Technischer Analysebericht zu Herstellungsverfahren für hochfeste Darksaber (flache Klinge)
Materialauswahl: Warum Polycarbonat (PC) die einzige Option ist
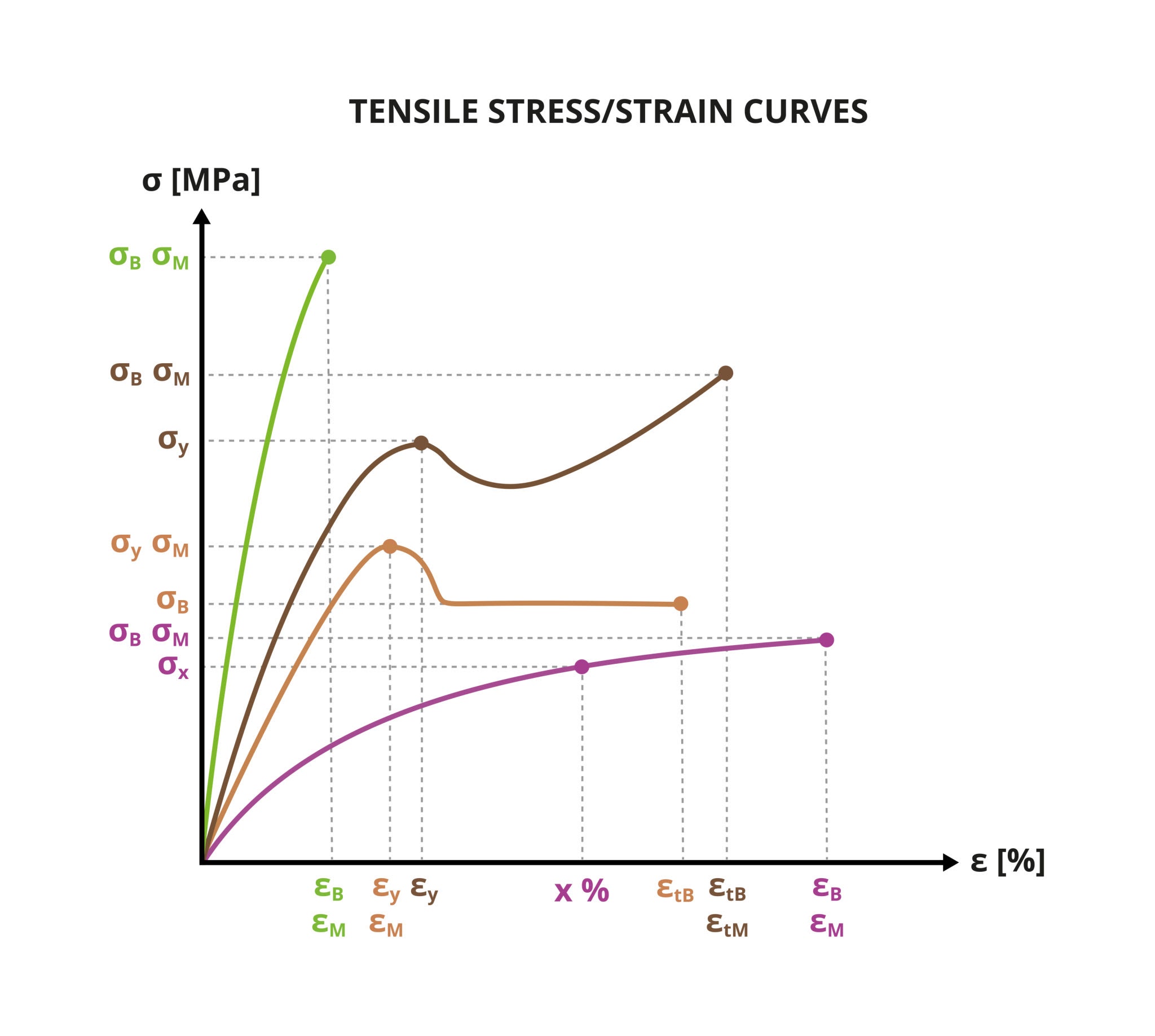
Wir haben drei gängige Materialien anhand ihrer Bruchzähigkeit – und nicht lediglich ihrer Härte – bewertet.
Glas / PMMA:
Extrem spröde. Bei Hochgeschwindigkeitsaufprall können sie keine plastische Verformung zur Energieabsorption durchlaufen und zersplittern katastrophal. Nicht geeignet für Duellkämpfe.
AlON / Transparente Keramik:
Extrem hart (kugelsicherer Grad), weist jedoch bei dünnwandigen Anwendungen (< 3 mm) keine Duktilität auf. Neigt bei Biegemomenten zu sprödem Bruch. Kosten sind prohibitiv hoch.
Polycarbonat – PC:
Die einzige praktikable Option. PC ist ein amorpher technischer Kunststoff mit langen Molekülketten. Bei Aufprall gleiten und dehnen sich diese Ketten (Duktilität), wodurch der Stoß durch Verformung statt durch Zersplittern absorbiert wird.
Physik-Mythen entlarvt: Warum CNC-gefräste PC-Platten schwächer sind als extrudierte Rohre
Viele Hersteller glauben fälschlicherweise, „gleiches Material, gleiche Festigkeit“, was eine gravierende physikalische Fehlvorstellung darstellt.
Mikrorisse und Kerbempfindlichkeit:
PC ist stark kerbempfindlich. Die CNC-Bearbeitung hinterlässt mikroskopisch kleine Risse an den Kanten. Gemäß der Bruchmechanik konzentriert sich die Aufprallspannung an diesen Riss spitzen, wodurch die Festigkeit um über 50 % reduziert wird.
Molekulare Orientierung:
Rohre werden extrudiert, wodurch die molekularen Ketten axial ausgerichtet werden, um maximale Zähigkeit zu erreichen. Platten weisen oft eine ungleichmäßige innere Spannungsverteilung auf, was zu unvorhersehbarem Versagen führt.
Einschränkungen von spritzgegossenen PC-Platten
Selbst wenn wir das Schneiden vermeiden und zwei PC-Hälften spritzgießen, reicht deren Festigkeit immer noch nicht aus, um harten Belastungstests standzuhalten.
Schmelzfließindex – MFI:
Eine grundlegende chemische Tatsache: Für die Extrusion geeignetes PC (für Rohre) verwendet hochviskose, langkettige Polymere (zäh). Für das Spritzgießen geeignetes PC (für Platten) erfordert niedrigviskose, kurzkettige Polymere, damit sie in die Form fließen können. Kürzere Ketten bedeuten geringere Schlagzähigkeit.
Eingefrorene Spannungen:
Beim Spritzgießen entstehen hoher Druck und schnelle Abkühlung, wodurch erhebliche innere Spannungen im Blatt eingeschlossen werden. Externe mechanische Einwirkung löst diese Spannungen aus und führt dazu, dass das Blatt wie gehärtetes Glas zerbricht.
Warum kann ein „hohles“ Blatt nicht direkt spritzgegossen werden?
Warum wird kein komplettes hohles Blatt spritzgegossen? Dies ist durch die physikalischen Gegebenheiten beim Entformen begrenzt.
Problem mit dem Entformungswinkel:
Beim Spritzgießen ist ein 90 cm langer metallischer Kern erforderlich. Um diesen Kern nach dem Formvorgang entnehmen zu können, ist ein „Entformungswinkel“ (Konizität) zwingend erforderlich. Lichtschwertklingen hingegen sind gerade. Ohne Konizität erzeugt der Kern eine immense Reibung und lässt sich nicht entnehmen.
Unzulässigkeit der Gasunterstützung:
Obwohl gasunterstütztes Spritzgießen existiert, ist es bei dünnwandigen Produkten mit einem derart hohen Längen-zu-Durchmesser-Verhältnis nahezu unmöglich, das Gas so zu steuern, dass sich ein gerader, gleichmäßiger Hohlraum bildet.
Marktanalyse: Warum die „geklebte Sandwich-Methode“ stets versagt
99 % aller Darksabers auf dem Markt verwenden die Methode „zwei Polycarbonat-Hälften + Klebstoff“. Unabhängig vom verwendeten Klebstoff kommt es letztlich immer zur Delaminierung.
Scherbelastungsversagen:
Bei Aufprall verbiegt sich die Klinge. Gemäß der Balkentheorie entsteht hierdurch eine enorme horizontale Scherspannung zwischen den beiden Schichten. Diese Kraft versucht, die Schichten gegeneinander zu verschieben und zerstört dadurch die Klebeverbindung augenblicklich.
Schwellenwellenübertragung:
Klebstoff und PC sind unterschiedliche Medien. Stoßwellen werden an der Grenzfläche reflektiert und gebrochen, was zu einer Energiesammlung führt, die die Verbindung zerstört. Eine monolithische Struktur ist immer stabiler als eine geklebte.
Die ultimative Lösung: PC-Profil-Extrusion
Basierend auf allen Randbedingungen kann bestätigt die Profil-Extrusion als einzigen korrekten Weg für Doppelgrad-Darksabers.
Monolithische Struktur:
Die Extrusion erzeugt ein monolithisches Teil. Kein Klebstoff, keine Nähte, kein Risiko einer „Scherentdelaminierung“.
Materialvorteil:
C kann genau den gleichen hochmolekularen Extrusionsgrad-PC verwenden, der auch bei runden Rohren eingesetzt wird, wodurch das „unzerbrechliche“ physikalische Erbe erhalten bleibt.
Extrusionsdüsen in Kombination mit Vakuum-Kalibrierungstischen können kontinuierliche Profile herstellen, die innen hohl (für LEDs) und außen flach sind. Die Fertigung wird durch einfaches Schneiden und das Aufsetzen der Spitzenkappen abgeschlossen.