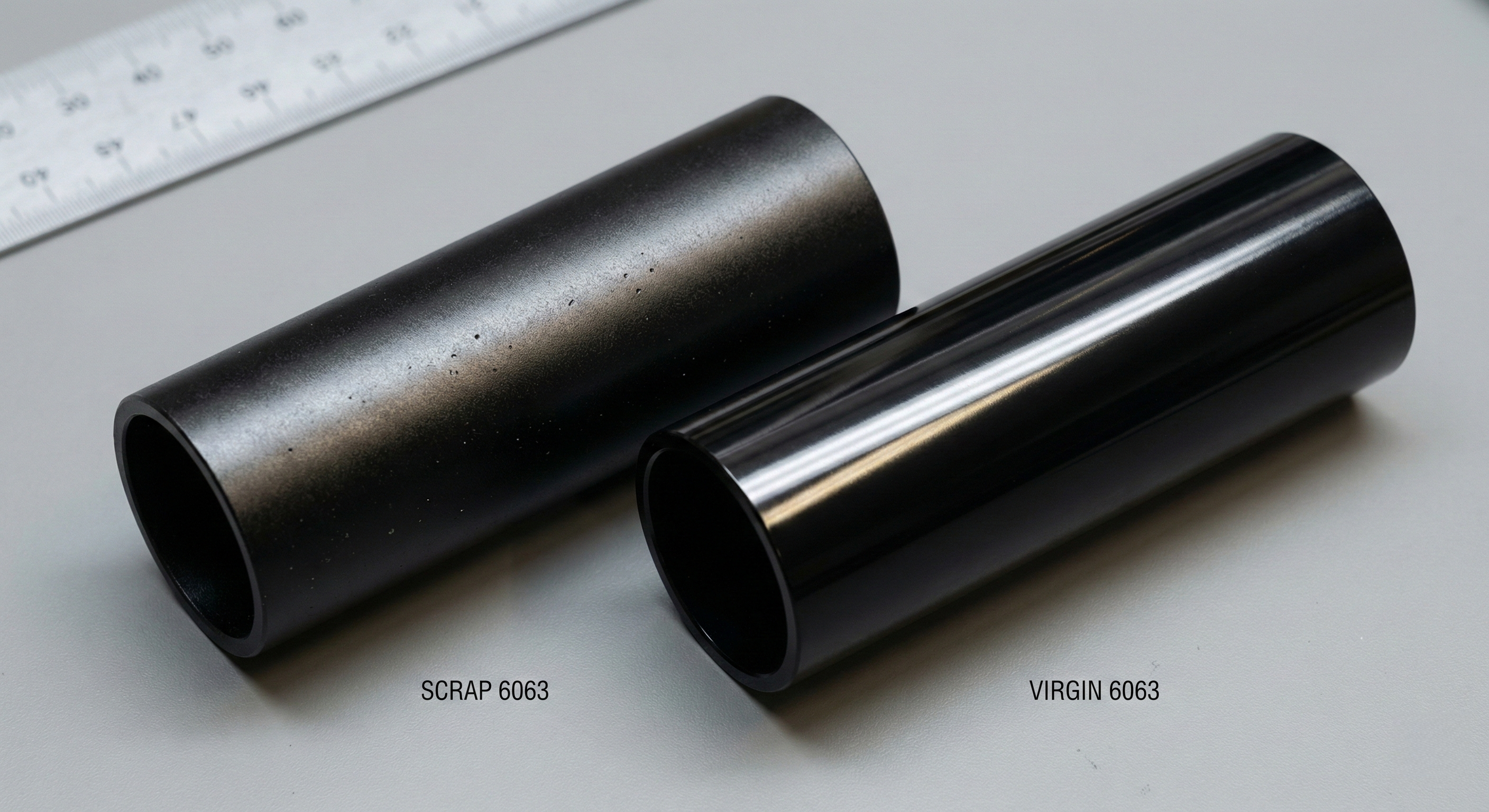
タイプA:「不純物混じり」の6063(ローエンド/スクラップ金属)
使用しているのは?予算重視のライトセーバー企業およびおもちゃメーカー。
その理由:二次利用(リサイクル)された6063を採用しており、鉄や亜鉛などの不純物が多量に含まれています。この素材は極めて安価であり、標準的な6063よりもさらに安いのです。
その欠点:不純物が多いため、均一にアノダイズ処理ができません。結果として、醜い黒斑や筋状の汚れが生じます。メーカーはこれを厚塗りのペイントや粗いウェザリング加工で隠蔽しています。
タイプB:「純粋」な6061(ハイエンド標準仕様)
実情:純度の高い6061(A00グレード)には、高価な銅およびクロムが含まれています。
コストのパラドックス:純正6061は6063よりも高価ですが、その化学組成により、見た目が劣る(ざらつき/マット)仕上がりになります。
結論:スマートファクトリーでは、大量生産に純正6061を用いることはありません。コストが高く、外観も劣るためです。
6063アルミニウム:賢い選択(最適なバランス)
素材:純正6063-T6のみ使用。
「表面処理」の王者:6063は陽極酸化処理(アノダイズ)に化学的に最適化されています。マグネシウムとシリコンを主成分とし、安価な6063に見られるような不純物を含まないため、鮮やかで濃厚・均一な色調(ハイグロス・シルバー、ディープ・レッド、ロイヤル・ブルー)を実現します。
生産ロジック:押出成形効率が高く、金型摩耗が少ないため、品質対価格比が最も優れています。重量級の使用にも耐えうる十分な強度を持ちながら、美しく清潔な外観を維持します。
7075アルミニウム:マーケティング上の演出
虚偽の主張:販売業者は「7075航空機用アルミニウム」と宣伝し、それが優れた品質を意味すると暗示しています。
問題点:7075には亜鉛が高濃度に含まれており、陽極酸化処理と相性が悪いため、色調が不安定になったり、黄変・ムラが出やすくなります。
真実:サバーが「7075」と宣伝されていて、かつ完璧で明るい仕上げ(光沢)を備えている場合、それはおそらく虚偽です。もし本当に7075であれば、製造業者は実用上の利点がまったくない(プラスチック製ブレードは常にヒルトよりも先に破損するため)素材に対して高額なプレミアムを支払っていることになります。
1.2.真鍮および銅

用途:細いネック部、エミッターリング、コントロールボックス。
美的な物理現象(パティナ/経年変化):これらの金属は時間の経過とともに自然に酸化し、独特の「パティナ」(経年変化による風合い)を呈します。銅は茶褐色~赤みがかった褐色に、真鍮はくすんだ金色に変化します。これにより、「旧共和国」やヴィンテージを思わせる本格的な雰囲気が生まれます。
重量:アルミニウムよりも著しく密度が高く、特定の部位に高級感のある「重厚さ」を付与します。
1.3.ステンレス鋼
用途:高摩耗部品、または短いヒルト向けのバランスウェイト(カウンターウェイト)。
バランスの物理:鋼はアルミニウムの約3倍の比重を持ちます。
ショト/ヨーダスタイル:小型ヒルトの場合、アルミニウムでは軽すぎて(おもちゃのような)不十分な感触になります。鋼はブレードとのバランスを取るために必要な質量を提供します。
細いネック部:戦闘中の折損を防ぐため。
1.4.炭素鋼(経済グレード)——「重金属」戦略

ステンレス鋼は高級品向け部品に用いられる一方、炭素鋼(低炭素鋼/軟鋼)は予算重視の市場で極めて大きな役割を果たしています。
製造ロジック:「チューブ+塗装」
原材料:工場は市販のQ235炭素鋼管(標準的な建築用パイプ)を調達します。これは6063アルミニウムの価格のおよそ3分の1です。
表面状態:これらの鋼管には錆び跡、油分、粗い押出成形ラインが付着しており、見た目が非常に劣悪です。
救世主:粉体塗装:
粉体塗装は厚さが60–100μmと厚く、不透明であるため、「化粧下地」として機能します。凹みを埋め、高価な研磨を必要とせずに錆を隠すことができます。
「見せかけの品質」による錯覚(重量)
密度の物理的特性:鋼(7.85 g/cm³)はアルミニウム(2.7 g/cm³)よりも約3倍の比重を持ちます。
消費者心理:初心者はしばしば「重い=高品質」と連想します。安価な炭素鋼製のヒルト(剣柄)は手に持った際に意外に重く感じられ、購入者に高級金属製であるという錯覚を与えます。
現実:スピンやテクニカル・デュエルには実際、重すぎます。手首の疲労が急速に生じます。
「錆びのタイムボム」
リスク:パウダーコーティングはプラスチック製の被膜です。ユーザーがサバーやコンクリートに落下させ、コーティングが剥がれると、露出した鋼材は直ちに錆び始めます。
内部の錆:ほとんどの工場では外側のみにパウダーコーティングが施されています。ヒルトの内側はしばしば未処理の錆びた鋼材のままです。これによりプラスチック製シャーシが染み付き、金属臭が発生します。
2. 珍しい素材
特別なものを求めるコレクター向けの素材。

2.1.チタン合金
特徴:アルミニウムより重く、鋼材より軽い。機械加工が極めて困難(工具摩耗が大きい)。
「バーントブルー」の美学:チタンは熱処理により、自然な虹色の「熱変色」(青/紫/金のグラデーション)を生み出すことができます。これはハイエンド愛好家に特に人気があります。
2.2.カーボンファイバー
特徴:高引張強度、超軽量。
用途:構造用チューブまたはオーバーレイとして使用。独特の「未来技術」または「SF」的な視覚的テクスチャを提供します。
3. 経済性重視の材料
大量市場向けおよび複雑な形状へのソリューション。

亜鉛合金
製造工程:ダイキャスト。CNC加工(金属を切削する方法)とは異なり、溶融亜鉛を金型に注入します。
コスト構造:
初期設定コストが高い:金型費用が高額(大量生産が前提)。
単価が低い:金型が完成すれば、1個あたりのコストは非常に低廉。
ディテール表現:有機的な生物のような複雑な曲線形状も実現可能で、CNC加工ではコストがかかりすぎる形状にも対応できます。
4. 柔らかくグリップ性のある材料
人間工学および内部構造のため。
4.1. 工業用プラスチック(ポリカーボネート/ABS/PC+GF)
用途:低コストの外部シェルまたは内部シャーシ。
量産:大量生産向けのエントリーレベル・サバーや、標準ABS製おもちゃよりも優れた耐久性を確保する必要がある場合に、ガラス繊維強化ポリカーボネート(PC+GF)を用いた射出成形を採用。
4.2. シリコーン/ゴム
用途:グリップ部(例:アナキン/ルーク・グラフレックスの「Tグリップ」)。摩擦力と快適な握り心地を提供。
4.3. POM/デルリン
用途:内部構造部品、スイッチ作動部。
特性:自己潤滑性および高剛性を有し、ハルト機構内の可動部品に最適。
5. 天然および有機素材
古代の伝統と未来技術の融合。

5.1.レザー
用途:ハンドルの巻き(イト巻きまたはツカマキ様式)。
素材:本革は汗を吸収し、グリップ性に優れている;予算重視のオプションではPUレザーが使用される。
5.2.ウッド
物理的課題:天然木材は湿度変化により反りや歪みが生じやすく、金属部品の亀裂や電子機器の損傷を引き起こす可能性がある。
解決策:安定化木材:真空下で樹脂を含浸させた木材。これにより、プラスチックと同等の硬度・安定性を実現しつつ、天然の木目を保つことができる。
仕上げ:高級レプリカでは本物の木材が使用される;予算重視のモデルでは、水転写(ハイドロダイピング)による木目模様が採用される。
5.3.真珠層(マザーオブパール)/ボーン
用途:超高級カスタム製品におけるボタンや装飾パネルへのインレイ。