Informe de análisis técnico sobre los procesos de fabricación del Darksaber de alta resistencia (hoja plana)
Selección de material: por qué el policarbonato (PC) es la única opción
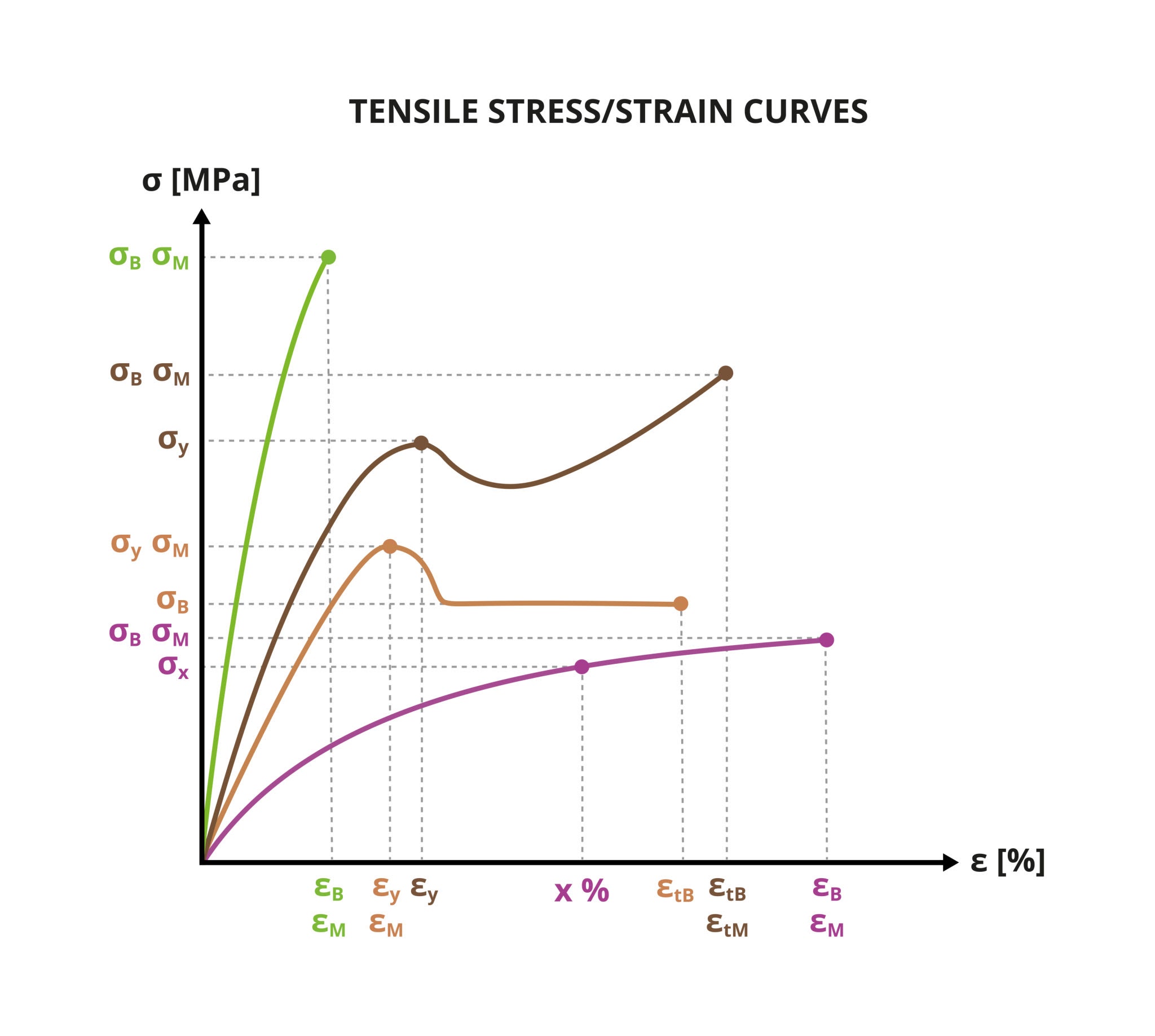
Evaluamos tres materiales convencionales basándonos en la tenacidad a la fractura, y no simplemente en la dureza.
Vidrio / PMMA:
Extremadamente frágil. Bajo impacto a alta velocidad, no puede experimentar deformación plástica para absorber energía y se rompe catastróficamente. Inadecuado para combates.
AlON / Cerámica transparente:
Extremadamente duro (grado antibalas), pero carece de ductilidad en aplicaciones de paredes delgadas (< 3 mm). Propenso a fractura frágil bajo momentos de flexión. Su costo es prohibitivamente elevado.
Policarbonato — PC:
La única opción viable. El PC es un plástico técnico amorfo con cadenas moleculares largas. Al sufrir un impacto, estas cadenas se deslizan y se estiran (ductilidad), absorbiendo la energía del choque mediante deformación en lugar de romperse.
Desmitificación física: por qué las placas de PC mecanizadas mediante CNC son más débiles que los tubos extruidos
Muchos fabricantes creen erróneamente que «el mismo material implica la misma resistencia», lo cual constituye una grave equivocación física.
Microgrietas y sensibilidad a entalladuras:
El PC presenta una alta sensibilidad a entalladuras. El mecanizado CNC deja microgrietas en los bordes. Según la mecánica de fractura, las tensiones por impacto se concentran en las puntas de dichas grietas, reduciendo la resistencia en más del 50 %.
Orientación molecular:
Los tubos se fabrican mediante extrusión, alineando las cadenas moleculares axialmente para lograr una tenacidad máxima. Las placas suelen presentar una distribución interna de tensiones irregular, lo que provoca fallos impredecibles.
Limitaciones de las placas de PC fabricadas por inyección
Incluso si evitamos el corte y fabricamos mediante inyección dos semiplacas de PC, su resistencia sigue siendo insuficiente para soportar ensayos exigentes de combate.
Índice de fluidez del fundido (MFI):
Un hecho químico fundamental: el policarbonato de grado para extrusión (para tubos) utiliza polímeros de alta viscosidad y cadenas largas (resistente), mientras que el policarbonato de grado para inyección (para placas) requiere polímeros de baja viscosidad y cadenas cortas para fluir adecuadamente dentro del molde. Cadenas más cortas implican menor resistencia al impacto.
Tensión residual:
El moldeo por inyección implica alta presión y enfriamiento rápido, lo que atrapa enormes tensiones internas dentro de la hoja. Un impacto externo desencadena la liberación de dicha tensión, provocando que la hoja se fracture como vidrio templado.
¿Por qué no podemos moldear directamente una hoja «hueca» por inyección?
¿Por qué no moldear por inyección una hoja hueca completa? Esto está limitado por la física del desmoldeo.
Problema del ángulo de desmoldeo:
El moldeo por inyección requiere un núcleo metálico de 90 cm. Para extraer este núcleo tras el moldeo, es obligatorio aplicar un «ángulo de desmoldeo» (bisel). Sin embargo, las hojas de sable láser son rectas. Sin dicho bisel, el núcleo genera una fricción excesiva y no puede extraerse.
Imposibilidad del refuerzo con gas:
Aunque existe la inyección asistida por gas, para productos de paredes delgadas con una relación longitud-diámetro tan alta, es casi imposible controlar el gas para formar una cavidad recta y uniforme.
Análisis de mercado: ¿Por qué el método del «sándwich pegado» siempre fracasa?
el 99 % de los sables oscuros disponibles en el mercado utilizan el método de «dos mitades de policarbonato + pegamento». Independientemente del tipo de pegamento empleado, eventualmente se deslaminan.
Falla por esfuerzo cortante:
Al impactar, la hoja se flexiona. Según la teoría de vigas, esto genera un esfuerzo cortante horizontal masivo entre las dos capas. Esta fuerza intenta deslizar una capa sobre la otra, rompiendo instantáneamente la unión adhesiva.
Transmisión de ondas de choque:
El pegamento y el policarbonato son medios distintos. Las ondas de choque se reflejan y refractan en la interfaz, provocando una acumulación de energía que destruye la unión. Una estructura monolítica es siempre más resistente que una unión adhesiva.
La solución definitiva: extrusión de perfiles de policarbonato
Basado en todas las restricciones, puede confirma que la extrusión de perfiles es el único camino correcto para sables oscuros de grado de combate.
Estructura monolítica:
La extrusión crea una pieza monolítica. Sin pegamento, sin juntas, cero riesgo de "deslaminación por cizallamiento".
Ventaja del material:
C y utilizar la misma resina de policarbonato para extrusión de alto peso molecular empleada en tubos redondos, conservando el "ADN físico irrompible".
Los dados de extrusión, combinados con mesas de calibración al vacío, pueden producir perfiles continuos huecos en su interior (para LEDs) y planos en su exterior. La fabricación se completa mediante un simple corte y el encapsulado de los extremos.