รายงานการวิเคราะห์เชิงเทคนิคเกี่ยวกับกระบวนการผลิตดาร์คเซเบอร์ที่มีความแข็งแรงสูง (ใบมีดแบบแบน)
การเลือกวัสดุ: เหตุใดโพลีคาร์บอเนต (PC) จึงเป็นตัวเลือกเพียงตัวเดียว
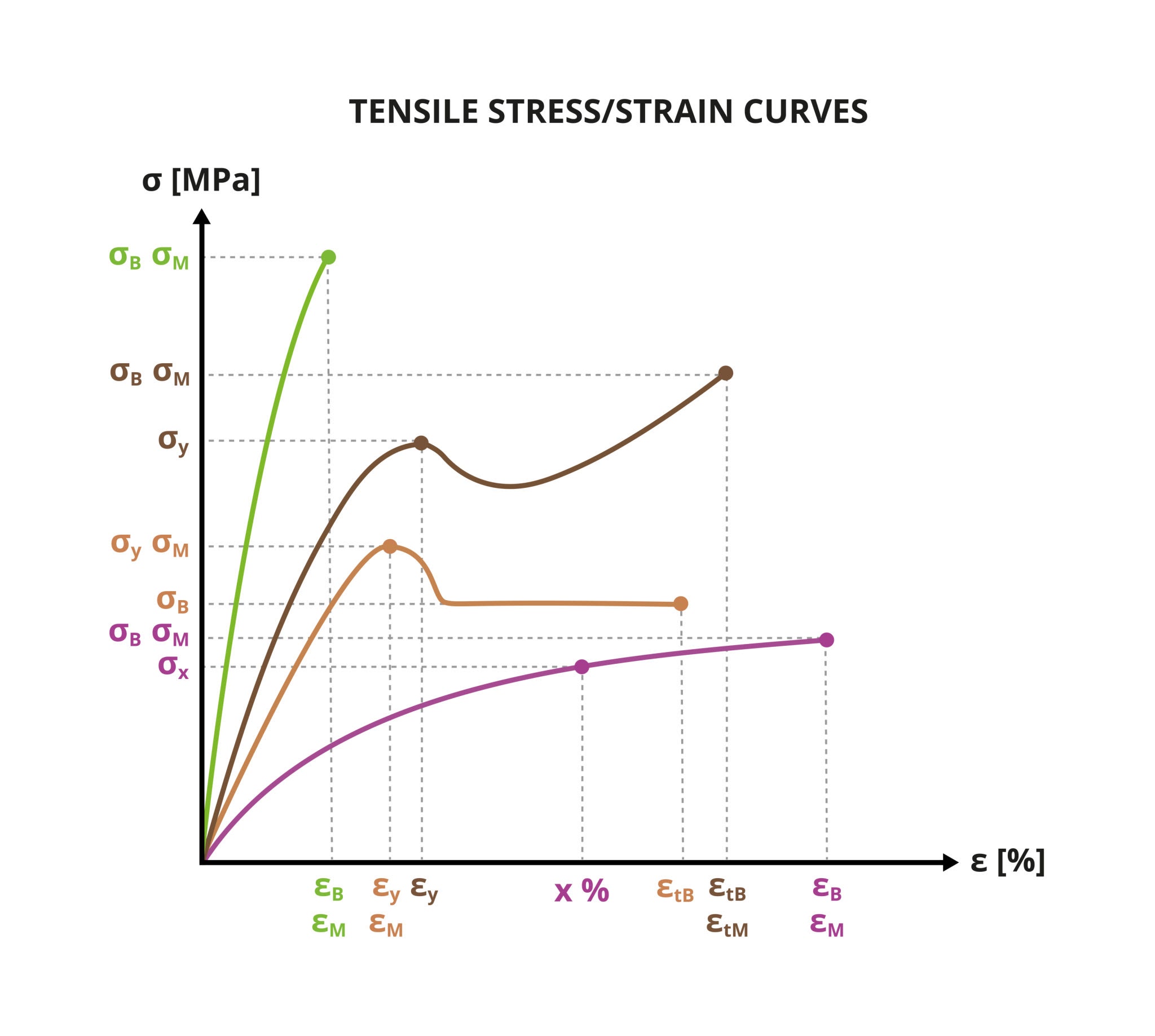
เราประเมินวัสดุหลักสามชนิดโดยใช้เกณฑ์ความเหนียวต่อการแตกร้าว (Fracture Toughness) แทนที่จะใช้เพียงความแข็ง (hardness) แบบง่ายๆ
แก้ว / PMMA:
เปราะมากอย่างยิ่ง ภายใต้แรงกระแทกด้วยความเร็วสูง วัสดุเหล่านี้ไม่สามารถเกิดการเปลี่ยนรูปแบบพลาสติกเพื่อดูดซับพลังงานได้ และจะแตกหักอย่างรุนแรง จึงไม่เหมาะสำหรับการต่อสู้แบบจำลอง
AlON / เซรามิกใส:
มีความแข็งมากอย่างยิ่ง (ระดับกันกระสุน) แต่ขาดความเหนียวในแอปพลิเคชันที่มีผนังบาง (<3 มม.) มีแนวโน้มที่จะแตกร้าวแบบเปราะภายใต้โมเมนต์ดัด และมีราคาแพงเกินไป
โพลีคาร์บอเนต – PC:
ตัวเลือกที่ใช้งานได้เพียงหนึ่งเดียว โพลีคาร์บอเนต (PC) เป็นพลาสติกวิศวกรรมแบบไม่มีผลึกที่มีสายโมเลกุลยาว เมื่อเกิดการกระแทก สายโมเลกุลเหล่านี้จะเลื่อนและยืดออก (ความเหนียว) ซึ่งดูดซับแรงกระแทกผ่านการเปลี่ยนรูปแทนที่จะแตกหัก
การทลายความเชื่อผิดทางฟิสิกส์: เหตุใดแผ่น PC ที่ผลิตด้วยเครื่อง CNC จึงมีความแข็งแรงน้อยกว่าท่อที่ผ่านกระบวนการอัดขึ้นรูป
ผู้ผลิตจำนวนมากเข้าใจผิดว่า "วัสดุชนิดเดียวกัน ความแข็งแรงก็เท่ากัน" ซึ่งเป็นความเข้าใจผิดทางฟิสิกส์อย่างรุนแรง
รอยแตกร้าวจุลภาคและภาวะไวต่อรอยเว้า:
PC มีความไวต่อรอยเว้าสูงมาก การกลึงด้วยเครื่อง CNC จะทิ้งรอยแตกร้าวจุลภาคไว้ที่ขอบชิ้นงาน ตามหลักกลศาสตร์การแตกหัก แรงกระแทกจะรวมตัวอยู่ที่ปลายรอยแตกร้าวเหล่านี้ ส่งผลให้ความแข็งแรงลดลงมากกว่า 50%
การเรียงตัวของโมเลกุล:
ท่อถูกผลิตด้วยกระบวนการอัดขึ้นรูป ซึ่งทำให้สายโมเลกุลเรียงตัวตามแนวแกน (axial alignment) เพื่อให้มีความทนทานสูงสุด ขณะที่แผ่นมักมีการกระจายแรงภายในที่ไม่สม่ำเสมอ จึงนำไปสู่การล้มเหลวที่คาดการณ์ไม่ได้
ข้อจำกัดของแผ่น PC ที่ผลิตด้วยการฉีดขึ้นรูป
แม้เราจะหลีกเลี่ยงการตัดและขึ้นรูปแผ่น PC สองชิ้นแยกกันด้วยกระบวนการฉีดขึ้นรูป ความแข็งแรงของชิ้นงานก็ยังไม่สามารถผ่านการทดสอบการต่อสู้หนักได้
ดัชนีการไหลของสารหลอมละลาย (Melt Flow Index - MFI):
ข้อเท็จจริงทางเคมีพื้นฐาน: โพลีคาร์บอเนตเกรดอัดรีด (สำหรับผลิตท่อมีความหนืดสูงและมีสายโซ่ยาว (ทนทาน) ขณะที่โพลีคาร์บอเนตเกรดฉีดขึ้นรูป (สำหรับผลิตแผ่น) ต้องใช้โพลีเมอร์ที่มีความหนืดต่ำและสายโซ่สั้น เพื่อให้ไหลเข้าสู่แม่พิมพ์ได้อย่างเหมาะสม สายโซ่ที่สั้นลงหมายถึงความต้านทานแรงกระแทกต่ำลง
ความเครียดที่ถูกตรึงไว้ (Frozen-in Stress):
การขึ้นรูปด้วยการฉีดขึ้นรูปเกี่ยวข้องกับแรงดันสูงและการระบายความร้อนอย่างรวดเร็ว ซึ่งทำให้เกิดความเครียดภายในจำนวนมากถูกตรึงไว้ภายในใบมีด แรงกระแทกภายนอกจะกระตุ้นให้ความเครียดนั้นปลดปล่อยออกมา ส่งผลให้ใบมีดแตกร้าวหรือแตกหักเหมือนกระจกเทมเปอร์
เหตุใดเราจึงไม่สามารถขึ้นรูปใบมีดแบบกลวงโดยตรงด้วยกระบวนการฉีดขึ้นรูปได้?
ทำไมจึงไม่สามารถฉีดขึ้นรูปใบมีดกลวงแบบสมบูรณ์ได้? เรื่องนี้ถูกจำกัดโดยหลักฟิสิกส์ของการถอดชิ้นงานออกจากแม่พิมพ์
ปัญหามุมเอียง (Draft Angle Issue):
การฉีดขึ้นรูปจำเป็นต้องใช้แกนโลหะขนาดความยาว 90 ซม. เพื่อสร้างช่องกลวงภายใน อย่างไรก็ตาม เพื่อให้สามารถถอดแกนโลหะนี้ออกได้หลังจากขึ้นรูปแล้ว จะต้องมี "มุมเอียง" (taper) อย่างจำเป็น แต่ใบมีดของแสงดาบ (lightsaber) มีลักษณะเป็นเส้นตรง ดังนั้น หากไม่มีมุมเอียง แกนโลหะจะก่อให้เกิดแรงเสียดทานมหาศาล และไม่สามารถถอดออกได้
ความไม่สามารถใช้ระบบช่วยด้วยก๊าซ (Gas Assist Unfeasibility):
แม้ว่าจะมีการฉีดขึ้นรูปแบบใช้ก๊าซช่วยอยู่ แต่สำหรับผลิตภัณฑ์ที่มีผนังบางและอัตราส่วนความยาวต่อเส้นผ่านศูนย์กลางสูงมากเช่นนี้ ก็แทบเป็นไปไม่ได้เลยที่จะควบคุมการไหลของก๊าซให้เกิดโพรงที่ตรงและสม่ำเสมอ
การวิเคราะห์ตลาด: เหตุใดวิธี "แซนด์วิชที่ติดกาว" จึงล้มเหลวเสมอ
99% ของดาคร์เซเบอร์ที่วางจำหน่ายในตลาดใช้วิธี "สองชิ้นพลาสติกโพลีคาร์บอเนต (PC) แยกกัน + ใช้กาวติด" ไม่ว่าจะใช้กาวชนิดใด ก็จะเกิดการหลุดลอกชั้น (delamination) ในที่สุด
การล้มเหลวจากแรงเฉือน:
เมื่อเกิดการกระแทก ใบมีดจะโค้งงอ ตามทฤษฎีคาน (Beam Theory) ปรากฏการณ์นี้ก่อให้เกิดแรงเฉือนแนวนอนขนาดใหญ่มากบริเวณรอยต่อระหว่างสองชั้น แรงนี้พยายามดันให้ชั้นทั้งสองเลื่อนไถลผ่านกัน จึงทำลายพันธะยึดติดด้วยกาวทันที
การส่งผ่านคลื่นกระแทก:
กาวและพลาสติกโพลีคาร์บอเนต (PC) เป็นสื่อที่ต่างกัน คลื่นกระแทกจึงเกิดการสะท้อนและหักเหที่บริเวณผิวสัมผัส ส่งผลให้พลังงานสะสมจนทำลายพันธะยึดติด การออกแบบโครงสร้างแบบชิ้นเดียว (monolithic structure) จึงแข็งแรงกว่าโครงสร้างที่ประกอบด้วยการยึดติดกันเสมอ
ทางออกสุดท้าย: การขึ้นรูปแบบอัดรีด (Profile Extrusion) ด้วยพลาสติกโพลีคาร์บอเนต (PC)
โดยพิจารณาจากข้อจำกัดทั้งหมด สามารถ ยืนยันว่าการขึ้นรูปแบบอัดรีด (Profile Extrusion) คือแนวทางที่ถูกต้องเพียงหนึ่งเดียวสำหรับดาคร์เซเบอร์ระดับพร้อมใช้งานในการต่อสู้ (duel-grade Darksabers)
โครงสร้างแบบบูรณาการ:
การขึ้นรูปด้วยวิธีอัดรีด (Extrusion) สร้างชิ้นส่วนแบบบูรณาการทั้งชิ้น ไม่ต้องใช้กาว ไม่มีรอยต่อ และไม่มีความเสี่ยงใดๆ ต่อปรากฏการณ์ "การลอกตัวแบบเฉือน" (shear delamination)
จุดเด่นของวัสดุ:
C สามารถใช้เกรดพอลิคาร์บอเนตสำหรับการอัดรีดที่มีน้ำหนักโมเลกุลสูง (High-Molecular-Weight Extrusion Grade PC) เดียวกันอย่างแม่นยำกับที่ใช้ในท่อกลม ซึ่งรักษาคุณสมบัติทางกายภาพอันทรงพลังแบบ "ไม่สามารถแตกหักได้" ไว้ทั้งหมด
แม่พิมพ์อัดรีด (Extrusion dies) ที่ทำงานร่วมกับโต๊ะปรับแต่งด้วยสุญญากาศ (vacuum calibration tables) สามารถผลิตชิ้นส่วนรูปแบบต่อเนื่องที่มีโพรงภายใน (สำหรับติดตั้ง LED) และผิวด้านนอกเรียบได้ การผลิตจะเสร็จสมบูรณ์ด้วยการตัดให้ได้ความยาวที่ต้องการและปิดปลายด้วยฝาครอบ