Rapport d’analyse technique sur les procédés de fabrication du Darksaber haute résistance (lame plate)
Sélection des matériaux : Pourquoi le polycarbonate (PC) est la seule option possible
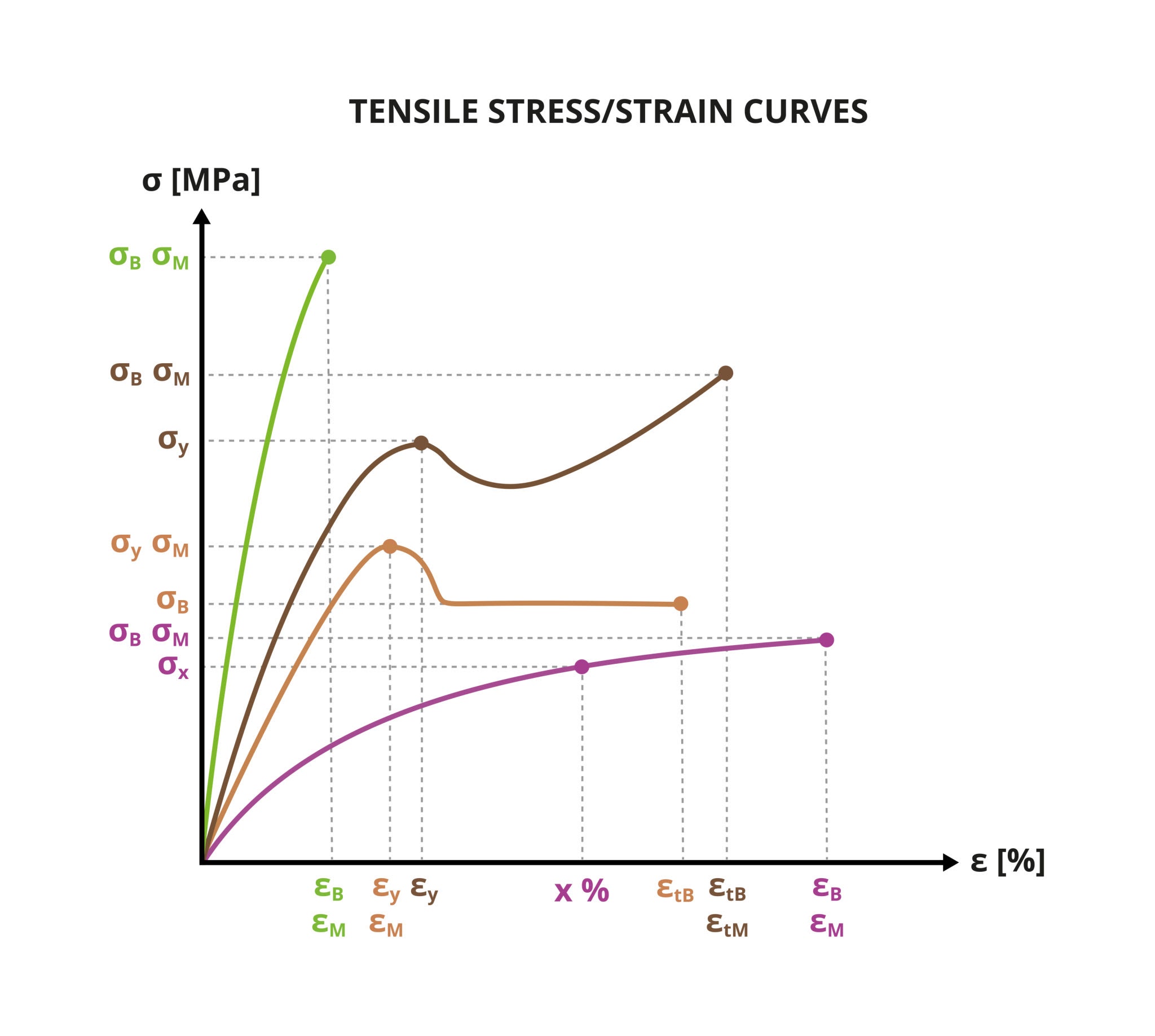
Nous avons évalué trois matériaux courants en nous basant sur la ténacité à la rupture plutôt que sur la simple dureté.
Verre / PMMA :
Extrêmement fragile. Sous un impact à haute vitesse, ils ne peuvent pas subir de déformation plastique pour absorber l’énergie et se désintègrent de façon catastrophique. Inadaptés au combat.
AlON / Céramique transparente :
Extrêmement dure (niveau blindage anti-balles), mais manque de ductilité dans les applications à parois minces (< 3 mm). Prone à la rupture fragile sous des moments de flexion. Coût prohibitif.
Polycarbonate – PC :
La seule option viable. Le polycarbonate est un plastique technique amorphe doté de longues chaînes moléculaires. Lors d’un impact, ces chaînes glissent et s’étirent (ductilité), absorbant le choc par déformation plutôt que par fragmentation.
Démystification physique : Pourquoi les plaques en PC usinées CNC sont plus faibles que les tubes extrudés
De nombreux fabricants croient à tort que « même matériau, même résistance », ce qui constitue une grave méconnaissance des principes physiques.
Microfissures et sensibilité aux entaillures :
Le polycarbonate est fortement sensible aux entaillures. L’usinage CNC laisse des microfissures sur les bords. Selon la mécanique de la rupture, les contraintes d’impact se concentrent au niveau des pointes de ces fissures, réduisant la résistance de plus de 50 %.
Orientation moléculaire :
Les tubes sont extrudés, ce qui aligne les chaînes moléculaires dans le sens axial afin d’atteindre une ténacité maximale. Les plaques présentent souvent une répartition inhomogène des contraintes internes, ce qui entraîne des ruptures imprévisibles.
Limitations des plaques en PC obtenues par moulage par injection
Même si l’on évite la découpe et que l’on moule par injection deux demi-plaques en PC, leur résistance ne permet pas de résister aux essais de combat intensif.
Indice de fluidité à chaud (MFI) :
Un fait chimique fondamental : le polycarbonate (PC) pour extrusion (destiné aux tubes) utilise des polymères à haute viscosité et à chaînes longues (résistants), tandis que le PC pour moulage par injection (destiné aux plaques) nécessite des polymères à faible viscosité et à chaînes courtes afin de pouvoir s’écouler correctement dans le moule. Des chaînes plus courtes impliquent une résistance aux chocs moindre.
Contraintes gelées :
Le moulage par injection implique une pression élevée et un refroidissement rapide, ce qui fige d’importantes contraintes internes au sein de la lame. Un impact extérieur déclenche la libération de ces contraintes, provoquant la rupture de la lame comme du verre trempé.
Pourquoi ne pouvons-nous pas mouler directement une lame « creuse » par injection ?
Pourquoi ne pas mouler par injection une lame creuse complète ? Cela est limité par les contraintes physiques liées au démoulage.
Problème d'angle de dépouille :
Le moulage par injection nécessite un noyau métallique de 90 cm. Pour extraire ce noyau après le moulage, un « angle de dépouille » (conicité) est obligatoire. Or, les lames d’épées laser sont rectilignes. En l’absence de conicité, le noyau génère une friction considérable et ne peut pas être extrait.
Impossibilité de l’assistance gazeuse :
Bien que le moulage par injection assisté par gaz existe, il est quasiment impossible de contrôler le gaz afin de former une cavité rectiligne et uniforme dans le cas de produits à paroi mince présentant un rapport longueur/diamètre aussi élevé.
Analyse du marché : Pourquoi la méthode du « sandwich collé » échoue systématiquement
99 % des Darksabers disponibles sur le marché utilisent la méthode des « deux demi-coquilles en polycarbonate + colle ». Quelle que soit la colle employée, ces lames se délaminent inévitablement avec le temps.
Rupture due aux contraintes de cisaillement :
Lors d’un impact, la lame fléchit. Selon la théorie des poutres, cela engendre des contraintes horizontales de cisaillement massives entre les deux couches. Cette force tend à faire glisser les couches l’une par rapport à l’autre, rompant instantanément la liaison adhésive.
Transmission de l’onde de choc :
La colle et le polycarbonate (PC) sont des matériaux différents. Les ondes de choc se réfléchissent et se réfractent à l’interface, provoquant une accumulation d’énergie qui brise la liaison. Une structure monolithique est toujours plus résistante qu’une structure assemblée par collage.
La solution ultime : extrusion de profilés en PC
Sur la base de toutes les contraintes, peut confirme l’extrusion de profilés comme la seule voie correcte pour les Darksabers à double grade.
Structure monolithique :
L’extrusion produit une pièce monolithique. Aucune colle, aucune jointure, aucun risque de « délaminage par cisaillement ».
Avantage du matériau :
C on peut utiliser exactement le même polycarbonate (PC) de grade extrusion à haut poids moléculaire utilisé pour les tubes ronds, conservant ainsi l’ADN physique « incassable ».
Les filières d’extrusion, couplées à des tables de calibrage sous vide, permettent de produire des profilés continus creux à l’intérieur (pour les LED) et plats à l’extérieur. La fabrication s’achève par une simple découpe et le bouchonnage des extrémités.