
Procédés de fabrication des surfaces des poignées de sabre laser
Le traitement de surface ne concerne pas uniquement la couleur ; il détermine le toucher, la durabilité et la précision d’assemblage de la poignée. Nous classons nos procédés en cinq étapes techniques.

1. Texturation mécanique
La première étape après l’usinage CNC. Définir le caractère physique du métal.
1.1Tournage CNC — Le « squelette et la peau »
La pièce tourne à grande vitesse (2000+ tr/min) tandis qu’un outil fixe enlève de la matière par raclage.
Ce qu’il permet de réaliser :
Usinage de forme
Transformer la barre brute épaisse en courbes élégantes, en rétrécissements (« cols » étroits) et en formes d’émetteur. Cela définit l’ergonomie de la poignée.
Filetage de précision — Critique pour la qualité
Usinage des filetages mâle et femelle permettant au pommeau et au corps de se visser l’un dans l’autre.
Indicateur haut de gamme : filetages lisses qui s’enfoncent silencieusement, sans bruit de friction « granuleuse ».
Grenage — Prise tactile
Appui d’un rouleau gravé sur le métal en rotation afin de créer une surface texturée améliorant la prise en main.
Types : grenage losangique (adhérence renforcée), grenage droit (aspect classique).
Fonction : empêche le sabre de vous échapper des mains pendant un duel.
Rainurage du dissipateur thermique
Découpe d'anneaux profonds et parallèles (généralement près de l'émetteur).
Fonction : augmente la surface dissipatrice afin d’évacuer la chaleur des LED haute puissance, tout en rendant hommage à l’esthétique classique du « cou fin » de Luke Skywalker.
Polissage
Logique des coûts : entièrement dépendante de la valeur cible de Ra (rugosité moyenne).
Haute brillance = coût élevé : l’obtention d’une finition miroir nécessite un polissage en plusieurs étapes. Tout défaut étant visible, le taux de rejet est élevé.
usinage diamanté / Chanfreinage à fort contraste
Procédure : après anodisation (noir) du manche, celui-ci est remis sur le tour, où un outil diamanté usine précisément le bord des anneaux.
Effet : cela révèle l’aluminium argenté, brillant et brut, sous la couche noire, créant un contraste saisissant de « cercles argentés ».

1.2.Fraisage CNC — les « caractéristiques et détails »
Le manche est fixé en place, et une fraise/foreuse tournant à grande vitesse se déplace autour de lui pour sculpter des formes.
Ce qu'il crée
Perçage et alésage
Trou pour l'interrupteur : création du trou précis de 12 mm ou 16 mm destiné au bouton d'activation. Il doit être parfaitement circulaire.
Prise de charge : usinage de la fente ovale destinée au port USB de type C.
Trous pour vis de blocage : petits trous destinés aux vis qui maintiennent la lame en place.
Tissu pour poches
Création d'une zone plane creusée (poche) afin que le bouton ou le boîtier de commande soit à niveau avec la surface de la poignée, plutôt que saillant.
Avantage : rend le sabre plus confortable à tenir (aucun bouton ne vient comprimer votre main).
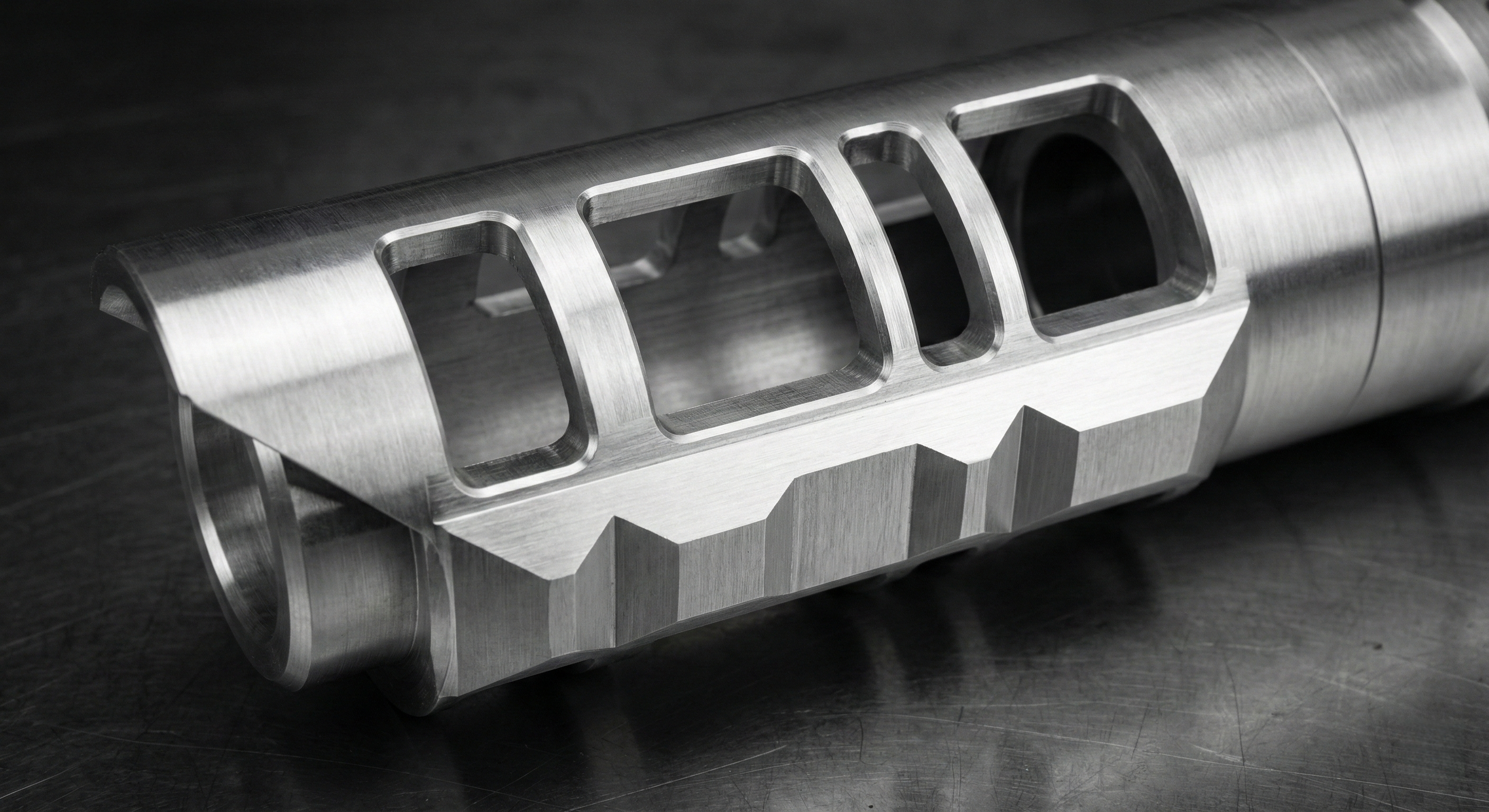
Fenêtrage / Découpe ajourée
Découpe de fentes dans la section émetteur.
Fonction : permet à la lumière de la lame de traverser le côté du métal (« effet de transparence lumineuse »). Indispensable pour des designs tels que ceux des styles Starkiller ou Kylo Ren.
Mise en forme géométrique
Amincissement des côtés d’un tube rond afin de le transformer en tube carré, hexagonal ou octogonal.
Esthétique : Transforme un simple tube en une arme géométrique complexe, d’inspiration science-fiction.
Gravure
Utilisation d’une petite fraise pour graver profondément des logos, des symboles d’affiliation (emblèmes Jedi/Sith) ou des motifs de circuits imprimés (style « cœur mis à nu ») directement dans le métal.
Différence par rapport au marquage laser : La gravure fraisée présente une profondeur (sensation 3D), tandis que le laser ne fait qu’imprimer à la surface.
2.Moulage et fonderie : Le pilier de la production de masse
Lorsque la conception est trop complexe pour l’usinage CNC ou que la quantité est très importante (1 000 unités ou plus), peut passez de l’usinage au moulage. Cette méthode consiste à créer un moule-maître puis à le remplir avec du métal en fusion.

2.1. Moulage sous pression en alliage de zinc
Le « métal lourd » pour les détails complexes.
Le procédé (moulage sous pression - MSP) : Nous fabriquons un moule en acier. Ensuite, nous y injectons, sous haute pression, un alliage de zinc liquide (Zamak). Celui-ci refroidit et se solidifie en quelques secondes.
Pourquoi nous l’utilisons
Formes complexes : Idéal pour les pièces présentant des courbes inhabituelles ou des boîtiers de commande très détaillés, que l’usinage CNC mettrait des heures à usiner.
Poids : Le zinc est dense (6,7 g/cm³). Cela confère aux poignées bon marché une sensation « haut de gamme » et une impression de solidité.
Coût : Une fois le moule amorti, le prix unitaire devient extrêmement bas.
L’inconvénient
risque de « métal de pot » : Le zinc est fragile. Si une pièce mince en zinc tombe sur du béton, elle risque de se casser.
Problèmes de placage : Si la pièce moulée contient des bulles d’air (porosité), le placage électrolytique présentera des « piqûres » (petits points).
2.2. Moulage à la cire perdue en acier
Également appelé « moulage à la cire perdue ».
Correction pour le B2B : Personnes on utilise rarement la « fonderie sous pression » pour l’acier, car celui-ci fond à 1500 °C (trop chaud pour des moules classiques). Préférez plutôt ils la « fonderie de précision ».
Le processus :
Fabriquer un modèle en cire (injection de cire dans un moule).
Recouvrir la cire de sable céramique afin de former une coquille.
Faire fondre la cire (« procédé de la cire perdue »).
Verser de l’acier au carbone ou de l’acier inoxydable en fusion dans la coquille céramique.
Pourquoi nous l’utilisons
Géométries impossibles : pour des pièces telles que des têtes de dragon, des crânes ou des courbes organiques sur un pommeau de poignée. L’usinage CNC ne permet pas de réaliser des « dégagements » ou des formes biologiques ; la fonderie, si.
Résistance du matériau : contrairement au zinc, l’acier moulé est extrêmement résistant et soudable.
Application aux sabres laser :
Crossguards : Comme les évents latéraux dentelés d’un sabre de Kylo Ren.
Squelettes internes du châssis : Pour les conceptions haut de gamme de « châssis maître » fabriqués en métal.
2.3. MIM (moulage par injection de métal)
Le « moulage » haute technologie.
Concept : Mélanger de la poudre métallique avec un liant plastique, injecter le mélange comme du plastique, puis éliminer le plastique par cuisson afin d’obtenir un métal solide.
Utilisation : Pièces en acier minuscules et extrêmement précises, telles que les boutons d’interrupteur, les vis de fixation ou les mécanismes de verrouillage.
3. Sablage / Grenaillage
Procédé : Projection d’un agent abrasif sur l’aluminium afin d’éliminer les marques laissées par l’usinage CNC.
Logique des granulométries
Sable grossier : Solution économique offrant un aspect industriel, qui masque efficacement les rayures.
Perles de verre fines : finition premium. Crée une texture soyeuse et satinée (style Apple). Plus coûteux en raison du temps de traitement plus long et du coût des abrasifs.
4. Brossage
Fonction : création de lignes de grain directionnelles.
Avantage : excellent pour masquer les rayures dues à l’usage futur. Contrairement aux surfaces polies, une nouvelle rayure s’intègre naturellement dans la texture brossée.
5.POLISSAGE
Logique des coûts : entièrement dépendante de la valeur cible de Ra (rugosité moyenne).
Haute brillance = coût élevé : l’obtention d’une finition miroir nécessite un polissage en plusieurs étapes. Tout défaut étant visible, le taux de rejet est élevé.
6. Coloration chimique et électrochimique
Modification de la structure moléculaire de la surface. Remarque : des variations dimensionnelles se produisent ici.

6.1. Anodisation
Statut : technique dominante dans l’industrie.
Principe physique : croissance d’une couche d’oxyde à la fois dans et hors de la surface de l’aluminium. Ne s’écaillera pas comme une peinture.
6.2. Galvanoplastie
Application : Utilisé pour les finitions chromées, or véritable ou argent.
Galvanoplastie de l’aluminium : la finition « qualité bijouterie »
La galvanoplastie recouvre l’aluminium d’une couche d’un autre métal. Contrairement à l’anodisation (qui pénètre le métal), le placage s’applique en surface. Cela ajoute de l’épaisseur et crée un éclat miroir que l’anodisation ne peut pas obtenir.
Avertissement technique : Le placage tolérancé ajoute 20 à 50 microns. Vous DEVEZ concevoir les filetages avec un jeu plus important afin de tenir compte de cette épaisseur, sinon les pièces ne se visseront pas correctement.
Les couches de base
Vous ne les voyez pas, mais elles déterminent le succès.
Placage nickel — le « liant »
Aspect visuel : argent chaud. Il présente une nuance légèrement jaunâtre ou dorée par rapport au chrome.
Fonction : Il s’agit de la couche de base pour toutes les autres couleurs de placage.
Finition autonome : Utilisée sur certains sabres de style rétro pour obtenir un aspect métallique « usé ». Elle n’est pas aussi dure que le chrome, mais offre une excellente résistance à la corrosion.
Zincage —— NON adapté aux carrosseries en aluminium
Les gens ne zincent généralement PAS les poignées en aluminium. Le zincage a un aspect peu attrayant (teinte bleu-gris ou iridescente) et vise à empêcher la rouille du fer. Comme l’aluminium ne rouille pas, le zincage est inutile et donne une impression de basse qualité.
Utilisation : uniquement pour les vis en acier ou les ressorts en acier destinés à un montage interne.
La famille du chrome
Le roi de la durabilité.
Chrome brillant — L'« effet miroir »
Aspect visuel : teinte bleu-blanc fraîche. Très réfléchissant, comme un miroir.
Propriétés physiques : extrêmement dur (dureté Vickers > 800). Résistant aux rayures causées par des bagues ou des gants.
Application : aspect classique « science-fiction » impeccable (par exemple, armure dans le style de la Capitaine Phasma).
Chrome noir — La finition « Sith »
Aspect visuel : Un gris fumé profond et brillant allant jusqu’au noir. Il évoque la « noirceur liquide ».
Différence par rapport à la peinture noire : La peinture paraît mate ; le chrome noir, quant à lui, présente un aspect métallique et translucide, préservant la sensation du métal.
Chrome nacré / Chrome satiné
Aspect visuel : Argent mat. Non réfléchissant, semblable aux équipements haut de gamme de salle de bain ou aux surfaces des ordinateurs portables Apple MacBook (mais avec placage).
Toucher : Très lisse, mais non collant. Idéal pour une bonne prise en main.
La famille or
Luxe et statut.
Placage or véritable — 18 carats / 24 carats
Aspect visuel : Jaune riche et profond. Un luxe incontestable.
Coût : Extrêmement élevé.
Durabilité : L'or est mou. Il s'use rapidement avec une manipulation intensive (duels).
Placage or imitation / laiton
Aspect visuel : Or jaune, mais légèrement plus clair ou « plus laiton » que l'or véritable.
Coût : Faible.
Inconvénients : Il ternira (s'oxydera) avec le temps, devenant terne ou vert si aucune couche de protection transparente n'est appliquée.
Or rose
Composition : Placage en alliage or + cuivre.
Aspect visuel : Or rosé. Très tendance et élégant.
Durabilité : Supérieure à celle de l'or 24 carats grâce à sa teneur en cuivre, mais reste toutefois sujette à la décoloration au fil des années.
Placage spécial et exotique
Placage ruthénium
Aspect visuel : Noir jais / Gris foncé. Similaire au chrome noir, mais plus dur et plus résistant à la corrosion. Utilisé dans les bijoux haut de gamme.
Coût : Très élevé.
Étain-Cobalt
Aspect visuel : Très semblable au chrome, mais légèrement plus foncé (gris froid).
Avantage : Excellente « puissance de projection » (il permet un dépôt dans des rainures ou des orifices profonds plus efficace que le chrome). Idéal pour les designs complexes de poignées.
Dépôt électrolytique vs. PVD
(À lire impérativement pour les finitions or et arc-en-ciel)
Problème du dépôt électrolytique or : Il est mou et s’efface avec le temps.
Solution : PVD (dépôt physique en phase vapeur). Pour les finitions or, or rose et arc-en-ciel (néo-chrome), privilégier le PVD plutôt que l’aluminium (après placage nickel).

Nitrure de titane (TiN) : Plus dur que l’acier, aspect or. Ne s’écaille pas.
Arc-en-ciel / Iridescent : Ne peut être réalisé QUE par dépôt physique en phase vapeur (PVD), pas par électrodéposition.
6.3. Gravure acide
Procédé : Utilisation d’un acide pour éliminer du métal, créant des motifs en relief.
Critique sur le plan de l’ingénierie : Accumulation des tolérances. Les procédés chimiques influencent considérablement les cotes. L’électrodéposition ajoute de l’épaisseur, tandis que la gravure élimine du matériau. Les ingénieurs doivent calculer la « marge de tolérance procédurale » sur les dessins CAO. Une absence de compensation entraîne : des pièces qui ne s’assemblent pas correctement, des filetages qui se dégradent ou des composants qui se bloquent (ajustement trop serré).
7. Applications de revêtements
Application d’une couche externe sur le métal.

7.1. Revêtement poudre
Durabilité : Poudre plastique cuite au four. Beaucoup plus résistante que la peinture liquide, et résistante aux écaillages lors d’impacts.
7.2. Peinture et UV
Application : Graphismes complexes (p. ex. lignes cyberpunk).
Fonction : Le vernis transparent UV est obligatoire pour sceller le motif et assurer une texture lisse au toucher.
7.3. Transfert par immersion / Imprégnation hydrographique
Application : Motifs de veinure de bois, de camouflage ou de fibre de carbone sur des surfaces courbes.
Limitation : Le motif est constitué d'une fine couche d'encre ; il nécessite un vernis transparent épais afin d'éviter son usure.
8. Traitement thermique et laser
Usinage soustractif moderne utilisant l'énergie lumineuse.
8.1. Gravure au laser
Surface : Supprime la couche anodisée pour révéler l'aluminium brut (logos blancs / argentés).
8.2. Gravure laser profonde
Texture : Brûle profondément dans le métal afin de créer des textures antidérapantes ou des motifs en relief, sans produits chimiques.
9. Post-traitement / Vieillissement
L’âme de la réplique. Transformer un produit d’usine en arme vétérane.

9.1. Vieillissement physique
Technique : Utilisation de papier abrasif, de pierres de polissage ou de limes pour simuler les dégâts de combat et l’usure des bords.
9.2. Vieillissement chimique
Technique : Utilisation de noir d’aluminium (dioxyde de sélénium) pour oxyder instantanément l’aluminium brut en un résidu gris foncé/noir.
Avertissement concernant les coûts et la sécurité :
Risque pour la santé : Les produits chimiques sont toxiques et cancérigènes. Les opérateurs doivent porter intégralement des ÉPI (Équipements de Protection Individuelle).
Coût élevé : L’application manuelle est lente, et les protocoles de sécurité stricts augmentent considérablement les coûts de main-d’œuvre.