Raport analityczny techniczny dotyczący procesów produkcji wytrzymałego ciemnego miecza (o płaskim ostrzu)
Wybór materiału: Dlaczego poliwęglan (PC) jest jedyną opcją
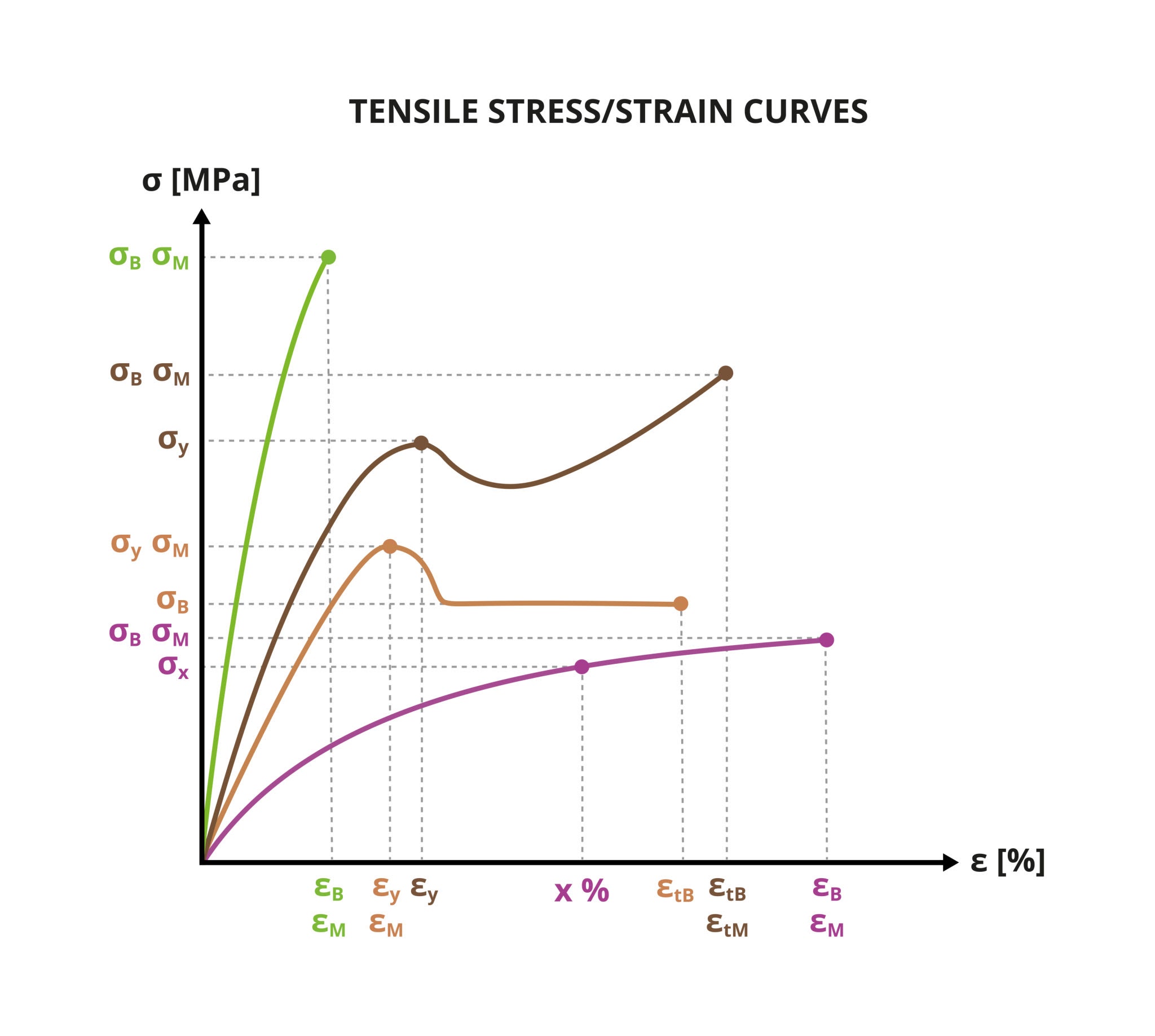
Oceniliśmy trzy powszechnie stosowane materiały pod kątem odporności na pęknięcie, a nie tylko twardości.
Szkło / PMMA:
Bardzo kruche. W przypadku uderzenia z dużą prędkością nie są w stanie ulec odkształceniu plastycznemu, aby pochłonąć energię, i ulegają katastrofalnemu rozdrobnieniu. Nieodpowiednie do pojedynków.
AlON / Ceramika przeświecająca:
Bardzo twarda (klasa odporna na pociski), ale brak jej plastyczności w zastosowaniach cienkościennych (< 3 mm). Łatwo ulega pękaniu kruchemu pod wpływem momentów zginających. Koszt produkcji jest zbyt wysoki.
Poliwęglan – PC:
Jedyna realna opcja. Poliwęglan (PC) to amorficzny tworzywo inżynierskie z długimi łańcuchami cząsteczkowymi. W przypadku uderzenia te łańcuchy ślizgają się i rozciągają (plastyczność), pochłaniając energię uderzenia poprzez odkształcenie, a nie pęknięcie.
Demontaż mitów fizycznych: Dlaczego płyty z PC wykonane frezarką CNC są słabsze niż rury wytłaczane.
Wielu producentów błędnie zakłada, że „ten sam materiał oznacza tę samą wytrzymałość”, co stanowi poważne nieporozumienie fizyczne.
Mikropęknięcia i wrażliwość na karby:
Poliwęglan (PC) jest bardzo wrażliwy na karby. Frezowanie CNC pozostawia mikroskopijne pęknięcia na krawędziach. Zgodnie z mechaniką pęknięć naprężenia uderzeniowe skupiają się w wierzchołkach tych pęknięć, co obniża wytrzymałość o ponad 50%.
Orientacja cząsteczkowa:
Rury są wytłaczane, co powoduje wyrównanie łańcuchów cząsteczkowych wzdłuż osi, zapewniając maksymalną odporność udarową. Płyty często mają nieregularny rozkład naprężeń wewnętrznych, co prowadzi do nieprzewidywalnego zawalenia się konstrukcji.
Ograniczenia płyt z PC wykonanych metodą wtrysku.
Nawet jeśli unikniemy cięcia i zastosujemy formę wtryskową do wytworzenia dwóch połówek z PC, ich wytrzymałość nadal nie wytrzymuje intensywnych testów walki.
Wskaźnik przepływu stopu – MFI:
Podstawowy fakt chemiczny: Poliwęglan przeznaczony do wytłaczania (do rurek) wykorzystuje polimery o wysokiej lepkości i długich łańcuchach (odporne na uszkodzenia). Poliwęglan przeznaczony do wtryskiwania (do płyt) wymaga polimerów o niskiej lepkości i krótkich łańcuchach, aby mogły swobodnie przepływać do wnętrza formy. Krótsze łańcuchy oznaczają niższą odporność na uderzenia.
Naprężenia zamrożone w materiale:
Wtryskiwanie odbywa się przy wysokim ciśnieniu i szybkim schładzaniu, co powoduje „zamrożenie” dużych naprężeń wewnętrznych w ostrzu. Uderzenie zewnętrzne wyzwala uwalnianie tych naprężeń, powodując rozpad ostrza podobny do rozbicia szkła hartowanego.
Dlaczego nie możemy bezpośrednio wytwarzać ostrza „pustego w środku” metodą wtryskiwania?
Dlaczego nie wytwarza się całkowicie pustego w środku ostrza metodą wtryskiwania? Wynika to z fizycznych ograniczeń związanych z wyjmowaniem wytworów z formy.
Problem kąta wyciągu:
Wtryskiwanie wymaga metalowego rdzenia o długości 90 cm. Aby wyjąć ten rdzeń po zakończeniu procesu wtryskiwania, konieczne jest zastosowanie „kąta wyciągu” (stożkowości). Jednak ostrza mieczy świetlnych są prostoliniowe. Brak stożkowości powoduje ogromne tarcie między rdzeniem a wyrobem, uniemożliwiając jego wyjęcie.
Nieprzydatność wspomagania gazem:
Choć istnieje wtrysk wspomagany gazem, to przy produktach o cienkich ściankach i tak wysokim stosunku długości do średnicy praktycznie niemożliwe jest kontrolowanie przepływu gazu w celu utworzenia prostej, jednorodnej jamy.
Analiza rynku: Dlaczego metoda „sklejonego sandwicha” zawsze kończy się niepowodzeniem
99% mieczy Darksaber dostępnych na rynku wykorzystuje metodę „dwóch połówek z poliwęglanu + klej”. Niezależnie od rodzaju użytego kleju, warstwy z czasem odwarstwiają się.
Zniszczenie spowodowane naprężeniem ścinającym:
W momencie uderzenia ostrze ugina się. Zgodnie z teorią belek powstaje ogromne poziome naprężenie ścinające między dwoma warstwami. Siła ta stara się przesunąć warstwy względem siebie, natychmiast niszcząc połączenie klejowe.
Przesyłanie fali uderzeniowej:
Klej i poliwęglan to różne ośrodki. Fale uderzeniowe odbijają się i załamują na granicy tych materiałów, co powoduje skupianie się energii i zniszczenie połączenia klejowego. Konstrukcja monolityczna jest zawsze wytrzymałsza niż konstrukcja składająca się z połączonych elementów.
Ostateczne rozwiązanie: wytłaczanie profili z poliwęglanu
Biorąc pod uwagę wszystkie ograniczenia, może potwierdza wytłaczanie profili jako jedyną właściwą drogę produkcji mieczy Darksaber przeznaczonych do pojedynków.
Struktura monolityczna:
Ekstruzja tworzy część monolityczną. Bez kleju, bez szwów, zerowe ryzyko „delaminacji ścinającej”.
Przewaga materiału:
C można wykorzystać dokładnie ten sam ekstruzyjny gatunek poliwęglanu o wysokiej masie cząsteczkowej, który stosowany jest w rurach okrągłych, zachowując „niezniszczalny” fizyczny kod genetyczny.
Głowice ekstruzyjne w połączeniu ze stołami kalibracyjnymi próżniowymi pozwalają na wytwarzanie ciągłych profili, które są puste wewnątrz (dla diod LED) i płaskie zewnętrznie. Proces produkcyjny kończy się prostym cięciem oraz zamknięciem końcówek.