
Scienza dei materiali per l'impugnatura del lightsaber: ingegneria ed estetica
La scelta del materiale della guardia determina non solo l’aspetto, ma anche la distribuzione del peso, il costo di produzione e l’esperienza tattile dello spadone laser. Classifichiamo i materiali in cinque livelli ingegneristici.
1. Metalli principali
La base del 90% del mercato degli spadoni laser personalizzati.

1.1. Alluminio
Nel settore dei lightsaber, la scelta dell'alluminio non riguarda soltanto la resistenza: essa riflette direttamente la struttura dei costi e il posizionamento qualitativo di un produttore. Analizziamo i tre leghe più comuni sulla base delle realtà nascoste della catena di approvvigionamento.
alluminio 6061 e 6063: La «trappola del budget» e il «paradosso premium»
Questo è il materiale più frainteso. Sul mercato esiste in due forme profondamente diverse:
Tipo A: Il 6063 «sporco» (fascia bassa / metallo di scarto)
Chi lo utilizza? Aziende produttrici di sabers a basso costo e produttori di giocattoli.
La logica: essi impiegano alluminio 6063 secondario (riciclato), ricco di impurità come ferro e zinco. Questo materiale è estremamente economico — più economico di qualsiasi 6063 standard.
Il difetto: poiché è impuro, non può essere anodizzato in modo uniforme. Produce antiestetiche macchie e striature nere. I produttori nascondono questo difetto applicando uno strato spesso di vernice o effetti di usura marcati per coprire i difetti.
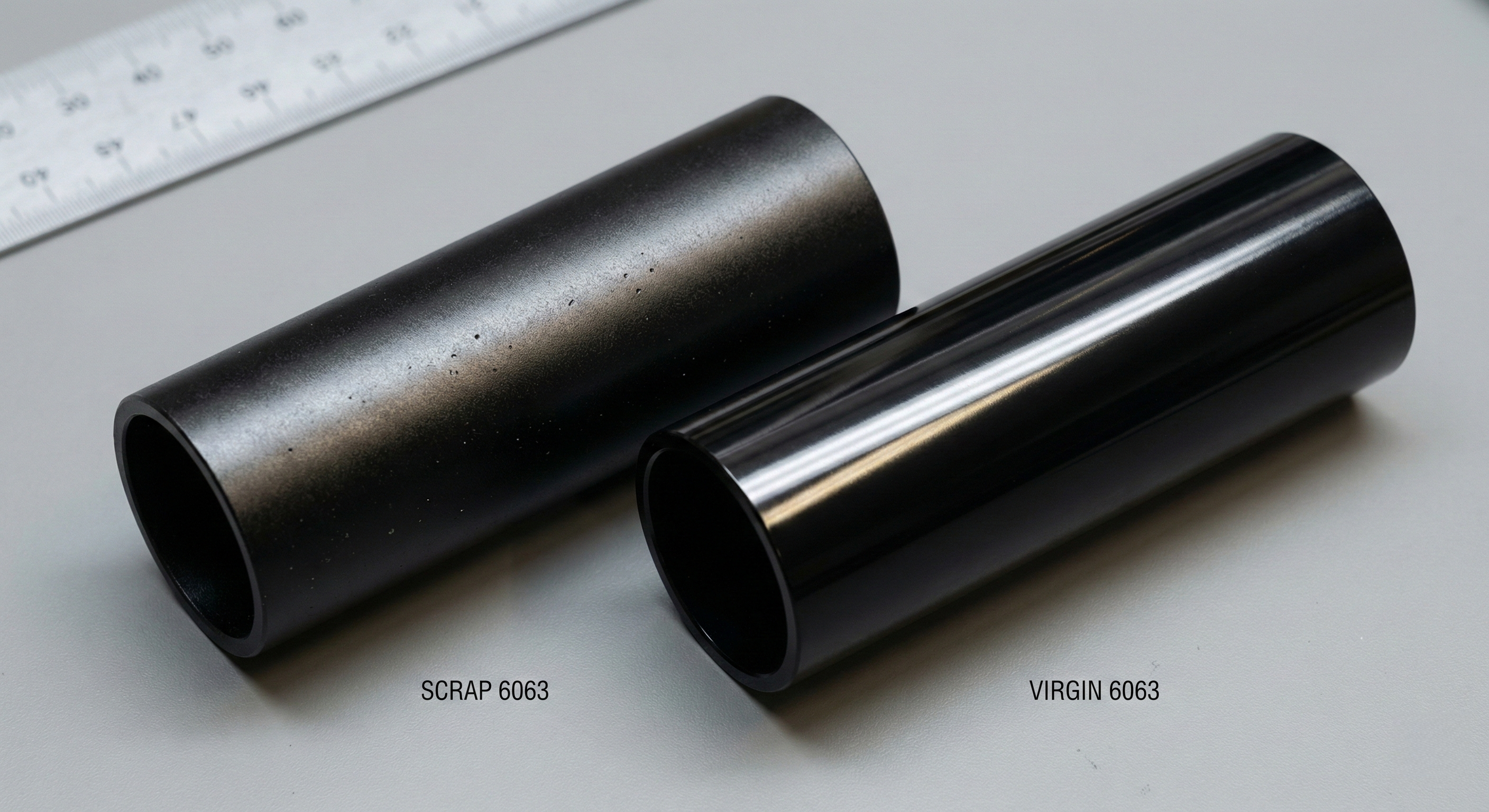
Tipo B: Il 6061 «virgin» (standard di fascia alta)
La realtà: il 6061 puro (grado A00) contiene rame e cromo, entrambi materiali costosi.
Il paradosso dei costi: l'alluminio 6061 puro è più costoso del 6063, ma produce una finitura estetica inferiore (granulosa/opaca) a causa della sua composizione chimica.
Verdetto: nessuna smart factory utilizza l'alluminio 6061 puro per la produzione di massa. È più costoso e ha un aspetto peggiore.
alluminio 6063: la scelta intelligente (il punto ottimale)
Il materiale: esclusivamente alluminio 6063-T6 vergine.
Il re delle superfici: il 6063 è chimicamente ottimizzato per l'anodizzazione. Si basa su magnesio e silicio, privo delle impurità disturbanti presenti nei prodotti 6063 economici. Ciò consente colori brillanti, saturi e uniformi (argento ad alta lucentezza, rosso intenso, blu reale).
Logica produttiva: offre un'elevata efficienza di estrusione e un basso usura degli utensili. Garantisce il miglior rapporto qualità-prezzo. È sufficientemente resistente per applicazioni gravose, mantenendo al contempo un aspetto impeccabile.
alluminio 7075: il trucco commerciale
La menzogna: i venditori affermano che «alluminio aeronautico 7075» implichi una qualità superiore.
Il problema: il 7075 contiene livelli elevati di zinco. Lo zinco interferisce con il processo di anodizzazione, causando colori instabili, giallastri o chiazzati.
La verità: se una spada è pubblicizzata come realizzata in lega 7075 ma presenta una finitura perfetta e brillante, è molto probabile che si tratti di una menzogna. Se fosse davvero realizzata in lega 7075, il produttore pagherebbe un sovrapprezzo per un materiale che non offre alcun vantaggio pratico (poiché la lama in plastica si romperà comunque prima dell’impugnatura).
1.2. Ottone e rame

Applicazione: colli sottili, anelli emettitori e scatole di controllo.
Fisica estetica (patina): questi metalli si ossidano naturalmente nel tempo, sviluppando una caratteristica «patina» (effetto dell’invecchiamento). Il rame assume una tonalità bruno-rossastra; l’ottone diventa dorato opaco. Ciò conferisce un’autentica atmosfera «dell’Antica Repubblica» o vintage.
Peso: molto più denso rispetto all’alluminio, aggiunge un «peso premium» a determinate sezioni.
1.3. Acciaio inossidabile
Applicazione: componenti soggetti ad alta usura o contro-pesi per impugnature più corte.
Fisica dell’equilibrio: l’acciaio è circa tre volte più pesante dell’alluminio.
Stile Shoto/Yoda: per impugnature piccole, l’alluminio risulta troppo leggero (simile a un giocattolo). L’acciaio fornisce la massa necessaria per bilanciare correttamente la lama.
Colli sottili: per prevenire rotture durante il combattimento.
1.4. Acciaio al carbonio (qualità economica) —— La strategia del "metallo pesante"

Mentre l'acciaio inossidabile è utilizzato per componenti di fascia alta, l'acciaio al carbonio (acciaio dolce / a basso tenore di carbonio) svolge un ruolo fondamentale nel mercato della fascia economica.
La logica produttiva: "Tubo + Verniciatura"
Materiale grezzo: le fabbriche acquistano tubi standard in acciaio al carbonio Q235 (tubi da costruzione), il cui costo è circa un terzo rispetto a quello dell'alluminio 6063.
Stato superficiale: questi tubi presentano macchie di ruggine, residui di olio e linee di estrusione irregolari; appaiono quindi poco attraenti.
Il salvatore: verniciatura a polvere:
Poiché la verniciatura a polvere è spessa (60–100 μm) e opaca, funziona come una "base trucco": riempie le imperfezioni e nasconde la ruggine senza richiedere lucidatura costosa.
La percezione di "falsa qualità" (peso)
Fisica della densità: l'acciaio (7,85 g/cm³) è quasi tre volte più pesante dell'alluminio (2,7 g/cm³).
Psicologia del consumatore: i principianti spesso associano il termine "pesante" a "qualità elevata". Un'impugnatura in acciaio al carbonio economica risulta sorprendentemente pesante in mano, ingannando l'acquirente e inducendolo a credere che sia realizzata in metallo premium.
La realtà: È effettivamente troppo pesante per la rotazione o i duelli tecnici. Causa affaticamento del polso in tempi brevi.
La "bomba a orologeria della ruggine"
Rischio: Il rivestimento a polvere è uno strato plastico. Se l’utente fa cadere la spada su una superficie di cemento e il rivestimento si scheggia, l’acciaio esposto arrugginirà immediatamente.
Ruggine interna: La maggior parte delle fabbriche applica il rivestimento a polvere solo all’esterno. L’interno della guardia è spesso costituito da acciaio grezzo e già arrugginito. Ciò macchia il telaio in plastica e ne provoca un odore metallico.
2. Materiali esotici
Materiali destinati a collezionisti che richiedono l’eccezionalità.

2.1. Lega di titanio
Caratteristiche: Più pesante dell’alluminio, ma più leggera dell’acciaio. Estremamente difficile da lavorare (usura elevata degli utensili).
L’estetica "blu bruciato": Il titanio può essere trattato termicamente per creare una naturale iridescenza da "macchia termica" (gradiente blu/viola/oro). Questa finitura è particolarmente apprezzata dagli appassionati di alto livello.
2.2. Fibra di carbonio
Caratteristiche: Elevata resistenza a trazione, estrema leggerezza.
Applicazione: Utilizzato come tubi strutturali o sovrastrutture. Conferisce una texture visiva distintiva di "Tecnologia Futura" o "Fantascienza".
3. Materiali economici
Soluzioni per il mercato di massa e geometrie complesse.

Lega di zinco
Processo: Pressofusione. A differenza della fresatura CNC (asportazione di metallo), lo zinco fuso viene iniettato in uno stampo.
Logica dei costi:
Costi iniziali elevati: Gli stampi sono costosi (richiedono volumi significativi).
Costo unitario basso: Costo molto contenuto per singolo pezzo, una volta realizzato lo stampo.
Dettagli: Consente di ottenere curvature complesse (ad esempio forme organiche simili a creature) che risulterebbero troppo costose da realizzare con la fresatura CNC.
4. Materiali morbidi e antiscivolo
Per ergonomia e struttura interna.
4.1. Plastiche tecniche (Policarbonato / ABS / PC+GF)
Applicazione: Involucri esterni o telai interni a basso costo.
Produzione di serie: per sabre di livello base ad alto volume, utilizzare lo stampaggio a iniezione con PC+GF (policarbonato rinforzato con fibra di vetro) per garantire una durata superiore rispetto ai giocattoli standard in ABS.
4.2. Silicone / Gomma
Applicazione: Sezioni di presa, come i "T-Grip" sui modelli Anakin/Luke Graflex. Offrono attrito e comfort.
4.3. POM / Delrin
Applicazione: Parti strutturali interne, attuatori degli interruttori.
Proprietà: Autolubrificante e ad alta rigidità. Ideale per parti mobili all'interno del meccanismo dell'impugnatura.
5. Materiali naturali e organici
Fusione di antica tradizione e tecnologia futuristica.

5.1. Pelle
Applicazione: Avvolgimento dell'impugnatura (stili Ito wrap o Tsuka-maki).
Materiale: La pelle vera offre assorbimento del sudore e una presa sicura; la pelle sintetica (PU) è utilizzata per le opzioni economiche.
5.2. Legno
Sfida fisica: Il legno naturale si deforma a causa delle variazioni di umidità, rischiando di provocare crepe nelle parti metalliche o danneggiare componenti elettronici.
Soluzione: Legno stabilizzato: può essere realizzato infondendo resina nel legno sotto vuoto. Ciò lo rende duro e stabile quanto la plastica, pur mantenendone la venatura naturale.
Finitura: Le repliche di fascia alta utilizzano legno vero; i modelli economici impiegano la tecnica dell’hydro-dipping (trasferimento su acqua) per riprodurre motivi a venatura di legno.
5.3. Madreperla / Osso
Applicazione: Intarsi per pulsanti o pannelli decorativi in personalizzazioni di fascia ultra-alta.