高強度ダースセイバー(平刃型)の製造プロセスに関する技術分析報告書
素材選定:なぜポリカーボネート(PC)が唯一の選択肢なのか
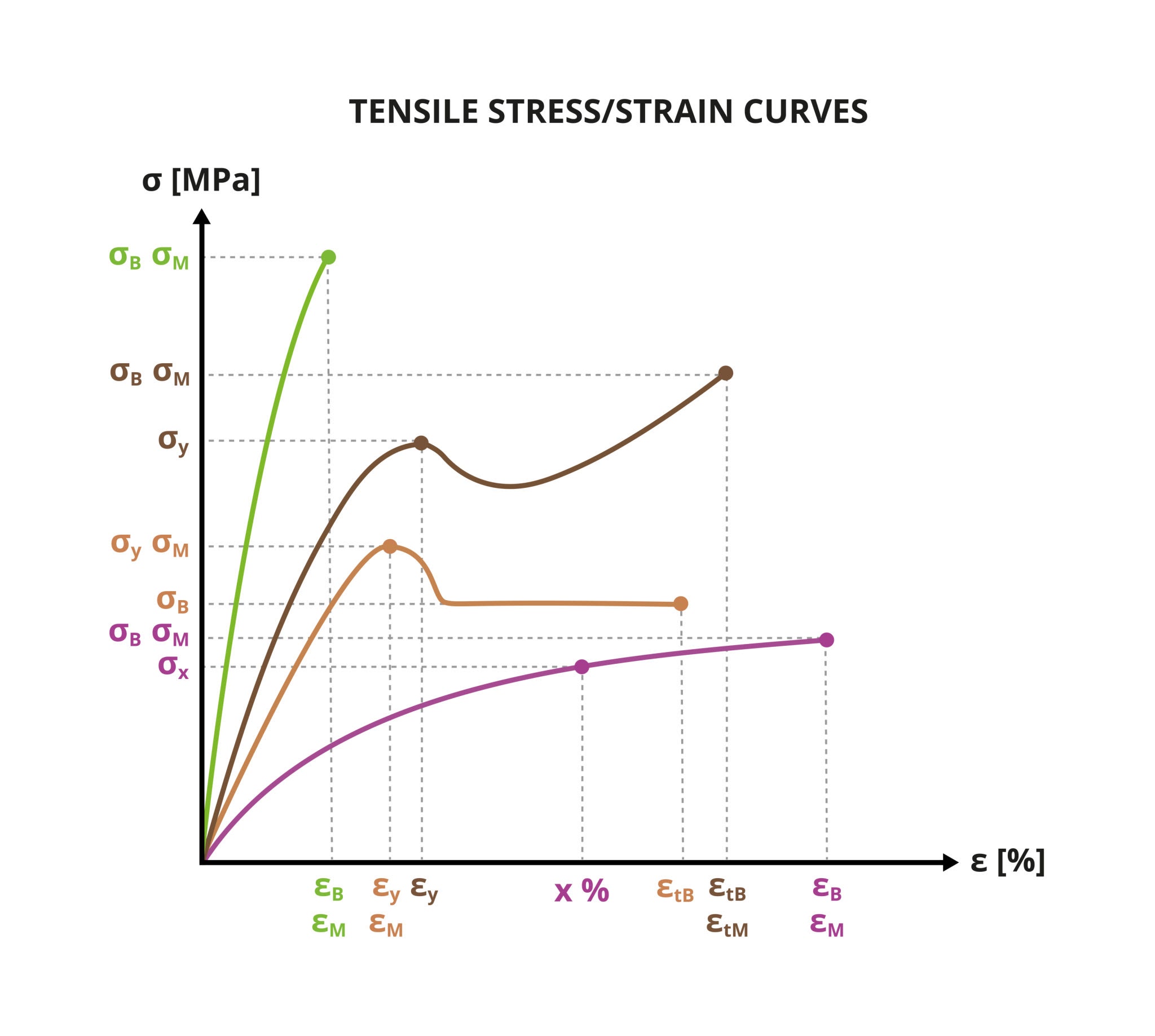
私たちは、単純な硬度ではなく、破壊靭性に基づいて、3つの主流素材を評価しました。
ガラス/PMMA:
非常に脆く、高速衝撃下では塑性変形によるエネルギー吸収が不可能であり、重大な破砕を引き起こします。実戦(デュエル)には不適です。
AlON/透明セラミック:
極めて硬い(防弾レベル)ものの、薄肉部品(厚さ<3mm)では延性に乏しく、曲げモーメントにより脆性破壊を起こしやすくなります。また、コストが非常に高額です。
ポリカーボネート(PC):
唯一の実用可能な選択肢です。ポリカーボネート(PC)は、長鎖分子構造を持つ非晶質のエンジニアリングプラスチックです。衝撃を受けた際、これらの分子鎖が滑り・伸び(延性)ることで、破砕ではなく変形によって衝撃エネルギーを吸収します。
物理学の誤解を解く:なぜCNC加工されたPC板は押出成形管よりも強度が低いのか
多くのメーカーが「同じ材質=同じ強度」と誤って考えていますが、これは重大な物理学的誤解です。
微小亀裂と切欠き感受性:
PCは非常に切欠き感受性が高く、CNC加工によりエッジ部に微視的な亀裂が生じます。破壊力学によれば、衝撃時の応力はこれらの亀裂先端に集中し、強度を50%以上低下させます。
分子配向:
管材は押出成形により製造されるため、分子鎖が軸方向に整列し、最大の靭性が得られます。一方、板材は内部応力分布が不均一になりやすく、予測不能な破壊を引き起こします。
射出成形PC板の限界
切断を避け、2つのPC半片を射出成形したとしても、その強度は依然として激しい対戦テストに耐えられません。
溶融流動指数(MFI):
基本的な化学的事実:押出成形用ポリカーボネート(チューブ用)には高粘度・長鎖ポリマー(耐衝撃性に優れる)が使用される。一方、射出成形用ポリカーボネート(プレート用)には金型内への充填を可能にするための低粘度・短鎖ポリマーが必要である。短い分子鎖は、衝撃に対する耐性が低下することを意味する。
残留応力:
射出成形では高圧と急速冷却が行われるため、ブレード内部に多大な内部応力が「凍結」した状態で固定される。外部からの衝撃によりこの応力が解放され、強化ガラスのようにブレードが粉々に砕ける。
なぜ「中空」のブレードを直接射出成形できないのか?
完全な中空ブレードを射出成形しない理由は、脱型に関する物理的制約によるものである。
抜き勾配の問題:
射出成形には90cmの金属コアが必要である。成形後にこのコアを取り出すためには、必ず「抜き勾配」(テーパー)を設ける必要がある。しかし、ライトセーバーのブレードは直線形状である。テーパーがないと、コアと成形品の間に極めて大きな摩擦が生じ、コアを引き抜くことができなくなる。
ガスアシスト成形の非実現性:
ガス支援射出成形は存在しますが、このような高長径比の薄肉製品では、ガスを制御して直線的かつ均一な空洞を形成することは事実上不可能です。
市場分析:「接着サンドイッチ方式」が常に失敗する理由
市場に出回っているダースセイバーの99%は、「2枚のポリカーボネート(PC)半割り部品+接着剤」方式を採用しています。使用する接着剤の種類にかかわらず、最終的には剥離が発生します。
せん断応力による破壊:
衝撃を受けた際、ブレードは湾曲します。梁理論によれば、このとき2層間には非常に大きな水平方向のせん断応力が発生します。この力は2層を互いにずらそうとし、接着剤による結合を瞬時に破断させます。
衝撃波伝播:
接着剤とポリカーボネート(PC)は異なる媒質です。衝撃波は界面で反射・屈折を繰り返し、エネルギーが集中して結合部を粉砕します。一体成形構造は、接着構造よりも常に強度が優れています。
究極の解決策:ポリカーボネート(PC)プロファイル押出成形
すべての制約条件を踏まえて、 可能 デュエルグレード用ダースセイバーにおいては、プロファイル押出成形が唯一正しい手法であると結論付けました。
一体成形構造:
押出成形により一体成形部品が製造されます。接着剤は不要、継ぎ目もなし、「せん断剥離」のリスクはゼロです。
素材の利点:
C 丸管で使用されているのと同じ高分子量押出専用ポリカーボネート(PC)をそのまま使用することで、「絶対に壊れない」という物理的特性(DNA)を維持します。
押出金型と真空キャリブレーションテーブルを組み合わせることで、内部が中空(LED用)で外部が平滑な連続プロファイルを製造できます。製造工程は単純な切断および先端キャップ装着で完了します。