Relazione di analisi tecnica sui processi produttivi del Darksaber ad alta resistenza (lama piatta)
Selezione del materiale: perché il policarbonato (PC) è l’unica opzione
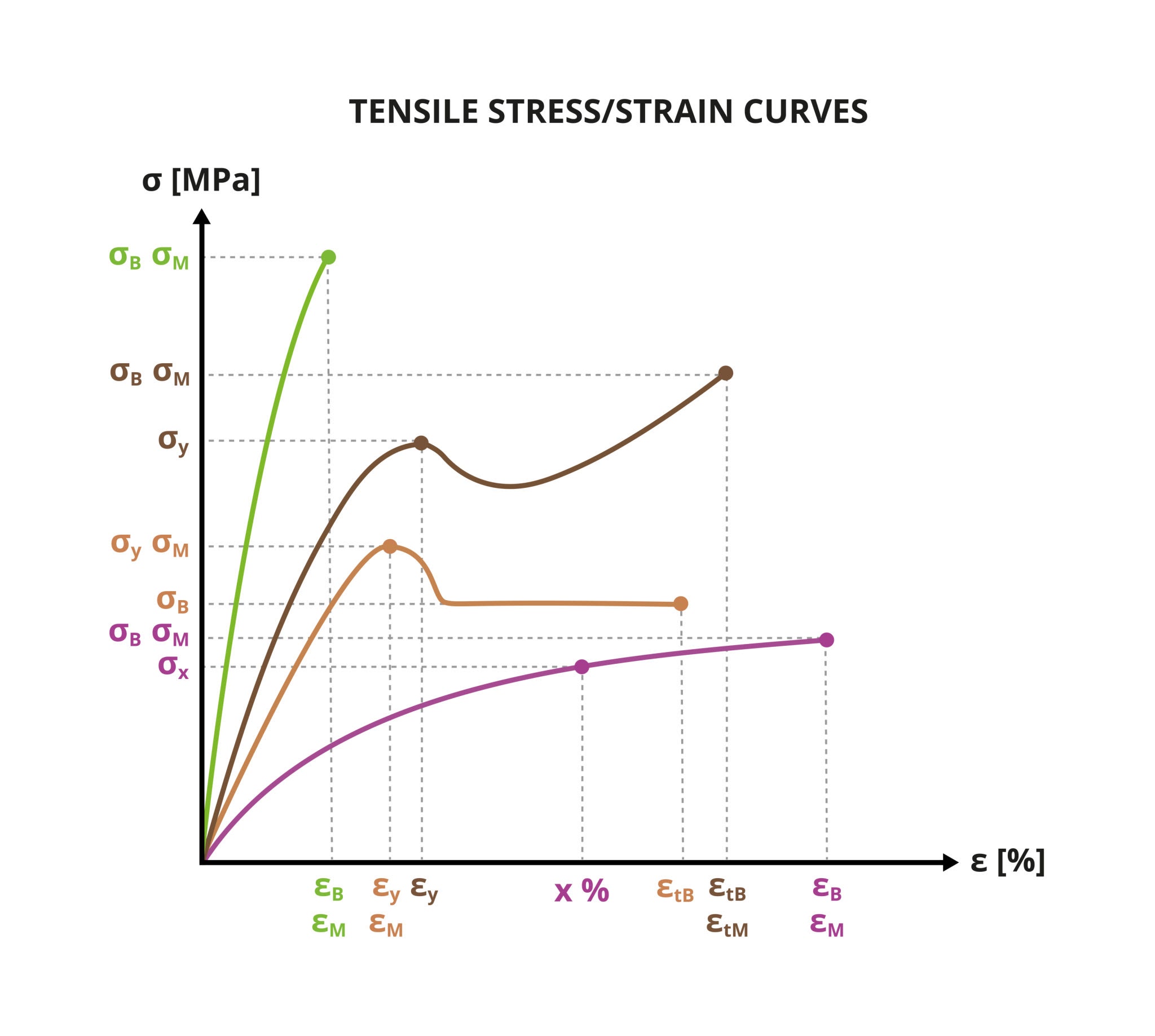
Abbiamo valutato tre materiali diffusi sulla base della tenacità alla frattura, anziché della semplice durezza.
Vetro / PMMA:
Estremamente fragile. In caso di impatto ad alta velocità, non è in grado di subire deformazione plastica per assorbire energia e si frantuma in modo catastrofico. Non adatto al combattimento.
AlON / Ceramica trasparente:
Estremamente duro (livello antiproiettile), ma privo di duttilità nelle applicazioni con pareti sottili (< 3 mm). Soggetto a frattura fragile sotto momenti flettenti. Costo proibitivo.
Policarbonato – PC:
L'unica opzione praticabile. Il policarbonato (PC) è una plastica tecnica amorfa con lunghe catene molecolari. In caso di impatto, queste catene scivolano e si allungano (duttilità), assorbendo lo shock attraverso deformazione anziché frantumazione.
Sfatare miti fisici: perché le lastre in PC fresate a CNC sono più deboli dei tubi estrusi
Molti produttori credono erroneamente che «lo stesso materiale equivalga alla stessa resistenza», il che costituisce un grave fraintendimento fisico.
Microfessurazioni e sensibilità alle intagliature:
Il PC è fortemente sensibile alle intagliature. La fresatura a CNC lascia microfessurazioni sui bordi. Secondo la meccanica della frattura, lo stress da impatto si concentra sulle punte di tali fessure, riducendo la resistenza di oltre il 50%.
Orientamento molecolare:
I tubi vengono estrusi, allineando le catene molecolari in direzione assiale per ottenere la massima tenacità. Le lastre presentano spesso una distribuzione interna delle tensioni non uniforme, causando rotture imprevedibili.
Limiti delle lastre in PC ottenute per stampaggio ad iniezione
Anche evitando la lavorazione meccanica e realizzando due semilastre in PC mediante stampaggio ad iniezione, la loro resistenza non supera comunque i severi test di resistenza meccanica intensiva.
Indice di fluidità della massa fusa – MFI:
Un fatto chimico fondamentale: il policarbonato per estrusione (per tubi) utilizza polimeri ad alta viscosità e a catena lunga (resistenti), mentre il policarbonato per stampaggio ad iniezione (per lastre) richiede polimeri a bassa viscosità e a catena corta per poter fluire nello stampo. Catene più corte comportano una minore resistenza agli urti.
Tensioni residue:
Lo stampaggio ad iniezione prevede l’impiego di elevate pressioni e un rapido raffreddamento, che intrappolano enormi tensioni interne nella lama. Un impatto esterno ne provoca il rilascio, causando la frantumazione della lama come se fosse vetro temprato.
Perché non è possibile stampare direttamente una lama «cava» ad iniezione?
Perché non stampare direttamente ad iniezione una lama cava completa? Ciò è impedito dalle leggi fisiche dello sformo.
Problema dell’angolo di sformo:
Lo stampaggio ad iniezione richiede un’anima metallica lunga 90 cm. Per estrarre tale anima dopo lo stampaggio, è obbligatorio prevedere un «angolo di sformo» (conicità). Tuttavia, le lame per spade laser sono perfettamente dritte. In assenza di conicità, l’anima genera un attrito eccessivo e non può essere estratta.
Impraticabilità dell’assistenza con gas:
Sebbene esista l'iniezione assistita da gas, per prodotti a pareti sottili con un rapporto lunghezza-diametro così elevato è quasi impossibile controllare il gas in modo da formare una cavità rettilinea e uniforme.
Analisi di mercato: perché il metodo del «panino incollato» fallisce sempre
il 99% dei Darksabers presenti sul mercato utilizza il metodo «due semigusci in policarbonato + colla». Indipendentemente dal tipo di colla impiegata, i due strati si separano progressivamente.
Rottura dovuta a sollecitazione di taglio:
All’impatto, la lama si flette. Secondo la teoria della trave, ciò genera una notevole sollecitazione di taglio orizzontale tra i due strati. Questa forza tende a far scorrere gli strati l’uno rispetto all’altro, rompendo istantaneamente il legame adesivo.
Trasmissione dell’onda d’urto:
La colla e il policarbonato sono mezzi diversi. Le onde d’urto vengono riflesse e rifratte all’interfaccia, causando un accumulo di energia che distrugge il legame. Una struttura monolitica è sempre più resistente di una struttura assemblata mediante incollaggio.
La soluzione definitiva: estrusione di profili in policarbonato
Sulla base di tutti i vincoli tecnici, può conferma l’estrusione di profili come unico approccio corretto per i Darksabers di grado agonistico.
Struttura monolitica:
L’estrusione crea un componente monolitico. Niente colla, niente giunture, zero rischio di "delaminazione per taglio."
Vantaggio del materiale:
C si utilizza esattamente lo stesso policarbonato per estrusione ad alto peso molecolare impiegato nei tubi rotondi, mantenendo intatta la "DNA fisica infrangibile".
Le filiere per estrusione, abbinata a tavole di calibrazione a vuoto, possono produrre profili continui cavi internamente (per LED) e piani esternamente. La produzione si conclude con un semplice taglio e la chiusura delle estremità.