
Procesos de fabricación de la superficie de las empuñaduras de sable de luz
El tratamiento superficial no se limita al color; determina la sensación táctil, la durabilidad y la precisión del ensamblaje de la empuñadura. Clasificamos nuestros procesos en cinco etapas técnicas.

1. Texturizado mecánico
El primer paso tras el mecanizado CNC. Define el carácter físico del metal.
1.1Torneado CNC —— El "esqueleto y la piel"
La pieza gira a alta velocidad (más de 2000 rpm) mientras una herramienta fija va eliminando material.
Lo que crea:
Perforado
Transformar la barra bruta y gruesa en curvas elegantes, puntos de estrangulamiento (cuellos delgados) y formas del emisor. Esto define la ergonomía de la empuñadura.
Rosca de precisión —— Fundamental para la calidad
Cortar las roscas macho y hembra que permiten atornillar la caperuza al cuerpo.
Indicador de gama alta: roscas lisas que se enroscan en silencio, sin emitir sonidos de fricción áspera o granulosa.
Acabado estriado —— agarre táctil
Presionar un rodillo con patrón sobre el metal en rotación para crear un agarre texturizado.
Tipos: estriado en diamante (agarre más agresivo), estriado recto (aspecto clásico).
Función: Evita que la espada láser se salga de su mano durante el combate.
Ranurado disipador de calor
Corte de anillos profundos y paralelos (normalmente cerca del emisor).
Función: Aumenta el área superficial para disipar el calor generado por los LED de alta potencia, al tiempo que rinde homenaje a la estética clásica del "cuello delgado" de Luke Skywalker.
Pulido
Lógica de costos: Depende completamente del valor objetivo de Ra (rugosidad promedio).
Alto brillo = Alto costo: Lograr un acabado tipo espejo requiere un pulido en varias etapas. Cualquier imperfección es visible, lo que conlleva una alta tasa de rechazo.
"Corte diamantado" / Biselado de alto brillo
Proceso: Tras la anodización de la empuñadura (negra), esta se vuelve a colocar en el torno, donde una herramienta de diamante corta precisamente el borde de los anillos.
Efecto: Revela el aluminio plateado, brillante y sin recubrimiento, bajo el color negro. Esto crea un llamativo efecto de contraste de "anillos plateados".

1.2.Fresado CNC — Las "características y detalles"
La empuñadura está fijada en su lugar y una broca/cortador giratorio de alta velocidad se desplaza alrededor de ella para tallar formas.
Lo que crea
Perforación y escariado
Hueco para el interruptor: creación del orificio preciso de 12 mm o 16 mm para el botón de activación. Debe ser perfectamente circular.
Puerto de carga: fresado de la ranura ovalada para el puerto USB tipo C.
Orificios para tornillos de fijación: orificios diminutos para los tornillos que mantienen la hoja en su lugar.
Bolsillo
Creación de un área plana rebajada (bolsillo) para que el botón o la caja de control quede al ras con la superficie de la empuñadura, en lugar de sobresalir.
Beneficio: hace que el sable sea más cómodo de sostener (ningún botón se clava en la mano).
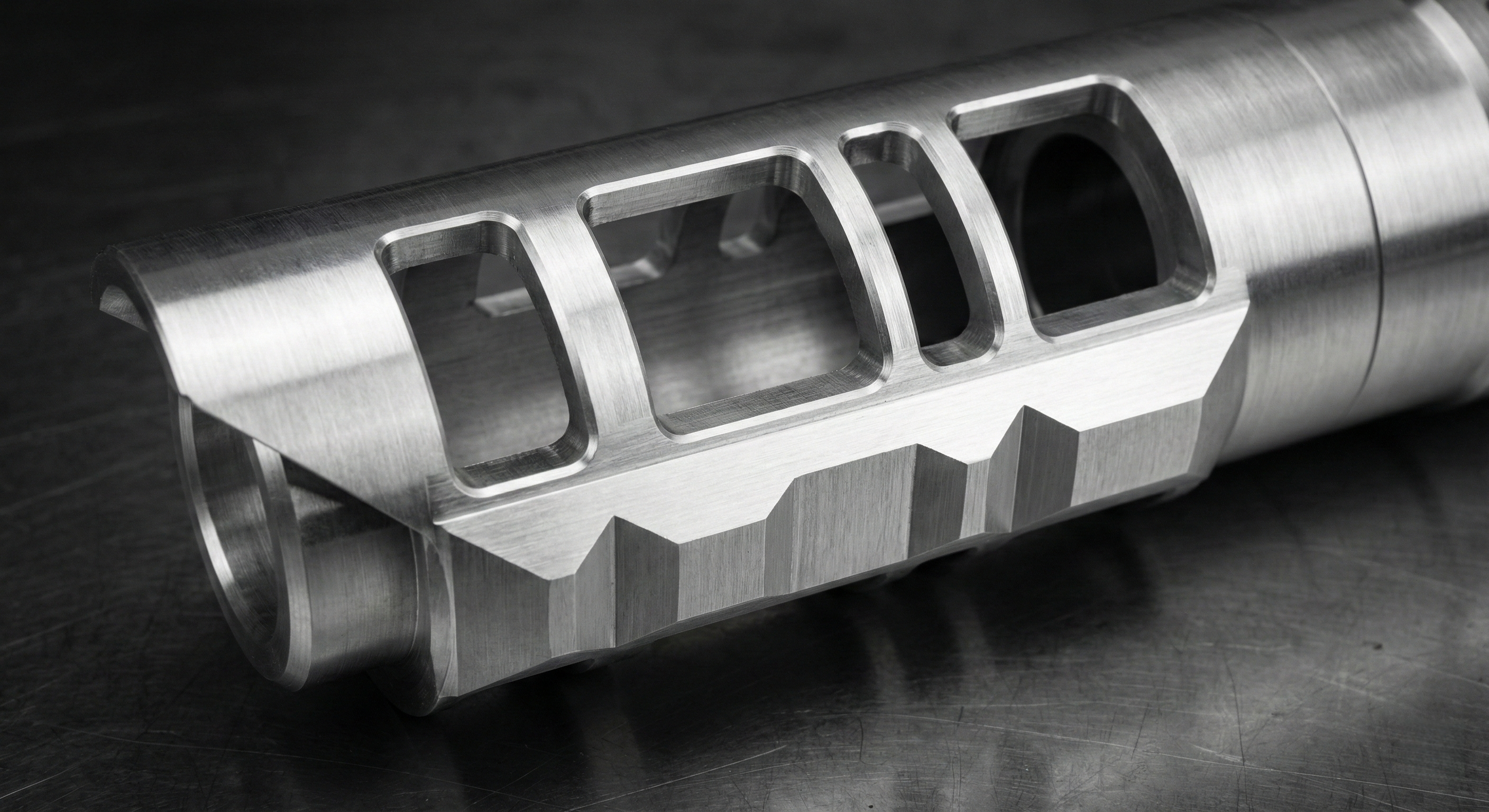
Ventanas / Diseño con huecos (skeletonizing)
Corte de ranuras en la sección del emisor.
Función: Permite que la luz proveniente de la hoja atraviese el lateral del metal («efecto de transmisión luminosa»). Esencial para diseños como los de Starkiller o Kylo Ren.
Acabado geométrico
Achaflanar los laterales de un tubo redondo para convertirlo en cuadrado, hexagonal u octogonal.
Estética: Transforma un tubo sencillo en un arma geométrica compleja de ciencia ficción.
Grabación
Utilizar una fresa muy pequeña para tallar, directamente en el metal, logotipos profundos, símbolos de facciones (crestas Jedi/Sith) o patrones de circuitos impresos (estilo «núcleo visible»).
Diferencia respecto al láser: El grabado mecanizado tiene profundidad (sensación tridimensional), mientras que el láser solo quema la superficie.
2.Moldeo y fundición: La potencia impulsora de la producción en masa
Cuando un diseño es demasiado complejo para mecanizado CNC o la cantidad requerida es muy elevada (1000+ unidades), puede se cambia del mecanizado al moldeo. Esto implica crear un molde maestro y llenarlo con metal fundido.

2.1. Fundición a presión de aleación de cinc
El "metal pesado" para detalles complejos.
El proceso (fundición a presión - HPDC): Fabricamos un molde de acero. Luego, inyectamos aleación de zinc líquida (Zamak) en él a alta presión. Se enfría y solidifica en cuestión de segundos.
Por qué lo utilizamos
Formas complejas: Ideal para piezas con curvas inusuales o cajas de control intrincadas que requerirían horas de mecanizado CNC.
Peso: El zinc es denso (densidad: 6,7 g/cm³). Esto hace que las empuñaduras económicas tengan una sensación «premium» y sustancial.
Coste: Una vez amortizado el molde, el precio unitario es extremadamente bajo.
El inconveniente
riesgo de "metal de olla": El zinc es frágil. Si una pieza fina de zinc cae sobre hormigón, podría romperse.
Problemas de chapado: Si la fundición presenta burbujas de aire (porosidad), el chapado electrolítico presentará «picaduras» (pequeños puntos).
2.2. Fundición por inversión en acero
También conocido como "fundición a la cera perdida".
Corrección para B2B: Personas rara vez se utiliza la "fundición en molde metálico" para acero, porque el acero se funde a 1500 °C (temperatura demasiado elevada para moldes convencionales). En su lugar, ellos se utiliza la "fundición de precisión".
El proceso:
Se fabrica un modelo de cera (inyectando cera en un molde).
Se recubre la cera con arena cerámica para formar una cáscara.
Se funde la cera para extraerla ("cera perdida").
Se vierte acero al carbono o acero inoxidable fundido en la cáscara cerámica.
Por qué lo utilizamos
Geometrías imposibles: Para piezas como cabezas de dragón, cráneos o curvas orgánicas en una empuñadura o pomo. El mecanizado CNC no puede realizar "desbastes" ni formas biológicas; la fundición sí lo permite.
Resistencia del material: A diferencia del cinc, el acero fundido es extremadamente resistente y soldable.
Aplicación en sables de luz:
Guardias cruzadas: Como las ventanas laterales dentadas de un sable de Kylo Ren.
Esqueletos internos del chasis: Para diseños de gama alta de "chasis maestro" fabricados en metal.
2.3. MIM (moldeo por inyección de metal)
La fundición de alta tecnología.
Concepto: Mezclar polvo metálico con un aglutinante plástico, inyectarlo como si fuera plástico y luego calcinar el plástico para dejar únicamente metal sólido.
Uso: Piezas diminutas y extremadamente precisas de acero, como botones de conmutación, tornillos de retención o mecanismos de cierre.
3. Granallado / Chorreado con perlas
Proceso: Proyectar un medio abrasivo contra el aluminio para eliminar las marcas dejadas por las herramientas de mecanizado CNC.
Lógica de calificación
Arena gruesa: Económica, aspecto industrial, oculta bien las rayaduras.
Microesferas de vidrio finas: Acabado premium. Crea una textura sedosa y satinada (estilo Apple). Más cara debido al tiempo de procesamiento más lento y al costo del medio abrasivo.
4. Cepillado
Función: Crear líneas direccionales de grano.
Beneficio: Excelente para ocultar rayaduras futuras derivadas del uso. A diferencia de las superficies pulidas, una nueva rayadura se integra en la textura cepillada.
5.polidas
Lógica de costos: Depende completamente del valor objetivo de Ra (rugosidad promedio).
Alto brillo = Alto costo: Lograr un acabado tipo espejo requiere un pulido en varias etapas. Cualquier imperfección es visible, lo que conlleva una alta tasa de rechazo.
6. Coloración química y electroquímica
Alteración de la estructura molecular superficial. Nota: En este proceso se producen cambios dimensionales.

6.1. Anodizado
Estado: El método predominante en la industria.
Principio físico: Genera una capa de óxido que crece hacia el interior y hacia el exterior de la superficie de aluminio. No se descascara como la pintura.
6.2. Galvanoplastia
Aplicación: Se utiliza para acabados cromados, de oro real o de plata.
Galvanoplastia de aluminio: El acabado «de joyería»
La galvanoplastia recubre el aluminio con una capa de otro metal. A diferencia de la anodización (que penetra en el metal), la galvanoplastia se deposita sobre la superficie. Esto añade espesor y crea un brillo similar al de un espejo que la anodización no puede lograr.
Advertencia técnica: La galvanoplastia dimensional añade de 20 a 50 micrones. DEBE diseñar las roscas con mayor holgura para compensar este aumento, de lo contrario las piezas no encajarán ni se atornillarán correctamente.
Capas fundamentales
No las ve, pero determinan el éxito.
Galvanoplastia de níquel —— El «aglutinante»
Aspecto visual: Plata cálida. Presenta un ligero matiz amarillento/dorado en comparación con el cromo.
Función: Esta es la capa base para todos los demás acabados galvanizados.
Acabado independiente: Se utiliza en algunos sables de estilo vintage para lograr un aspecto metálico «usado». No es tan duro como el cromo, pero ofrece una excelente resistencia a la corrosión.
Galvanizado en zinc —— NO apto para estructuras de aluminio
Generalmente NO se galvanizan en zinc las empuñaduras de aluminio. El galvanizado en zinc tiene un aspecto poco atractivo (azulado-grisáceo o iridiscente) y está diseñado para evitar la oxidación del hierro. Como el aluminio no se oxida, galvanizarlo en zinc es innecesario y da una apariencia barata.
Uso: Únicamente para tornillos de acero internos o muelles de acero.
La familia del cromo
El rey de la durabilidad.
Cromo brillante —— El «espejo»
Aspecto visual: Blanco-azulado fresco. Altamente reflectante, como un espejo.
Propiedades físicas: Extremadamente duro (dureza Vickers HV 800+). Resistente a arañazos causados por anillos o guantes.
Aplicación: El clásico acabado impecable de ciencia ficción (por ejemplo, la armadura al estilo de la Capitana Phasma).
Cromo Negro — Acabado "Sith"
Visual: Gris humo profundo y brillante que va hacia el negro. Tiene aspecto de "oscuridad líquida."
Diferencia respecto a la pintura negra: la pintura parece plana; el cromo negro tiene apariencia metálica y translúcida, conservando la sensación del metal.
Cromo Perla / Cromo Satinado
Visual: Plata mate. Sin reflejos, similar a los accesorios de baño de alta gama o a las superficies de los MacBook de Apple (pero con recubrimiento galvánico).
Táctil: Muy liso, pero no pegajoso. Adecuado para un buen agarre.
La familia dorada
Lujo y estatus.
Galvanoplastia en oro auténtico: 18 K / 24 K
Visual: Amarillo intenso y profundo. Lujo inconfundible.
Coste: Extremadamente alto.
Durabilidad: El oro es blando. Se desgasta rápidamente con un manejo intensivo (duelos).
Revestimiento de imitación de oro / latón
Aspecto visual: Dorado-amarillento, pero ligeramente más claro o «más parecido al latón» que el oro genuino.
Coste: Bajo.
Desventajas: Se volverá opaco (se oxidará) con el tiempo, adquiriendo un aspecto apagado o verdoso si no se recubre con una capa protectora transparente.
Oro rosa
Composición: Revestimiento de aleación de oro y cobre.
Aspecto visual: Dorado rosado. Muy moderno y elegante.
Durabilidad: Mejor que el oro de 24 quilates gracias al contenido de cobre, pero sigue siendo propenso a desvanecerse con los años.
Revestimiento especial y exótico
Chapado con rutenio
Visual: Negro azabache / Gris oscuro. Similar al cromo negro, pero más duro y más resistente a la corrosión. Se utiliza en joyería de gama alta.
Coste: Muy elevado.
Estaño-Cobalto
Visual: Tiene un aspecto muy similar al cromo, pero ligeramente más oscuro (gris frío).
Ventaja: Excelente "poder de reparto" (puede chapar en ranuras profundas/agueros mejor que el cromo). Ideal para diseños complejos de empuñaduras.
Chapado frente a PVD
(Lectura obligatoria para los colores dorado y arcoíris)
El problema del oro electrochapado: es blando y se desvanece.
La solución: PVD (Deposición Física en Fase Vapor). Para acabados dorados, rosados y arcoíris (neo-cromo), se recomienda PVD sobre aluminio (tras el chapado con níquel).

Nitruro de titanio (TiN): Más duro que el acero, con apariencia dorada. No se rayará ni desprenderá.
Arcoíris / efecto aceitoso: Solo puede realizarse mediante deposición física en fase vapor (PVD), no mediante galvanoplastia.
6.3. Grabado ácido
Proceso: Uso de ácido para eliminar metal, creando patrones en relieve.
Crítico para ingeniería: Acumulación de tolerancias. Los procesos químicos afectan significativamente las dimensiones. La galvanoplastia añade espesor, mientras que el grabado elimina material. Los ingenieros deben calcular la «holgura de proceso» en los planos CAD. Si no se compensa adecuadamente, se producen: piezas que no encajan, roscas desgastadas o componentes trabados (demasiado ajustados).
7. Aplicaciones de recubrimientos
Aplicación de una capa externa sobre el metal.

7.1. Recubrimiento en polvo
Durabilidad: Polvo plástico horneado. Mucho más resistente que la pintura líquida y resistente al descascarillado durante el uso intensivo.
7.2. Pintura y UV
Aplicación: Gráficos complejos (por ejemplo, líneas de estilo cyberpunk).
Función: El recubrimiento transparente UV es obligatorio para sellar el diseño y proporcionar una sensación táctil suave.
7.3. Transferencia acuosa / Inmersión hidrográfica
Aplicación: Texturas de madera, camuflaje y fibra de carbono en superficies curvas.
Limitación: El patrón es una fina película de tinta; requiere un recubrimiento transparente grueso para evitar su desgaste.
8. Procesamiento térmico y láser
Fabricación sustractiva moderna mediante energía luminosa.
8.1. Grabado láser
Superficie: Elimina la capa anodizada para revelar el aluminio base (logotipos blancos/plata).
8.2. Grabado láser profundo
Textura: Quema profundamente el metal para crear texturas de agarre o patrones en relieve sin utilizar productos químicos.
9. Posprocesamiento / Envejecimiento
El alma de la réplica. Convertir un producto de fábrica en un arma veterana.

9.1. Envejecimiento físico
Técnica: Uso de papel de lija, piedras de pulido o limas para simular daños por combate y desgaste en los bordes.
9.2. Envejecimiento químico
Técnica: Uso de óxido negro de aluminio (dióxido de selenio) para oxidar el aluminio en bruto y obtener instantáneamente un residuo gris oscuro/negro.
Advertencia sobre costos y seguridad:
Riesgo para la salud: Los productos químicos son tóxicos y carcinógenos. Los trabajadores deben usar equipo de protección personal completo (EPP).
Alto costo: La aplicación manual es lenta, y los estrictos protocolos de seguridad incrementan significativamente los costos laborales.