
ライトセーバーヒルト表面の製造工程
表面処理は単なる色付けにとどまらず、ハルトの触感、耐久性、および組立精度を決定づけます。当社では、この工程を技術的に5つの段階に分類しています。

1. 機械的テクスチャリング
CNC加工後の最初の工程。金属の物理的特性を定義します。
1.1CNC旋盤加工 —— 「骨格と外装」
被削材が高速回転(2000 rpm以上)する中、固定された工具が材料を削り取ります。
この工程で得られるもの:
プロファイリング
太い丸棒素材を、洗練された曲線形状、絞り部(細いネック部)、およびエミッタ形状へと加工します。これにより、ヒルトの人体工学的設計(エルゴノミクス)が決定されます。
高精度ねじ切り —— 品質の鍵となる工程
ペーネルと本体をねじ止めできるよう、雄ねじおよび雌ねじを切削します。
高級品の指標:「ザラザラ」とした摩擦音が一切せず、静かにスムーズにねじ込み可能な高精度ねじ。
ナーリング —— 触感によるグリップ確保
回転中の金属表面にパターン化されたローラーを押し当て、凹凸のあるグリップ面を形成します。
種類:ダイヤモンドナーリング(強力なグリップ性)、ストレートナーリング(クラシックな外観)
機能:デュエル中にサーベルが手から飛び出るのを防ぎます。
ヒートシンク溝加工
エミッター付近などに深く平行なリング状の切り込みを入れる。
機能:高電力LEDから発生する熱を放散するために表面積を増加させるとともに、クラシックなルーク・スカイウォーカーの「スリムネック」デザインをオマージュしています。
磨き
コストロジック:目標となるRa(平均粗さ)に完全に依存します。
高光沢=高コスト:鏡面仕上げには多段階のバフ研磨が必要です。わずかな欠陥も目立つため、不良品率が高くなります。
ダイヤモンドカット/ハイライトチャムファリング
工程:ハルトを陽極酸化処理(ブラック)した後、再び旋盤に装着し、ダイヤモンド工具でリングの端面を切削します。
効果:黒色の上塗り下にある、本来の輝きのある銀色アルミニウムが露出し、「シルバーリング」による鮮やかなコントラスト効果を生み出します。

1.2.CNCフライス加工——「特徴とディテール」
ヒルトは固定されており、高速回転するドリル/カッターがその周囲を移動して形状を彫り出します。
製作されるもの
穴あけ・ボーリング
スイッチ穴:アクティベーションボタン用の正確な12mmまたは16mmの穴を作成します。完全な円形である必要があります。
充電ポート:Type-C USBポート用の楕円形スロットをフライス加工で作成します。
セットネジ穴:ブレードを固定するためのネジ用の微小な穴。
ポケット用生地
ボタンやコントロールボックスがヒルト表面と齐(そろ)って配置されるよう、平らな凹み領域(ポケット)を作成します。これにより、ボタンなどがヒルト表面から突出しなくなります。
メリット:サバーを握った際の快適性が向上します(ボタンが手に食い込むことがなくなります)。
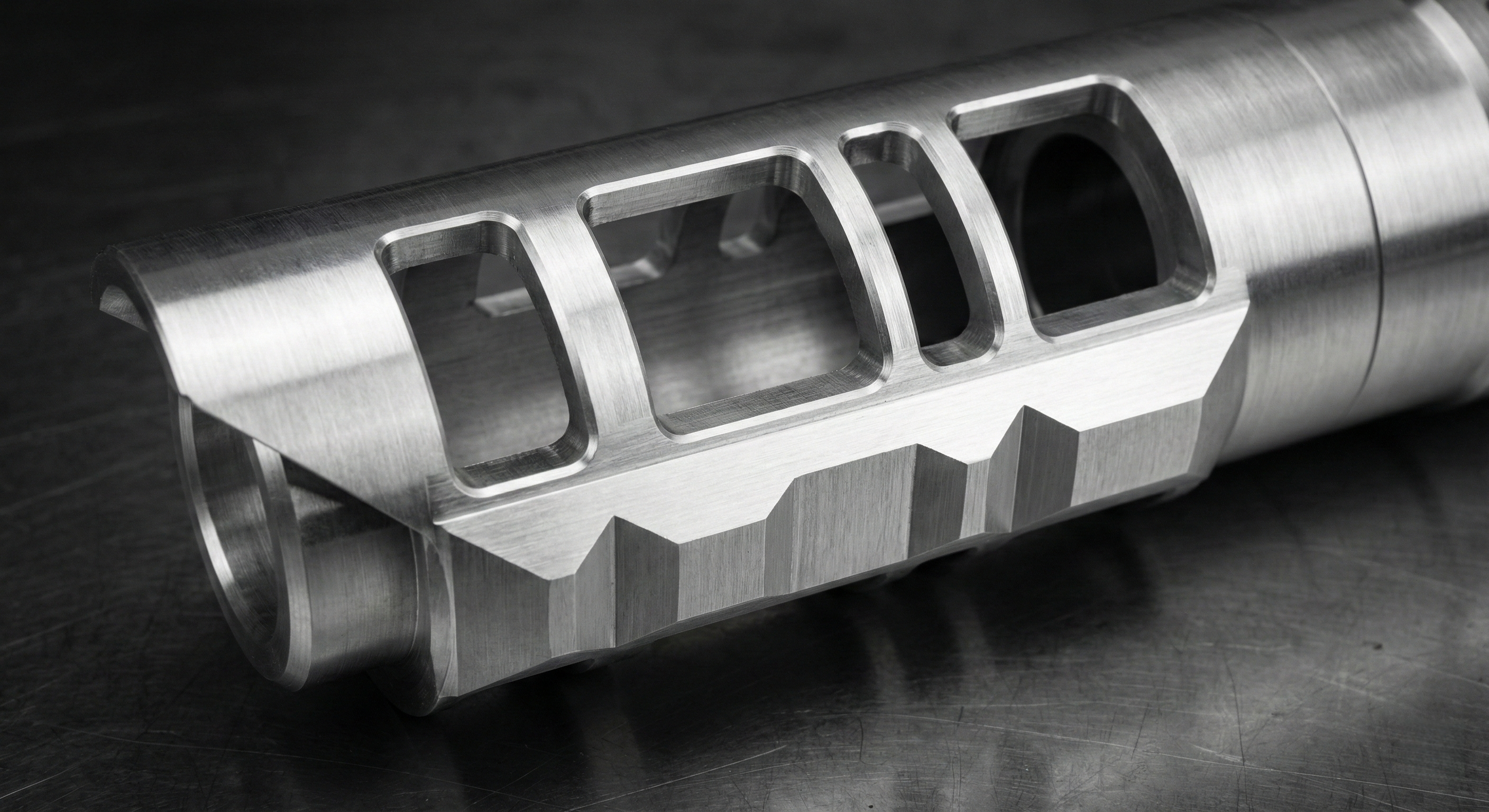
ウィンドウ加工/スケルトン加工
エミッターセクションにスロットを切断します。
機能:ブレードからの光を金属の側面を通して透過させる(「スルーライト効果」)。スターキラーまたはカイロ・レン風デザインに不可欠。
幾何学的サーフェシング
丸管の側面を削り、正方形、六角形、または八角形に成形すること。
美的効果:単純なパイプを、複雑でSF風の幾何学的形状の武器へと変化させる。
彫刻
極小のフライス工具を用いて、金属表面に深くロゴ、陣営シンボル(ジェダイ/シスの紋章)、または回路基板パターン(コア露出スタイル)を直接彫刻する。
レーザー加工との違い:ミリングによる彫刻は奥行き(3D的な質感)を持つのに対し、レーザー加工は表面の焼付けのみである。
2.成形・鋳造:大量生産の核となる技術
設計がCNC加工では複雑すぎる場合、あるいは生産数量が非常に多い場合(1,000個以上)、 可能 切削加工から成形加工へ切り替える。これは、マスターモールドを作成し、そこに溶融金属を流し込む工程を含む。

2.1. ズンク合金ダイキャスト
複雑なディテールに最適な「ヘビーメタル」。
製造工程(高圧ダイキャスト - HPDC):まず鋼製の金型を作成します。その後、溶融亜鉛合金(Zamak)を高圧で金型内に注入します。数秒で冷却・凝固します。
採用理由
複雑な形状:CNC加工では数時間かかるような、不規則な曲線や精巧な制御ボックスを備えた部品に最適です。
重量:亜鉛は重い金属(密度6.7g/cm³)であり、安価なハンドルを「高級感」があり、しっかりとした質感に仕上げます。
コスト:金型費用を一度負担すれば、単体あたりの製造単価は極めて低くなります。
欠点
「ポットメタル」リスク:亜鉛はもろく、コンクリートの床に落下させると、薄肉の亜鉛部品が破断する可能性があります。
めっき不良:鋳造時に気孔(多孔性)が生じると、電気めっき面に「ピット」(小さな凹み)が発生します。
2.2. スチール・インベストメント・キャスティング(失蠟鋳造)
「ロストワックス鋳造」とも呼ばれます。
B2B向けの修正: 人数 鋼は溶融温度が1500°Cと非常に高いため(通常の金型には高温すぎる)、一般的に「ダイカスト」は使用されません。代わりに、 している 「精密鋳造」を使用します。
手順:
ワックスモデルを作成します(ワックスを金型に注入)。
ワックスモデルをセラミックサンドでコーティングしてシェル(殻)を作成します。
ワックスを溶かして取り除きます(「ロストワックス」)。
溶融した炭素鋼またはステンレス鋼をセラミックシェルに注ぎ込みます。
採用理由
不可能な形状:竜の頭部、ドクロ、またはハンドルのペルム(鍔元)に施された有機的な曲線など。CNCでは「アンダーカット」や生物由来の形状を切削することはできませんが、鋳造であれば可能です。
材料強度:亜鉛とは異なり、鋳造鋼は極めて強靭であり、溶接も可能です。
ライトセーバーへの応用:
クロスガード:カイロ・レンのライトセーバーに見られる鋸歯状の側面排気口のような構造。
内部シャーシ骨格:金属製の高級「マスターシャーシ」設計向け。
2.3. MIM(金属射出成形)
ハイテク「鋳造」。
概念:金属粉末とプラスチックバインダーを混合し、プラスチックと同様に射出成形した後、焼成によってプラスチック成分を除去して固体金属を得る。
用途:スイッチボタン、保持用ネジ、ラッチ機構など、極めて微小で高精度な鋼製部品。
3. サンドブラスト/ビードブラスト
工程:アルミニウム表面に媒体を吹き付けて、CNC加工による工具痕を除去する。
グレード論理
粗い砂:コスト効率が良く、工業的な外観を実現し、傷をよく隠します。
微細ガラスビーズ:高級仕上げ。シルキーでサテンのような質感(アップル社風)を創出します。加工時間が長く、媒体コストも高いため、価格は高くなります。
4.ブラッシング
機能:方向性のある木目状の線(グレインライン)を作成すること。
メリット:今後の使用による傷を非常に効果的に隠せます。鏡面仕上げと異なり、新たに生じた傷はブラシド仕上げの質感に自然に溶け込みます。
5. 磨き
コストロジック:目標となるRa(平均粗さ)に完全に依存します。
高光沢=高コスト:鏡面仕上げには多段階のバフ研磨が必要です。わずかな欠陥も目立つため、不良品率が高くなります。
6.化学・電気化学的着色
表面の分子構造を変化させること。注:この工程では寸法変化が生じます。

6.1.アノダイズ処理
現状:業界の主流技術です。
物理的原理:アルミニウム表面の内外に酸化皮膜を成長させます。塗装のように剥がれることはありません。
6.2.電気めっき
用途:クロム、本物の金、または銀仕上げに使用されます。
アルミニウム電気めっき:「ジュエリー級」仕上げ
電気めっきは、アルミニウム表面に他の金属の層を付着させます。陽極酸化(金属内部に浸透する)とは異なり、めっきは表面に付着します。これにより厚みが増し、陽極酸化では得られない鏡面のような光沢が実現します。
技術上の注意:公差めっきは20~50マイクロメートルの厚みを追加します。この厚みを考慮して、ねじ山の設計を緩くする必要があります。さもないと部品がねじ止めできなくなります。
基底層
目には見えませんが、成否を左右します。
ニッケルめっき——「接着層」
外観:温かみのある銀色。クロムと比較するとやや黄味/金色のトーンを帯びています。
機能:すべての他のめっき色の下地層です。
スタンドアローン仕上げ:ヴィンテージ風のサーベルに使用される「使い込まれた」金属質の外観を実現する仕上げです。クロムメッキほど硬くはありませんが、優れた耐腐食性を備えています。
亜鉛めっき——アルミニウム製ボディには適用不可
一般に、アルミニウム製ハルト(柄)には亜鉛めっきを行いません。亜鉛めっきは見た目が悪く(青みがかった灰色/虹色)、主に鉄の錆びを防ぐために用いられます。アルミニウムは錆びないため、これに亜鉛めっきを施すのは無意味であり、安っぽい印象を与えます。
用途:内部用の鋼製ネジや鋼製スプリングのみに使用。
クロム系仕上げ
耐久性の王者。
ブライトクロム——「鏡面仕上げ」
外観:クールな青白色。鏡のように非常に光沢があります。
物理的特性:極めて硬度が高く(維氏硬度HV 800以上)、指輪や手袋による傷にも強い。
適用例:クラシックな「SF風」のピカピカした外観(例:キャプテン・ファズマ風のアーマー)。
ブラッククローム —— 「シス」仕上げ
外観:深みのある光沢のあるスモーキーグレーからブラック。まるで「液体の闇」のよう。
ブラックペイントとの違い:ペイントは平面的に見えるが、ブラッククロームは金属調で半透明であり、金属本来の質感を保つ。
パールクローム/サテンクローム
外観:マットなシルバー。反射がなく、高級バスルームの金具やApple MacBookの表面(ただし電気めっき加工)のような見た目。
触感:非常に滑らかだがベタつかず、グリップ性に優れている。
ゴールドファミリー
ラグジュアリーとステータス。
本物のゴールドめっき — 18K/24K
外観:豊かで深みのあるイエロー。誰もが認めるラグジュアリー。
コスト:非常に高価。
耐久性:金は柔らかく、頻繁に使用(対戦など)すると急速に摩耗します。
模造金/真鍮メッキ
外観:黄色がかった金色ですが、本物の金よりもやや明るく、あるいは「真鍮っぽい」色調です。
コスト:低価格。
欠点:時間の経過とともに変色(酸化)し、クリアコートが施されていない場合、くすんだり緑色になったりします。
ローズゴールド
組成:金+銅合金メッキ。
外観:ピンクがかった金色。非常にトレンド性が高く、エレガントです。
耐久性:純金(24K)よりも銅を含むため優れていますが、長期間使用すると徐々に色あせが生じます。
特殊・エキゾチックなメッキ
ルテニウムメッキ
外観:ジェットブラック/ダークグレー。ブラッククロムに似ていますが、硬度が高く、耐食性も優れています。高級ジュエリーに使用されます。
コスト:非常に高い。
スズ-コバルト
外観:クロムに非常に似ていますが、やや暗め(クールグレー)です。
メリット:優れた「均一被覆性」(深溝/穴へのメッキ浸透性がクロムより優れています)。複雑なヒルト(柄)デザインに最適です。
メッキ vs. PVD
(ゴールド/レインボー色を検討される場合は必ずお読みください)
電気メッキによるゴールドの問題点:柔らかく、色あせしやすい。
解決策:PVD(物理気相蒸着法)。ゴールド、ローズゴールド、およびレインボー(ネオクローム)仕上げには、アルミニウム蒸着(ニッケル下地後)よりもPVDを推奨します。

チタン窒化物(TiN):鋼鉄よりも硬く、金色に見える。剥がれることはない。
レインボー/オイルスリック:PVD(物理気相蒸着)のみで実現可能であり、電気めっきではできない。
6.3. 酸エッチング
工程:酸を用いて金属を溶解除去し、浮彫りのパターンを作成する。
工学上重要なポイント:公差の積み上げ。化学処理は寸法に大きく影響する。電気めっきは厚みを増加させる一方、エッチングは材料を除去する。エンジニアはCAD図面に「工程余裕量」を明記して計算しなければならない。補正を怠ると、部品の組み付け不良、ねじ山の損傷、または部品の固着(過度な締まり)が発生する。
7. コーティング応用
金属表面に外部層を付与すること。

7.1. パウダーコーティング
耐久性:焼付プラスチック粉末。液体塗装よりもはるかに強靭で、戦闘中の剥離(チッピング)にも耐える。
7.2. 塗装およびUV(紫外線)処理
用途:複雑なグラフィック(例:サイバーパンク風のライン)。
機能:UVクリアコートは、デザインを密封し、滑らかな触感を付与するために必須です。
7.3.水転写/ハイドロダイピング
用途:曲面への木目、カモフラージュ、カーボンファイバー模様の転写。
制限事項:パターンは薄いインク膜であり、摩耗を防ぐためには厚めのクリアコートが必要です。
8.熱処理およびレーザー加工
光エネルギーを用いた現代的な減算製造技術。
8.1.レーザー彫刻
表面:陽極酸化皮膜を除去し、素地のアルミニウム(白/銀色のロゴ)を露出させます。
8.2.深彫りレーザー刻印
テクスチャ:化学薬品を用いずに、金属表面に深く焼き付けてグリップ用の凹凸テクスチャやレリーフ模様を形成します。
9. 後処理/エイジング
レプリカの魂:工場製品をベテラン仕様の武器へと昇華させる。

9.1 物理的エイジング
技法:サンドペーパー、タンブリングストーン、ファイルなどを用いて、戦闘によるダメージやエッジの摩耗を再現します。
9.2 化学的エイジング
技法:アルミニウムブラック(セレン二酸化物)を用いて、生地のアルミニウムを瞬時に暗灰色~黒色の酸化被膜に変化させます。
コストおよび安全上の注意事項:
健康への危険性:これらの化学薬品は毒性・発がん性を有しており、作業者は完全な個人防護具(PPE)を着用しなければなりません。
高コスト:手作業による塗布は速度が遅く、厳格な安全対策により人件費が大幅に増加します。