
Processi di lavorazione superficiale dell'impugnatura del lightsaber
Il trattamento superficiale non riguarda soltanto il colore; determina la sensazione tattile, la durabilità e la precisione dell’assemblaggio del manico. Classifichiamo i nostri processi in cinque fasi tecniche.

1. Texture meccanica
Il primo passo dopo la lavorazione CNC. Definire il carattere fisico del metallo.
1.1Tornitura CNC —— Lo "Scheletro e la Pelle"
Il pezzo ruota ad alta velocità (2000+ giri/min) mentre un utensile fisso asporta il materiale.
Ciò che viene creato:
Profiling
La trasformazione della barra grezza e spessa in curve eleganti, strozzature (colli sottili) e forme dell’emettitore. Questo definisce l’ergonomia dell’impugnatura.
Filettatura di precisione —— Fondamentale per la qualità
Realizzazione delle filettature maschio e femmina che consentono al pomolo e al corpo di avvitarsi tra loro.
Indicatore di fascia alta: filettature lisce che si avvitano in silenzio, senza emettere suoni di attrito «granulosi».
Grippatura —— Presa tattile
Pressione di un rullo sagomato sul metallo in rotazione per creare una superficie testurizzata.
Tipi: Grippatura a rombo (presa aggressiva), Grippatura dritta (aspetto classico).
Funzione: impedisce che la spada laser sfugga dalla mano durante il duello.
Scanalature dissipatrici di calore
Taglio di anelli profondi e paralleli (solitamente vicino all’emettitore).
Funzione: aumenta la superficie per dissipare il calore generato da LED ad alta potenza, rendendo al contempo omaggio all’estetica classica del "collo sottile" di Luke Skywalker.
Lucidatura
Logica dei costi: dipende interamente dal valore Ra obiettivo (Rugosità media).
Finitura lucida = costo elevato: ottenere una finitura a specchio richiede una lucidatura multistadio. Ogni difetto risulta visibile, con conseguente alto tasso di scarti.
"Taglio diamantato" / Sbavatura ad alto contrasto
Processo: dopo l’anodizzazione (nera) dell’impugnatura, questa viene rimontata sul tornio; un utensile diamantato incide esattamente sul bordo degli anelli.
Effetto: rivela l’alluminio argentato lucido e grezzo sotto il colore nero, creando un efficace effetto di contrasto "anelli argentei".

1.2.Fresatura CNC — Le "caratteristiche e i dettagli"
L'impugnatura è bloccata in posizione e una fresa/tagliente rotante ad alta velocità si muove attorno ad essa per scolpire le forme.
Ciò che viene creato
Foratura e alesatura
Foro per l'interruttore: creazione del foro preciso da 12 mm o 16 mm per il pulsante di attivazione. Deve essere perfettamente circolare.
Porta di ricarica: fresatura della scanalatura ovale per la porta USB di tipo C.
Fori per viti di fissaggio: fori minuscoli per le viti che tengono ferma la lama.
Tessuto per tasche
Creazione di un'area piana incassata (tasca) affinché il pulsante o la scatola di controllo sia a filo con la superficie dell'impugnatura, anziché sporgere.
Vantaggio: rende il sabro più comodo da impugnare (nessun pulsante preme sulla mano).
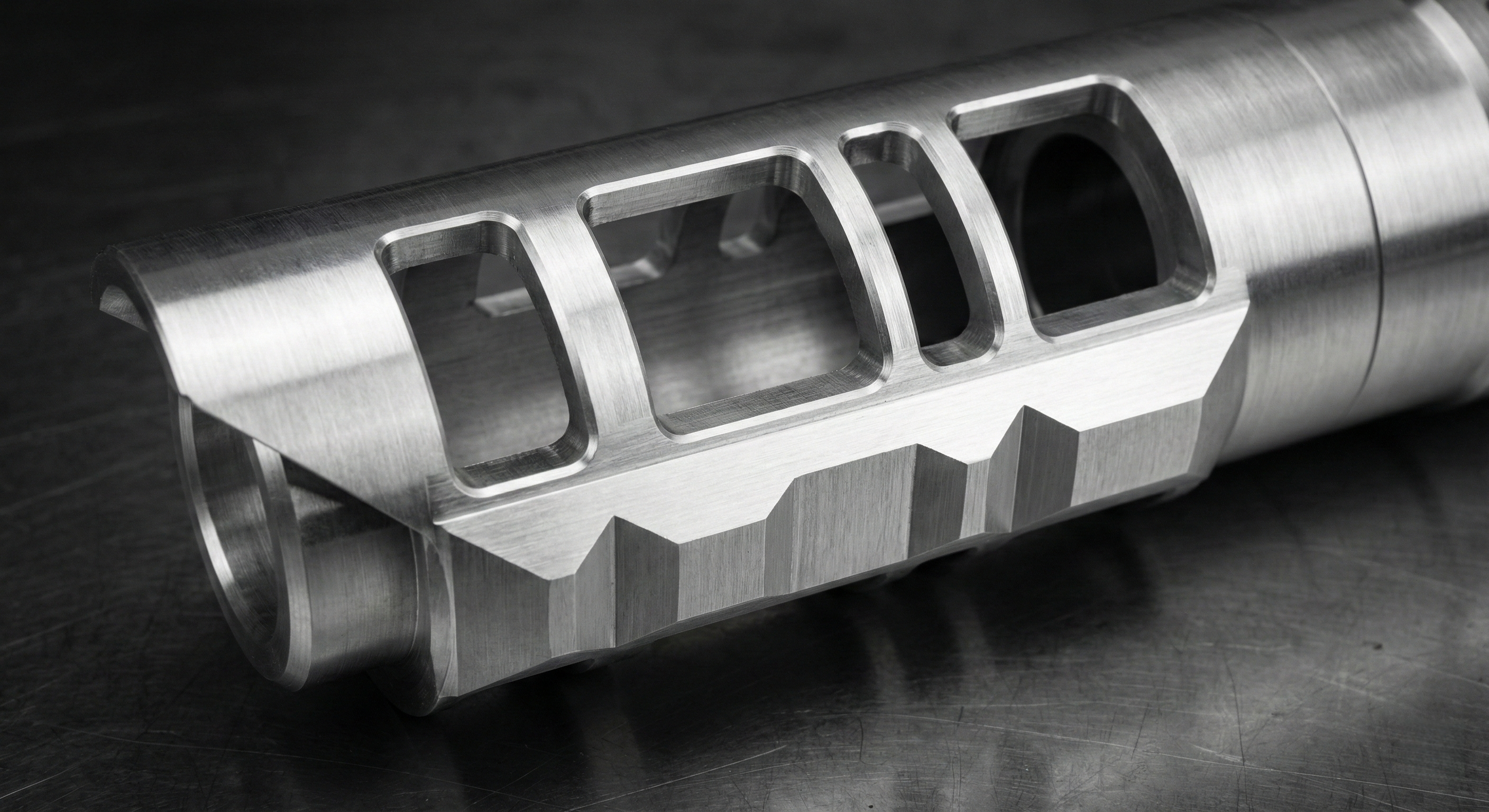
Finestrature / Sfaccettature
Taglio di scanalature nella sezione dell'emettitore.
Funzione: Consente alla luce della lama di passare attraverso il lato del metallo ("effetto traslucido"). Fondamentale per design come quelli di Starkiller o Kylo Ren.
Superfici geometriche
Raschiatura dei lati di un tubo rotondo per renderlo quadrato, esagonale o ottagonale.
Estetica: Trasforma un semplice tubo in un’arma geometrica complessa dallo stile fantascientifico.
Incisione
Utilizzo di una piccola fresa per incidere profondamente loghi, simboli di fazioni (stemmi Jedi/Sith) o motivi ispirati a schede elettroniche (stile "a vista del nucleo") direttamente nel metallo.
Differenza rispetto al laser: L’incisione fresata ha profondità (sensazione tridimensionale), mentre quella al laser è soltanto una bruciatura superficiale.
2.Stampaggio e fusione: Il pilastro della produzione su larga scala
Quando un design è troppo complesso per la lavorazione CNC oppure la quantità richiesta è molto elevata (1000+ unità), può si passa dalla lavorazione meccanica allo stampaggio. Ciò comporta la realizzazione di uno stampo master e il riempimento di quest’ultimo con metallo fuso.

2.1. Fusione in pressione di lega di zinco
Il "metallo pesante" per dettagli complessi.
Il processo (fusione in stampo a pressione elevata - HPDC): Realizziamo uno stampo in acciaio. Successivamente, iniettiamo nella cavità una lega di zinco liquida (Zamak) ad alta pressione. Il materiale si raffredda e solidifica in pochi secondi.
Perché lo utilizziamo
Forme complesse: Ideale per componenti con curvature insolite o involucri di controllo intricati, che con la fresatura CNC richiederebbero ore per essere realizzati.
Peso: Lo zinco è denso (densità 6,7 g/cm³). Conferisce alle impugnature economiche una sensazione di "qualità premium" e di sostanza.
Costo: Una volta ammortizzato lo stampo, il costo unitario è estremamente basso.
Lo svantaggio
rischio di "pot metal": Lo zinco è fragile. Se un componente sottile in zinco viene fatto cadere su una superficie di calcestruzzo, potrebbe spezzarsi.
Problemi di placcatura: Se nella fusione sono presenti bolle d'aria (porosità), la galvanica presenterà "punti di corrosione" (piccoli fori).
2.2. Fusione a cera persa in acciaio
Noto anche come "fusione a cera persa".
Correzione per il B2B: Persone si utilizza raramente la "fusione in stampo" per l'acciaio, poiché l'acciaio fonde a 1500 °C (temperatura troppo elevata per gli stampi normali). Invece, loro si utilizza la "fusione di precisione".
Il processo:
Creare un modello in cera (iniettare la cera in uno stampo).
Rivestire la cera con sabbia ceramica per formare una scocca.
Fondere ed espellere la cera ("cera persa").
Versare l'acciaio al carbonio o l'acciaio inossidabile fuso nella scocca ceramica.
Perché lo utilizziamo
Geometrie impossibili: per componenti come teste di drago, teschi o curve organiche su un pomolo di impugnatura. La fresatura CNC non consente di realizzare "sottofondi" o forme biologiche; la fusione, invece, lo permette.
Resistenza del materiale: a differenza dello zinco, l'acciaio fuso è estremamente resistente e saldabile.
Applicazione nei Lightsaber:
Crossguard: Come le scanalature laterali a zigzag su un lightsaber di Kylo Ren.
Scheletri interni del telaio: Per progetti high-end di "Master Chassis" realizzati in metallo.
2.3. MIM (Molding per Iniezione di Metallo)
La "fusione" ad alta tecnologia.
Concetto: Mescolare polvere metallica con un legante plastico, iniettarla come plastica e successivamente eliminare il legante mediante cottura, lasciando soltanto metallo compatto.
Utilizzo: Piccole parti in acciaio estremamente precise, come pulsanti di commutazione, viti di ritenzione o meccanismi di chiusura.
3. Sabbiatura / Microsabbiatura
Processo: Proiezione di materiale abrasivo sull’alluminio per rimuovere i segni lasciati dalle lavorazioni CNC.
Logica delle classi
Sabbia grossa: Economico, aspetto industriale, nasconde bene i graffi.
Microsfere di vetro fine: Finitura premium. Crea una texture setosa e satinata (stile Apple). Più costoso a causa dei tempi di lavorazione più lunghi e del costo del materiale abrasivo.
4. Spazzolatura
Funzione: Creazione di linee direzionali della grana.
Vantaggio: Eccellente per nascondere i graffi dovuti all’uso futuro. A differenza delle superfici lucidate, un nuovo graffio si fonde con la trama spazzolata.
5.polire
Logica dei costi: dipende interamente dal valore Ra obiettivo (Rugosità media).
Finitura lucida = costo elevato: ottenere una finitura a specchio richiede una lucidatura multistadio. Ogni difetto risulta visibile, con conseguente alto tasso di scarti.
6. Colorazione chimica ed elettrochimica
Modifica della struttura molecolare della superficie. Nota: in questa fase si verificano variazioni dimensionali.

6.1. Anodizzazione
Stato: Tecnologia principale nel settore.
Principio fisico: Crescita di uno strato di ossido sia all’interno che all’esterno della superficie dell’alluminio. Non si scheggia come la vernice.
6.2. Galvanica
Applicazione: utilizzata per finiture cromate, in oro vero o in argento.
Galvanica su alluminio: la finitura «di livello gioielleria»
La galvanica ricopre l'alluminio con uno strato di altro metallo. A differenza dell'anodizzazione (che penetra nel metallo), la galvanica si deposita sulla superficie. Ciò aggiunge spessore e crea una lucentezza speculare che l'anodizzazione non è in grado di ottenere.
Avvertenza ingegneristica: la galvanica per tolleranze aggiunge 20–50 micron. È NECESSARIO progettare le filettature con maggiore gioco per tenere conto di questo incremento, altrimenti i componenti non si avviteranno correttamente.
Gli strati di base
Non li vedi, ma determinano il successo.
Nichelatura —— il «legante»
Aspetto visivo: argento caldo. Presenta una leggera sfumatura giallastra/dorata rispetto al cromo.
Funzione: questo è lo strato di base per tutte le altre finiture galvaniche.
Finitura autonoma: utilizzata su alcune spade di stile vintage per ottenere un aspetto metallico "vissuto". Non è altrettanto dura del cromo, ma offre un'eccellente resistenza alla corrosione.
Zincatura —— NON adatta per corpi in alluminio
In genere le persone NON zincano le impugnature in alluminio. La zincatura ha un aspetto poco gradevole (grigio-bluastro/iridescente) ed è concepita per impedire la ruggine sul ferro. Poiché l'alluminio non arrugginisce, zincarlo è privo di senso e appare economico.
Utilizzo: applicata esclusivamente su viti interne in acciaio o molle in acciaio.
La famiglia del cromo
Il re della durabilità.
Cromo lucido —— Il "mirror"
Aspetto visivo: tonalità fresca blu-bianca. Altamente riflettente, come uno specchio.
Proprietà fisiche: estremamente dura (HV 800+). Resistente ai graffi causati da anelli o guanti.
Applicazione: l'aspetto classico "fantascientifico" impeccabile (ad esempio, l'armatura nello stile di Captain Phasma).
Cromo Nero —— La finitura "Sith"
Aspetto visivo: Grigio Fumé profondo e lucido che sfuma nel nero. Ha l’aspetto di una "Oscurità Liquida."
Differenza rispetto alla vernice nera: la vernice appare piatta; il cromo nero appare metallico e traslucido, preservando la sensazione del metallo.
Cromo Perla / Cromo Satinato
Aspetto visivo: Argento opaco. Non riflettente, simile alle finiture di alto livello per gli accessori da bagno o alle superfici dei MacBook Apple (ma con placcatura).
Tattile: Estremamente liscio, ma non appiccicoso. Ottimo per la presa.
La famiglia dell’Oro
Lusso e prestigio.
Placcatura in Oro Autentico – 18K / 24K
Aspetto visivo: Giallo intenso e profondo. Un lusso inequivocabile.
Costo: Estremamente elevato.
Durata: L'oro è morbido. Si consuma rapidamente con un uso intensivo (ad esempio in duelli).
Rivestimento in oro finto / ottone
Aspetto visivo: Giallo-oro, ma leggermente più chiaro o «più simile all'ottone» rispetto all'oro vero.
Costo: Basso.
Controindicazioni: Con il tempo si ossida (tarnish), diventando opaco o verde se non protetto da una vernice trasparente.
Oro rosa
Composizione: Rivestimento in lega di oro e rame.
Aspetto visivo: Oro rosato. Molto alla moda ed elegante.
Durata: Migliore rispetto all'oro 24 carati grazie al contenuto di rame, ma comunque soggetta a sbiadimento nel corso degli anni.
Rivestimento speciale ed esotico
Placcatura al rutenio
Aspetto visivo: Nero jet / Grigio scuro. Simile al cromo nero, ma più duro e resistente alla corrosione. Utilizzato nei gioielli di alta gamma.
Costo: Molto elevato.
Stagno-Cobalto
Aspetto visivo: Assomiglia molto al cromo, ma è leggermente più scuro (grigio freddo).
Vantaggio: Eccellente "potere di distribuzione" (riesce a placcare in modo uniforme anche scanalature profonde/fori meglio del cromo). Ideale per design complessi delle impugnature.
Placcatura vs. PVD
(Da leggere obbligatoriamente per i colori oro e arcobaleno)
Il problema dell'oro elettrodeposto: È morbido e si sbiadisce.
La soluzione: PVD (Deposizione Fisica da Fase Vapore) per finiture oro, oro rosa e arcobaleno (neo-cromo); si raccomanda il PVD invece dell'alluminio (dopo la placcatura al nichel).

Nitruro di titanio (TiN): più duro dell'acciaio, aspetto dorato. Non si graffia via.
Arcobaleno / Effetto chiazza d'olio: può essere realizzato ESCLUSIVAMENTE tramite PVD, non mediante elettrodeposizione.
6.3. Incisione acida
Processo: utilizzo di acido per rimuovere il metallo, creando motivi in rilievo.
Criticità ingegneristica: accumulo delle tolleranze. I processi chimici influenzano in modo significativo le dimensioni. L'elettrodeposizione aggiunge spessore, mentre l'incisione rimuove materiale. Gli ingegneri devono calcolare la "tolleranza di processo" nei disegni CAD. La mancata compensazione comporta: parti che non si assemblano correttamente, filettature che si danneggiano, o componenti che si inceppano (troppo stretti).
7. Applicazioni di rivestimento
Applicazione di uno strato esterno sul metallo.

7.1. Verniciatura a polvere
Durabilità: polvere plastica cotta in forno. Molto più resistente della vernice liquida, resistente ai distacchi durante l'uso intensivo.
7.2. Verniciatura e raggi UV
Applicazione: Grafica complessa (ad esempio, linee in stile cyberpunk).
Funzione: Il rivestimento trasparente UV è obbligatorio per sigillare il disegno e garantire una sensazione tattile uniforme.
7.3. Trasferimento idrico / Idroimmersione
Applicazione: Venature del legno, mimetismo, motivi in fibra di carbonio su superfici curve.
Limitazione: Il motivo è un sottile film di inchiostro; richiede un rivestimento trasparente spesso per evitare l’usura.
8. Lavorazioni termiche e laser
Moderni processi di lavorazione sottrattiva che utilizzano energia luminosa.
8.1. Incisione laser
Superficie: Rimuove lo strato anodizzato per rivelare l’alluminio grezzo (loghi bianchi/argentei).
8.2. Incisione laser profonda
Texture: Brucia in profondità nel metallo per creare texture aderenti o motivi in rilievo senza l'uso di sostanze chimiche.
9. Post-elaborazione / Invecchiamento
L'anima della replica. Trasformare un prodotto industriale in un'arma veterana.

9.1. Invecchiamento fisico
Tecnica: Utilizzo di carta vetrata, pietre per lucidatura o lime per simulare danni da combattimento e usura dei bordi.
9.2. Invecchiamento chimico
Tecnica: Utilizzo di nero alluminio (diossido di selenio) per ossidare l'alluminio grezzo, trasformandolo istantaneamente in un residuo grigio scuro/nero.
Avvertenze relative a costi e sicurezza:
Rischio per la salute: Le sostanze chimiche sono tossiche e cancerogene. Gli operatori devono indossare integrale dotazione di DPI (Dispositivi di Protezione Individuale).
Costo elevato: L'applicazione manuale è lenta e rigorosi protocolli di sicurezza aumentano significativamente i costi del lavoro.