Technical Analysis Report on High-Strength Darksaber (Flat Blade) Manufacturing Processes
Material Selection: Why Polycarbonate (PC) is the Only Option
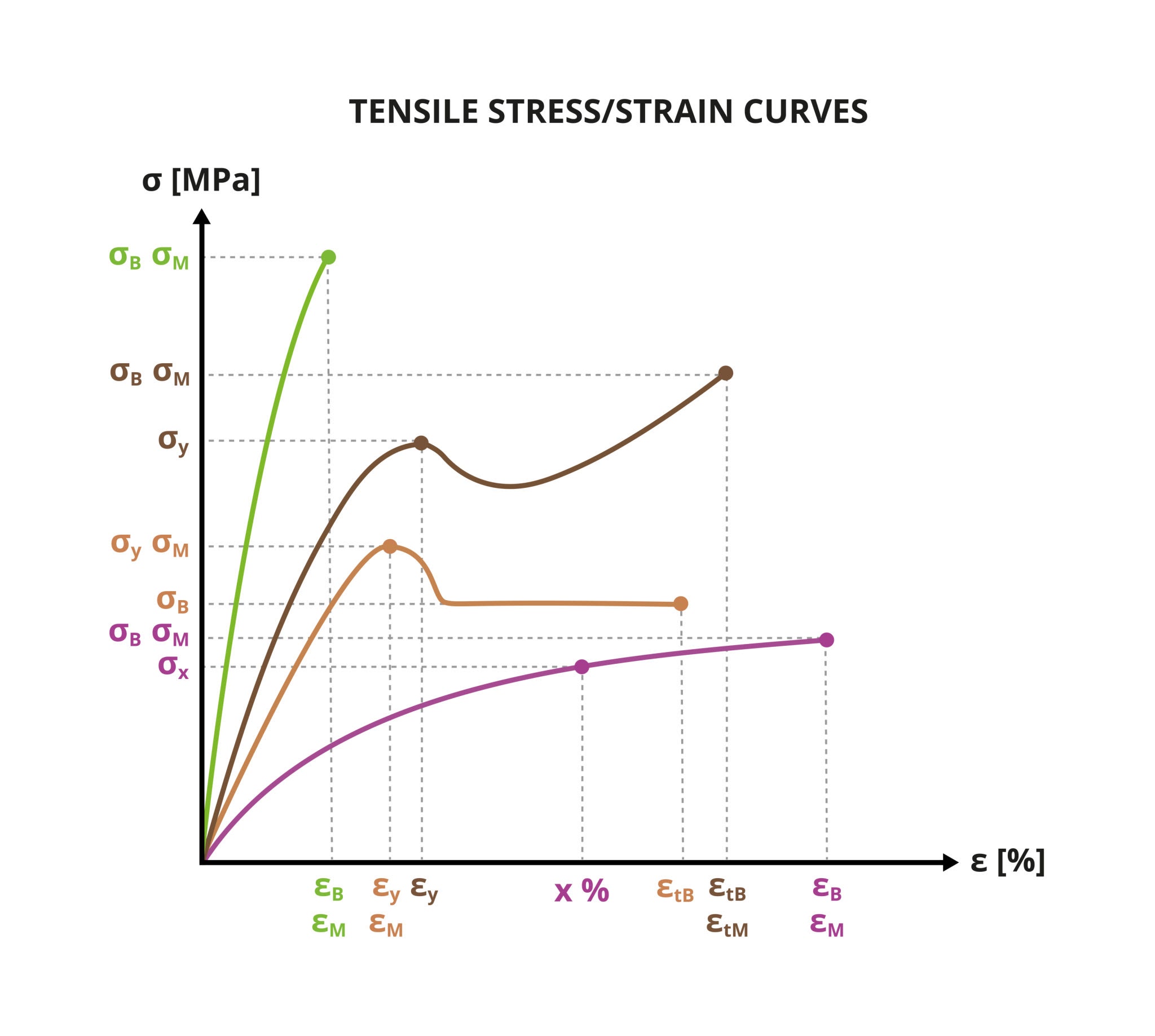
We evaluated three mainstream materials based on Fracture Toughness rather than simple hardness.
Glass / PMMA:
Extremely brittle. Under high-speed impact, they cannot undergo plastic deformation to absorb energy and will shatter catastrophically. Unsuitable for dueling.
AlON / Transparent Ceramic:
Extremely hard (bulletproof grade), but lacks ductility in thin-walled applications (<3mm). Prone to brittle fracture under bending moments. Prohibitively expensive.
Polycarbonate - PC:
The only viable option. PC is an amorphous engineering plastic with long molecular chains. Upon impact, these chains slip and stretch (ductility), absorbing the shock through deformation rather than shattering.
Physics Myth-Busting: Why CNC Machined PC Plates are Weaker than Extruded Tubes
Many manufacturers mistakenly believe "same material, same strength," which is a severe physical misconception.
Micro-cracks & Notch Sensitivity:
PC is highly notch-sensitive. CNC machining leaves microscopic cracks on the edges. According to fracture mechanics, impact stress concentrates at these crack tips, reducing strength by over 50%.
Molecular Orientation:
Tubes are extruded, aligning molecular chains axially for maximum toughness. Plates often have uneven internal stress distribution, leading to unpredictable failure.
Limitations of Injection Molded PC Plates
Even if we avoid cutting and injection mold two PC halves, their strength still fails heavy dueling tests.
Melt Flow Index - MFI:
A core chemical fact: Extrusion-grade PC (for tubes) uses high-viscosity, long-chain polymers (tough). Injection-grade PC (for plates) requires low-viscosity, short-chain polymers to flow into the mold. Shorter chains mean lower impact resistance.
Frozen-in Stress:
Injection molding involves high pressure and fast cooling, locking massive internal stresses inside the blade. External impact triggers stress release, causing the blade to shatter like tempered glass.
Why Can't We Directly Injection Mold a "Hollow" Blade?
Why not injection mold a complete hollow blade? This is constrained by demolding physics.
Draft Angle Issue:
Injection molding requires a 90cm metal core. To extract this core after molding, a "draft angle" (taper) is mandatory. However, lightsaber blades are straight. Without a taper, the core creates immense friction and cannot be extracted.
Gas Assist Unfeasibility:
While Gas-Assisted Injection exists, for thin-walled products with such a high length-to-diameter ratio, it is nearly impossible to control the gas to form a straight, uniform cavity.
Market Analysis: Why the "Glued Sandwich" Method Always Fails
99% of Darksabers on the market use the "Two PC Halves + Glue" method. Regardless of the glue used, they eventually delaminate.
Shear Stress Failure:
Upon impact, the blade bends. According to Beam Theory, this generates massive horizontal shear stress between the two layers. This force tries to slide the layers past each other, instantly tearing the adhesive bond.
Shockwave Transmission:
Glue and PC are different media. Shockwaves reflect and refract at the interface, causing energy accumulation that shatters the bond. A monolithic structure is always stronger than a bonded one.
The Ultimate Solution: PC Profile Extrusion
Based on all constraints, can confirms Profile Extrusion as the only correct path for duel-grade Darksabers.
Monolithic Structure:
Extrusion creates a monolithic part. No glue, no seams, zero risk of "shear delamination."
Material Advantage:
Can use the exact same High-Molecular-Weight Extrusion Grade PC used in round tubes, retaining the "unbreakable" physical DNA.
Extrusion dies, paired with vacuum calibration tables, can produce continuous profiles that are hollow inside (for LEDs) and flat outside. Manufacturing is completed by simple cutting and tip capping.