
Science des matériaux des poignées d’épée laser : ingénierie et esthétique
Le choix du matériau de la poignée détermine non seulement l’apparence, mais aussi la répartition du poids, le coût de fabrication et l’expérience tactile de l’épée laser. Nous classons les matériaux en cinq niveaux techniques.
1. Métaux de base
La fondation de 90 % du marché des sabres personnalisés.

1.1. Aluminium
Dans l’industrie des sabres laser, le choix de l’aluminium ne repose pas uniquement sur la résistance ; il reflète directement la structure des coûts et le positionnement qualité d’un fabricant. Nous analysons les trois alliages courants en nous fondant sur les réalités cachées de la chaîne d’approvisionnement.
aluminium 6061 et 6063 : le « piège du budget » et le « paradoxe premium »
Il s’agit du matériau le plus mal compris. Il existe sur le marché sous deux formes radicalement différentes :
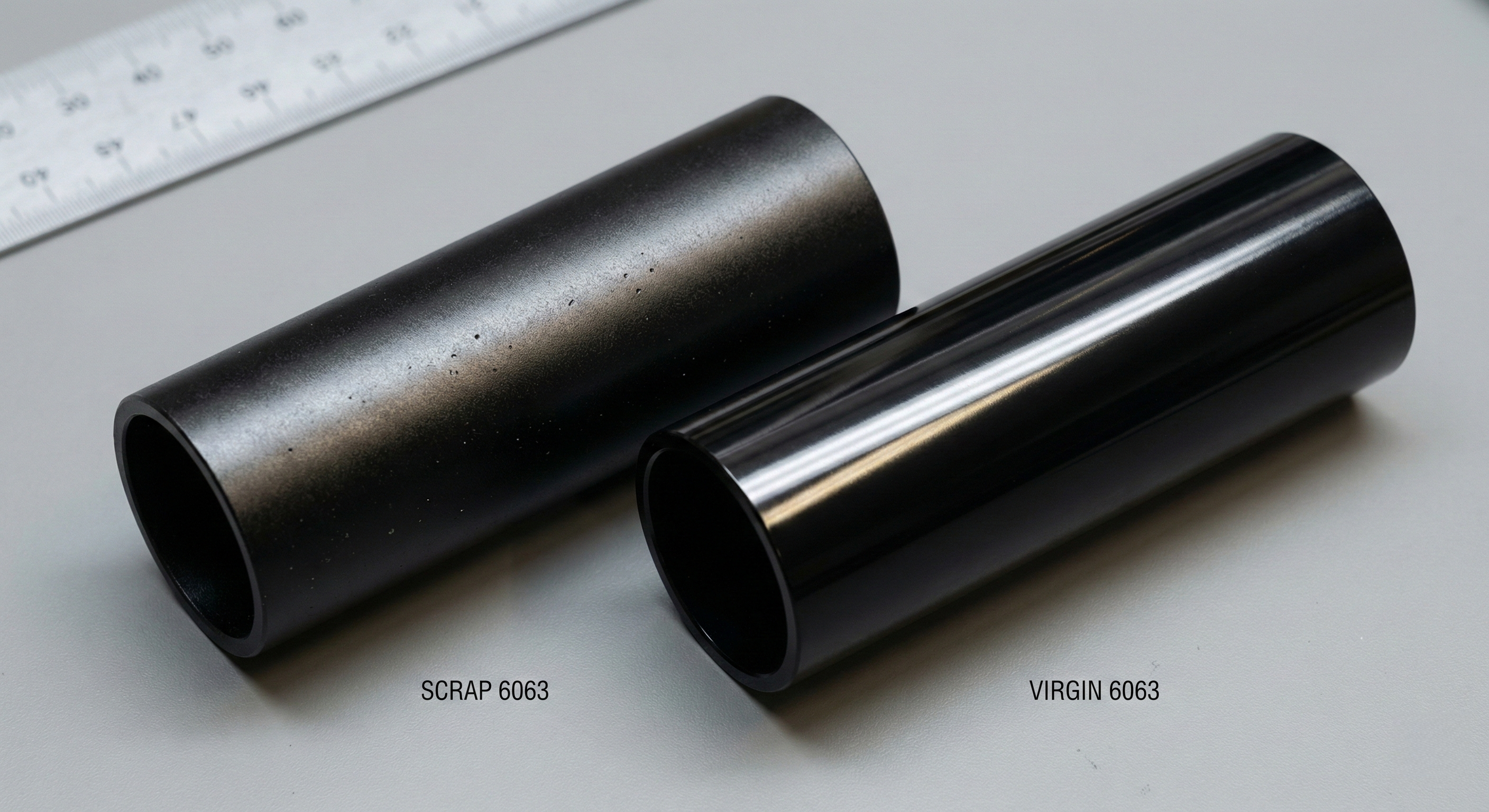
Type A : le 6063 « impur » (extrémité basse / métaux recyclés)
Qui l’utilise ? Les entreprises de sabres laser à bas prix et les fabricants de jouets.
Le raisonnement : elles utilisent du 6063 secondaire (recyclé), riche en impuretés telles que le fer et le zinc. Ce matériau est extrêmement bon marché — moins cher que tout 6063 standard.
Le défaut : en raison de son impureté, il ne peut pas être anodisé de façon uniforme. Il présente des taches et des stries noires disgracieuses. Les fabricants masquent ce défaut en appliquant une peinture épaisse ou un vieillissement accentué afin de cacher les imperfections.
Type B : le 6061 « vierge » (standard haut de gamme)
La réalité : le 6061 pur (grade A00) contient du cuivre et du chrome, des éléments coûteux.
Le paradoxe des coûts : l’alliage 6061 pur est plus coûteux que le 6063, mais produit une finition esthétique inférieure (granuleuse/mate) en raison de sa composition chimique.
Conclusion : Aucune usine intelligente n’utilise l’alliage 6061 pur pour la production de masse. Il coûte plus cher et présente un aspect moins satisfaisant.
l’alliage 6063 en aluminium : le choix judicieux (le point optimal)
Le matériau : exclusivement de l’alliage 6063-T6 vierge.
Le « roi » des surfaces : l’alliage 6063 est chimiquement optimisé pour l’anodisation. Il repose sur du magnésium et du silicium, sans les impuretés perturbatrices présentes dans les alliages 6063 bon marché. Cela permet d’obtenir des couleurs éclatantes, saturées et uniformes (argent à haute brillance, rouge profond, bleu royal).
Logique de production : il offre une grande efficacité d’extrusion et une faible usure des outils. Il assure le meilleur rapport qualité-prix. Il est suffisamment résistant pour supporter des sollicitations intenses tout en conservant un aspect impeccable.
l’alliage 7075 en aluminium : un argument marketing trompeur
L’affirmation trompeuse : les vendeurs prétendent que « l’aluminium aéronautique 7075 » implique une qualité supérieure.
Le problème : l’alliage 7075 contient des taux élevés de zinc. Ce dernier entrave le procédé d’anodisation, ce qui entraîne des couleurs instables, jaunâtres ou tachetées.
La vérité : Si un sabre est annoncé comme étant en alliage 7075 mais présente une finition parfaite et brillante, il s'agit probablement d'un mensonge. S'il est réellement en alliage 7075, le fabricant paie un surcoût pour un matériau qui n'offre aucun avantage pratique (puisque la lame en plastique se brisera toujours avant la poignée).
1.2. Laiton et cuivre

Application : Coupes fines du manche, bagues d'émetteur et boîtiers de commande.
Physique esthétique (patine) : Ces métaux s'oxydent naturellement avec le temps, développant une « patine » unique (effet de vieillissement). Le cuivre prend une teinte brun-rougeâtre ; le laiton devient or terne. Cela confère une impression d'authenticité évoquant la « République ancienne » ou un style rétro.
Poids : nettement plus dense que l'aluminium, ce qui confère un « poids noble » à certaines parties spécifiques.
1.3. Acier inoxydable
Application : Composants soumis à une forte usure ou contrepoids pour les poignées courtes.
Physique de l'équilibre : L'acier est environ trois fois plus lourd que l'aluminium.
Style Shoto / Yoda : Pour les poignées compactes, l'aluminium semble trop léger (aspect jouet). L'acier fournit la masse nécessaire pour équilibrer la lame.
Coupes fines du manche : Afin d'éviter la rupture pendant le combat.
1.4. Acier au carbone (grade économique) —— La stratégie du « métal lourd »

Tandis que l’acier inoxydable est réservé aux pièces haut de gamme, l’acier au carbone (acier faiblement allié / acier doux) joue un rôle majeur sur le marché des produits économiques.
La logique de fabrication : « tube + peinture »
Matière première : les usines achètent des tubes en acier au carbone Q235 prêts à l’emploi (tuyaux standard pour la construction). Leur coût est environ trois fois inférieur à celui des tubes en aluminium 6063.
État de surface : ces tubes présentent des taches de rouille, des traces d’huile et des lignes d’extrusion rugueuses. Ils sont peu esthétiques.
Le sauveur : la peinture en poudre :
La peinture en poudre étant épaisse (60–100 μm) et opaque, elle agit comme une « base de maquillage » : elle comble les micro-aspérités et masque la rouille sans nécessiter un polissage coûteux.
La perception trompeuse de « qualité » (poids)
Physique de la densité : l’acier (7,85 g/cm³) est près de trois fois plus dense que l’aluminium (2,7 g/cm³).
Psychologie du consommateur : les débutants associent souvent le « poids » à la « qualité ». Une poignée en acier au carbone bon marché paraît étonnamment lourde en main, induisant le client en erreur et le poussant à croire qu’il s’agit d’un métal haut de gamme.
La réalité : Il est en fait trop lourd pour les rotations ou les duels techniques. Il provoque rapidement une fatigue du poignet.
La « bombe à rouille »
Risque : La peinture poudre constitue une enveloppe plastique. Si l’utilisateur laisse tomber le sabre sur du béton et que le revêtement s’écaillonne, l’acier exposé rouillera immédiatement.
Rouille interne : La plupart des usines ne pulvérisent de peinture poudre que sur la partie extérieure. L’intérieur du manche est souvent constitué d’acier brut, déjà rouillé. Cela tache le châssis en plastique et dégage une odeur métallique.
2. Matériaux exotiques
Matériaux destinés aux collectionneurs qui exigent l’extraordinaire.

2.1. Alliage de titane
Caractéristiques : Plus lourd que l’aluminium, mais plus léger que l’acier. Très difficile à usiner (usure importante des outils).
L’esthétique « bleu brûlé » : Le titane peut être traité thermiquement afin de créer naturellement une « coloration par chauffage » iridescente (dégradé bleu/violet/or). Ce fini est très prisé des passionnés haut de gamme.
2.2. Fibre de carbone
Caractéristiques : Résistance à la traction élevée, ultra-léger.
Application : Utilisé comme tubes structurels ou couches superposées. Il confère une texture visuelle distincte de « technologie du futur » ou de « science-fiction ».
matériaux économiques
Solutions destinées au grand public et aux géométries complexes.

Alliage de zinc
Procédé : Moulage sous pression. Contrairement à l’usinage CNC (usinage par enlèvement de matière), du zinc liquide est injecté dans un moule.
Logique des coûts :
Coût initial élevé : Les moules sont coûteux (leur rentabilité nécessite un volume important).
Coût unitaire faible : Très peu coûteux à l’unité une fois le moule réalisé.
Détail : Permet d’obtenir des courbes complexes (comme des formes organiques évoquant des créatures) qui seraient trop onéreuses à usiner par CNC.
matériaux souples et antidérapants
Pour l’ergonomie et la structure interne.
4.1. Plastiques techniques (polycarbonate / ABS / PC+GF)
Application : Coquilles externes ou châssis internes à faible coût.
Production de masse : Pour les sabres grand public à haut volume, utiliser le moulage par injection avec du PC+GF (polycarbonate renforcé de fibres de verre) afin d’assurer une durabilité supérieure à celle des jouets ABS standard.
4.2. Silicone / Caoutchouc
Application : Parties de préhension, telles que les « T-Grips » sur les modèles Anakin/Luke Graflex. Offre un frottement optimal et un confort accru.
4.3. POM / Delrin
Application : Pièces structurelles internes, actionneurs d’interrupteurs.
Propriétés : Auto-lubrifiant et rigidité élevée. Idéal pour les pièces mobiles intégrées au mécanisme du manche.
5. Matériaux naturels et organiques
Fusion entre tradition ancestrale et technologie futuriste.

5.1. Cuir
Application : Enroulement de la poignée (styles Ito wrap ou Tsuka-maki).
Matériau : Le cuir véritable offre une absorption de la transpiration et une bonne adhérence ; le cuir synthétique (PU) est utilisé pour les options économiques.
5.2. Bois
Défi physique : Le bois naturel se déforme sous l’effet des variations d’humidité, ce qui peut provoquer des fissures dans les pièces métalliques ou endommager les composants électroniques.
Solution : Bois stabilisé : On peut utiliser du bois imprégné de résine sous vide. Cela le rend aussi dur et stable que le plastique, tout en conservant le veinage naturel.
Finition : Les répliques haut de gamme utilisent du bois véritable ; les modèles économiques recourent au transfert hydrographique (Water Transfer) pour reproduire des motifs de veinure boisée.
5.3. Nacre / Os
Application : Incrustations pour boutons ou panneaux décoratifs sur les modèles sur mesure ultra-haut de gamme.