Relatório de Análise Técnica sobre Processos de Fabricação de Sabres Negros de Alta Resistência (Lâmina Plana)
Seleção de material: por que o policarbonato (PC) é a única opção
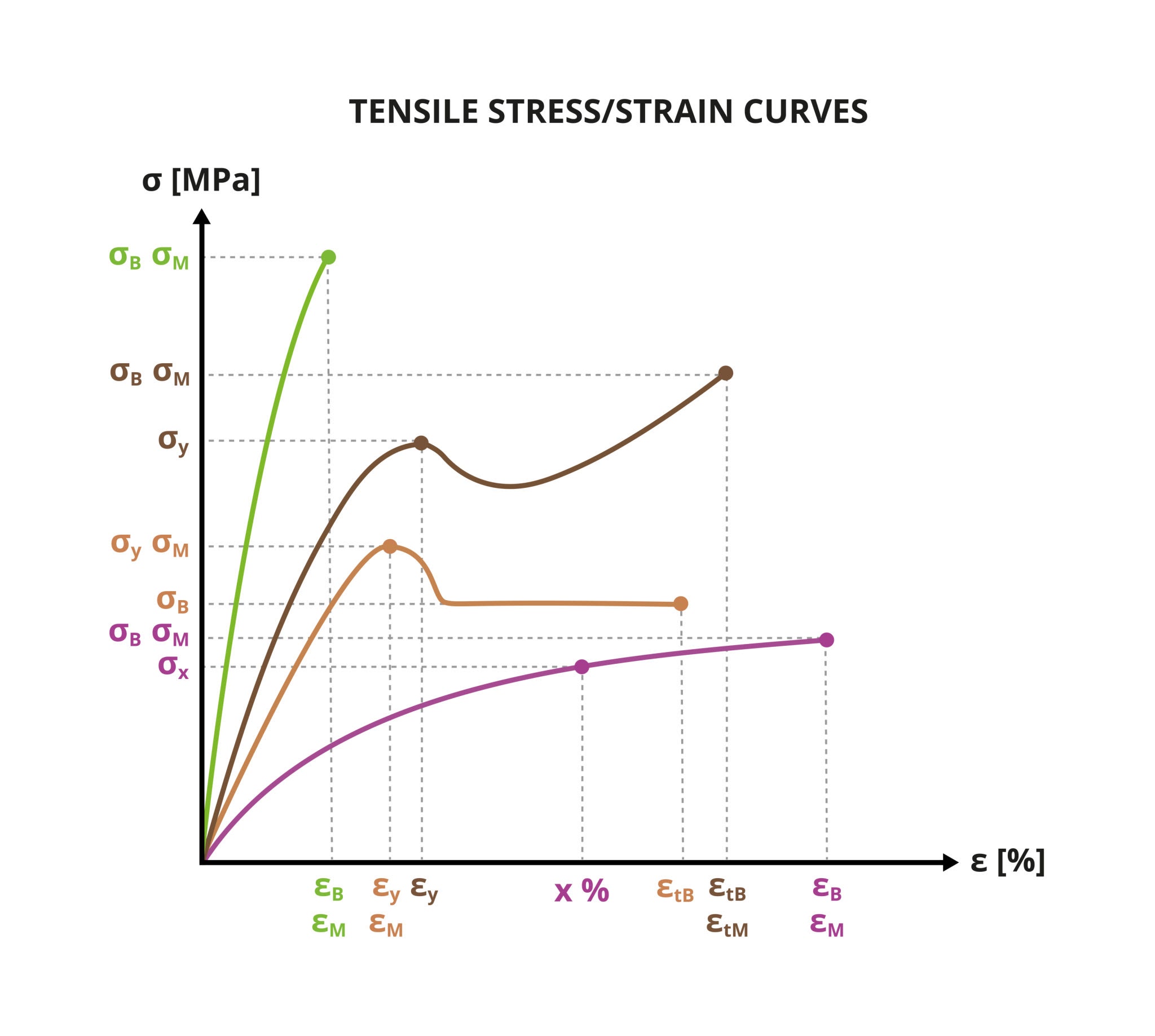
Avaliamos três materiais amplamente utilizados com base na tenacidade à fratura, e não apenas na dureza simples.
Vidro / PMMA:
Extremamente frágil. Sob impacto em alta velocidade, não consegue sofrer deformação plástica para absorver energia e se fragmenta de forma catastrófica. Inadequado para duelos.
AlON / Cerâmica transparente:
Extremamente duro (grau à prova de balas), mas carece de ductilidade em aplicações de paredes finas (< 3 mm). Propenso à fratura frágil sob momentos de flexão. Custos proibitivamente elevados.
Policarbonato – PC:
A única opção viável. O PC é um plástico técnico amorfo com cadeias moleculares longas. Ao sofrer impacto, essas cadeias deslizam e se esticam (ductilidade), absorvendo o choque por deformação em vez de fraturar.
Desmistificando conceitos físicos: por que placas de PC usinadas por CNC são mais fracas do que tubos extrudidos
Muitos fabricantes acreditam erroneamente que "mesmo material, mesma resistência", o que constitui um grave equívoco físico.
Microfissuras e sensibilidade a entalhes:
O PC é altamente sensível a entalhes. A usinagem CNC deixa microfissuras nas bordas. Segundo a mecânica da fratura, a tensão de impacto concentra-se nas pontas dessas fissuras, reduzindo a resistência em mais de 50%.
Orientação molecular:
Os tubos são extrudidos, alinhando as cadeias moleculares axialmente para obter máxima tenacidade. As placas frequentemente apresentam distribuição interna de tensões não uniforme, levando a falhas imprevisíveis.
Limitações das placas de PC injetadas
Mesmo evitando o corte e injetando duas metades de PC, sua resistência ainda não suporta testes rigorosos de combate.
Índice de fluidez do fusão – MFI:
Um fato químico fundamental: o policarbonato de grau para extrusão (para tubos) utiliza polímeros de alta viscosidade e cadeia longa (resistente). O policarbonato de grau para injeção (para placas) exige polímeros de baixa viscosidade e cadeia curta, para fluir adequadamente para dentro do molde. Cadeias mais curtas significam menor resistência ao impacto.
Tensões congeladas:
A moldagem por injeção envolve alta pressão e resfriamento rápido, o que aprisiona enormes tensões internas na lâmina. Um impacto externo desencadeia a liberação dessas tensões, fazendo com que a lâmina se fragmente como vidro temperado.
Por que não podemos moldar diretamente por injeção uma lâmina "oclusa"?
Por que não moldar por injeção uma lâmina oclusa completa? Isso é limitado pela física da desmoldagem.
Problema do ângulo de desmoldagem:
A moldagem por injeção exige um núcleo metálico de 90 cm. Para extrair esse núcleo após a moldagem, é obrigatório um "ângulo de desmoldagem" (conicidade). Contudo, as lâminas de sabre de luz são retas. Sem essa conicidade, o núcleo gera fricção excessiva e não pode ser extraído.
Inviabilidade da assistência por gás:
Embora exista a injeção assistida por gás, para produtos de paredes finas com uma relação comprimento-diâmetro tão elevada, é quase impossível controlar o gás para formar uma cavidade reta e uniforme.
Análise de Mercado: Por que o Método do "Sanduíche Colado" Sempre Falha
99% dos Darksabers disponíveis no mercado utilizam o método "Duas Metades em PC + Cola". Independentemente do tipo de cola empregado, ocorre, eventualmente, deslaminação.
Falha por Tensão de Cisalhamento:
Ao sofrer impacto, a lâmina se curva. De acordo com a Teoria das Vigas, isso gera uma tensão horizontal de cisalhamento maciça entre as duas camadas. Essa força tenta deslizar uma camada sobre a outra, rompendo instantaneamente a ligação adesiva.
Transmissão de Onda de Choque:
A cola e o policarbonato (PC) são meios diferentes. As ondas de choque refletem e refratam na interface, causando acúmulo de energia que destrói a ligação. Uma estrutura monolítica é sempre mais resistente do que uma estrutura colada.
A Solução Definitiva: Extrusão de Perfil em PC
Com base em todas as restrições, pode confirma que a extrusão de perfil é o único caminho correto para Darksabers de grau duelístico.
Estrutura Monolítica:
A extrusão cria uma peça monolítica. Sem cola, sem emendas, zero risco de "deslaminação por cisalhamento".
Vantagem do Material:
C e utiliza exatamente o mesmo Policarbonato (PC) de grau extrusível de alto peso molecular empregado em tubos redondos, mantendo o "DNA físico à prova de quebras".
Matrizes de extrusão, combinadas com mesas de calibração a vácuo, podem produzir perfis contínuos ocos internamente (para LEDs) e planos externamente. A fabricação é concluída com simples corte e aplicação de tampas nas extremidades.