المواصفات الميكانيكية والهندسية لمقبض السيف الضوئي

١. مقبض السيف الضوئي معايير وتسامحات القطر الداخلي (ID)
وبالنظر إلى أبعاد الشفرات الدائرية، فلا توجد معايير ثابتة للشفرات ذات الأشكال غير المنتظمة. أما المقاسات القياسية الصناعية للشفرات الدائرية فهي بقطر ١ بوصة و٧/٨ بوصة. ويُحدد القطر الداخلي (ID) لمخرج المقبض استنادًا إلى هذين المقاسين للشفرة.
بشكل عام، يكون القطر الداخلي (ID) أكبر بحوالي ٠٫١ مم من شفرة السيف الضوئي، وبشكل محدد يتراوح بين ٠٫٠٥ مم و٠٫١٥ مم. وإذا كان الفرق أصغر من هذا النطاق، فستكون عملية إدخال الشفرة صعبة بسبب التسامحات التصنيعية الخاصة بالشفرة نفسها. أما إذا تجاوز الفرق هذا النطاق، فإن الشفرة ستتمايل ولن تثبت بإحكام.
عادةً ما تتطلب سيفات الضوء ذات "العنق الرفيع" أن يتوافق القطر الداخلي (ID) لمُخرِج الضوء مع شفرات مقاس ٧/٨ بوصة. ونظراً للعمق المحدود لمُخرِجات الضوء ذات العنق الرفيع، تكون شفرات مقاس ٧/٨ بوصة أخف نسبياً ويمكن تثبيتها بإحكام؛ وإلا فإن ذلك سيؤدي إلى عدد كبير من شكاوى العملاء ومشاكل ما بعد البيع.
يتحدد القطر الداخلي (ID) لأجزاء سيف الضوء الأخرى غير المُخرِج وفقاً لعوامل مثل الجماليات التصميمية وحجم مكبّر الصوت وأبعاد الهيكل. وبشكل عام، فإن الحفاظ على تطابق القطر الداخلي (ID) لمقبض السيف مع القطر الداخلي (ID) للمُخرِج يسهّل عملية التجميع والإنتاج. كما أن توحيده في جميع أجزاء الجسم يجعل عملية التشغيل الآلية أبسط بكثير ويقلل التكاليف بشكل ملحوظ.
٢. مقبض سيف الضوء مواصفات الخيوط والسلامة الإنشائية
الجوانب الثلاثة الأكثر أهمية في أبعاد الخيط هي كثافة الخيط، وعمق الخيط، وسماكة الخيط.
معيار الخيط المستخدم في صناعة السايبرز هو نظام VHC. وقد عزَّز الحجم الهائل للسوق الذي تمتلكه الشركة التي أنشأت نظام VHC، إلى جانب قدرة النظام على تلبية متطلبات «قتال السايبرز»، مكانته الراسخة غير القابلة للهزّ.
السايبرز ذات الخيوط الأقل من معيار VHC تمتلك مقاومةً هيكليةً منخفضةً جدًّا، ما يجعل من السهل أن تنكسر خيوط سبائك الألومنيوم. وعلى الرغم من أن سبائك الألومنيوم تُعد المادة الشائعة المستخدمة في صنع السايبرز، فإن مواد أخرى مثل الفولاذ تكون أقوى بكثير.
لا ينبغي أن تكون كثافة الخيط مرتفعةً جدًّا (أي دقيقة جدًّا). فالخيوط الدقيقة جدًّا عرضةٌ للتلف أو الانحلال، لا سيما بعد عمليات مثل الأكسدة الكهربائية أو الطلاء الكهربائي. كما أن الخيوط الدقيقة تجعل استبدال المكونات الإلكترونية أمرًا صعبًا، وتُعقِّد عملية التجميع.
وعلى العكس من ذلك، فإن الخيوط الخشنة جدًّا تميل إلى التفكك أثناء الاستخدام الطويل، ما يتطلب تشديدها بشكل متكرر ويؤثر سلبًا على تجربة المستخدم. وقد يختلف كثافة الخيوط باختلاف عمليات التشطيب المختلفة؛ فعلى سبيل المثال، يجب أن تكون خيوط الطلاء الكهربائي أخشَن لضمان وجود مسافة كافية لطبقة الطلاء، مما يمنع امتلاء الفراغات وبالتالي تجنب تلف الخيوط أو التصاقها ببعضها.

إذا كانت عمق الخيط ضحلًا جدًّا، فإن الخيوط تكون عرضة للانكسار. وفي حالات خاصة، يمكن أن يُحلّ مشكلة العمق الضحل للخيط بالتحول إلى استخدام الفولاذ.
إذا كان جدار الخيط رقيقًا جدًّا، فإن الخيوط تكون عرضة للكسر. وإذا كان القطر الداخلي (ID) ثابتًا، فيمكن زيادة سماكة الخيط عن طريق زيادة القطر الخارجي (OD). أما إذا كان القطر الخارجي (OD) ثابتًا، فيمكن زيادة سماكة الخيط عن طريق تقليل القطر الداخلي (ID) (كما هو الحال في الأجزاء ذات الأعناق الرقيقة). وفي سيناريوهات محددة، يُعدّ استخدام الفولاذ الحلّ الأمثل لمشكلة جدران الخيوط الرقيقة.
٣. مقبض السيف الضوئي أنظمة تثبيت النصل
عادةً ما تُستخدم البراغي المثبتة (براغي التثبيت) للحفاظ على الشفرة. ويجب ألا تكون مواضع الثقوب متناظرة؛ إذ يُعتبر النمط الثلاثي للثقوب عمومًا الأكثر استقرارًا. وحتى في حال حفر ثقوب متناظرة، لا ينبغي تثبيت البراغي بشكل متناظر لتثبيت الشفرة. كما أن تثبيت الشفرة عن طريق ضغطها ضد الجدار الداخلي لمقبض السيف أكثر استقرارًا من تثبيتها عبر براگي تضغط على براغٍ أخرى.
بالنسبة سيوف الليزر ذات المقابض الرفيعة، وبسبب المساحة المحدودة داخل الجزء الأمامي (المنطقة المنبعثة)، غالبًا ما يُستخدم جزء أمامي ممدود خصيصًا لتثبيت الشفرة، بينما يخدم الجزء الأمامي القصير فقط كـ"سدادة شفرة" للحفاظ على التناسب الدقيق لسيف الليزر.
أكثر المشكلات شيوعًا المتعلقة بالثقوب المخفية لتثبيت الشفرة هي أن البراغي الفضفاضة قد تضغط على الغلاف الداخلي للمقبض، مما يؤدي إلى انسداد الجزء الأمامي ويمنع تثبيت الشفرة تمامًا. ولحل هذه المشكلة، يجب غمر ثقب البرغي داخليًّا بعدة ملليمترات.
بعض سيوف القتال المتوفرة حاليًّا في السوق تثبّت النصل دون استخدام البراغي، وتعتمد بدلًا من ذلك على لوحة دوائر مطبوعة (PCB) متخصصة موجودة في جانب النصل. الهيكل وتُثبت هذه اللوحة في قاع جهاز الإرسال (emitter). وحجم الحلقة الخارجية لإطار لوحة الدوائر المطبوعة أكبر من حجم النصل نفسه. وخلال عملية التجميع، يُمرَّر جهاز الإرسال أولًا فوق النصل ثم يُلصق بالجزء السفلي من المقبض (hilt) باستخدام برغي. وبذلك يُثبَّت النصل في مكانه دون الحاجة إلى براغي لتوليد ضغط، ما يجعل التركيب أكثر سهولة واستقرارًا.
٤. مقبض السياف الضوئي تبديد الحرارة
لـ مُضاء من القاعدة في سيوف القتال الضوئية، يشكّل المقبض نفسه مبدد حرارة ضخمًا. ولتحقيق سطوع عالٍ، تتطلب وحدة الصمامات الثنائية الباعثة للضوء (LED) تيارًا عاليًا وصمامات ثنائية باعثة للضوء ذات قدرة عالية. ولا يكفي الاعتماد فقط على مبددات حرارة صغيرة أو مواد لاصقة حرارية داخل الهيكل الداخلي لتحقيق تبديد فعّال للحرارة.
وهذا يفسّر سبب ارتفاع درجة حرارة وحدة الصمامات الثنائية الباعثة للضوء المعدنية في نواة السياف الضوئي المُضاء من القاعدة بشكل كبير عند تركيبها خارج المقبض، وكذلك سبب انصهار مكونات الهيكل البلاستيكي القريبة من وحدة الصمامات الثنائية الباعثة للضوء.
بمجرد أن النواة يتم تركيبه في مقبض السيف المعدني، حيث يعمل المقبض كمبدد حراري لوحدة الصمام الثنائي الباعث للضوء (LED). ولهذا السبب سيف ليزر مُضاء من القاعدة يشعر المستخدم بأن المقابض تصبح دافئة قليلًا أثناء الاستخدام. ومع ذلك، فإن هذه الحرارة تكون خاضعة للتحكم، ولن تسبب حروقًا جلدية عند توصيل المقبض المعدني.
٥. مقبض سيف الليزر الهندسة الصوتية وفيزياء الرنين
5.1.رنين هلمهولتز — المفتاح لإنتاج الترددات المنخفضة (الباس)
إن غرفة الرنين الخاصة بسيف الليزر تشكّل في الأساس رنان هلمهولتز. وكما هو الحال عند نفخ الهواء عبر فتحة زجاجة البيرة لإنتاج صوت «همس»، فإن التجويف الموجود في نهاية سيف الليزر يضخّم ترددات صوتية محددة.
المبدأ الفيزيائي
f = v/(2π) √(A/(VL))
حيث V هو حجم التجويف، وA هي مساحة الفتحة التهوية، وL هو طول قناة التهوية.
إرشادات للمصانع
المسافة من سطح غشاء مكبّر الصوت إلى الجدار الداخلي لرأس المقبض حاسمة الأهمية.
للمكبّرات القياسية بقطر ٢٤ مم أو ٢٨ مم، يُوصى بأن تكون مساحة الرنين بين ١٥ مم و٢٥ مم.
المسافة قصيرة جدًّا (< ١٠ مم): يصبح الصوت «مُسطّحًا» وتزداد حدة الترددات العالية لأن الموجات ذات الترددات المنخفضة تفتقر إلى المساحة اللازمة لتتشكّل.
المسافة المثلى (١٥–٢٥ مم): تسمح بتكوين الموجات الراكدة بشكل أمثل، ما يعزّز عمق الترددات المنخفضة بشكل ملحوظ.
المسافة طويلة جدًّا (> ٤٠ مم): يصبح الصوت باهتًا وغير واضح، ويقلّ مستوى الصوت بسبب فقدان الطاقة أثناء الانتقال.
5.٢. إلغاء الطور والختم — المفتاح لتحقيق أقصى مستوى للصوت
وهذا هو الخطأ الأكثر شيوعًا الذي ترتكبه المصانع. فعند تشغيل مكبّر الصوت، يتحرّك الغشاء للأمام لضغط الهواء (الموجة الأمامية)، وفي الوقت نفسه يُولّد منطقة هواء متناثر خلفه (الموجة الخلفية). وإذا لم تُعزل هاتان الموجتان عن بعضهما، فإن الموجة الأمامية والخلفية ستختلطان حول حواف مكبّر الصوت، ما يؤدي إلى إلغاء الطور.
الظاهرة الفيزيائية: الضغط الموجب + الضغط السالب = صفر صوت (تختفي الجهير تقريبًا بالكامل).
إرشادات للمصانع
يجب أن تكون موقع تركيب السماعة محكم الإغلاق تمامًا. ولا يجوز وجود أي تسرب هوائي بين النواة والجدار الداخلي المعدني، أو يجب أن تُغلَّف السماعة بالكامل باستخدام مادة لاصقة داخل الـ النواة .
معيار الاختبار :أبلغ المصنع: إذا زاد صوت السماعة عند إغلاق المنفذ بعد التجميع، أو إذا أصبح الصوت خافتًا جدًّا وذو نغمة عالية جدًّا، فهذا يدل على حدوث «قصور في الطور»، ما يشير إلى ضعف في الإحكام.
5.٣. المقاومة الصوتية ومساحة المنفذ
يتطلب انتشار الصوت تدفق الهواء. فإذا كانت تصميمات منافذ الصوت عند طرف المقبض رديئة، فإنها ستُحدث اضطرابًا هوائيًّا، مما يؤدي إلى ظهور ضجيج رياح «زامِر» بدلًا من الصوت الواضح.
المنطق الفيزيائي :كل صوت يتطلّب دفع الهواء. فإذا كانت المنافذ صغيرة جدًّا بحيث لا يمكن دفع الهواء عبرها، فإن غشاء السماعة يصبح «مقفلًا» بسبب الضغط العكسي، ما يؤدي إلى انخفاض مفاجئ في شدة الصوت.
إرشادات للمصانع
مبدأ الحد الأدنى لمساحة المنفذ :يجب أن تشكل المساحة الإجمالية لجميع الفتحات الموجودة على الجزء العلوي من المقبض ما لا يقل عن ٢٠٪ إلى ٣٠٪ من المساحة الفعّالة لغشاء مكبّر الصوت.
فُتَح تهوية مخفية :توضع العديد من نماذج سيوف الليزر المُقلَّدة فتحات الصوت على الجوانب (مخفية) لتتناسب مع القطع الأصلية المستخدمة في الأفلام. وبغياب الحسابات الصوتية، فإن هذه الشقوق الضيقة ستُضعِف الترددات العالية بشكلٍ كبير، وتترك فقط الجهير المكتوم. وإذا كانت الفتحات المخفية ضرورية، فيجب ضمان إجمالي تدفق الهواء عبر زيادة عدد هذه الشقوق.
5.انعكاس الصوت حسب نوع المادة
المواد الأصلب أفضل :يتمتّع ألومنيوم ٦٠٦١ بنسبة انعكاس صوتي أفضل من البلاستيك.
معالجة الجدران الداخلية :تساعد الجدران الداخلية المعدنية الملساء في عكس الصوت، لكنها قد تُحدث أيضًا موجات واقفة تؤدي إلى أصوات حادة مزعجة.
تصميم متقدّم للمصانع الراقية :يمكن تصميم خيوط دقيقة أو نقوش خفيفة على الجدران الداخلية لغرفة الرنين. وهذا يساعد في تفكيك الموجات الواقفة ذات التردد العالي، مما يجعل الصوت «أنقى» ويقلل من الحدة المعدنية.
5.5.الفرق المادي الجوهري: نسبة المحيط إلى المساحة
عندما يمر الصوت عبر فتحة، فإنه لا يمثل مجرد انتشار لموجة؛ بل يرافقه حركة هوائية سريعة (وخاصةً عند مستويات الصوت العالية واهتزازات الترددات المنخفضة القوية).
فتحات دائرية
الخصائص الفيزيائية :للمجموعة الدائرية أصغر نسبة محيط إلى مساحة. وهذا يعني أنه، لنفس مساحة الفتحة، فإن الفتحة الدائرية تمتلك أقل احتكاك حافّي.
الأداء الصوتي :يكون تدفق الهواء أنسلس ما يمكن مع أقل درجة من الاضطراب. ويكون الصوت قويًّا وواضحًا. وتزداد قوة الانطباع الجهير لأن عمود الهواء يُدفع للخارج بطريقة أكثر تركيزًا.
الفتحات
الخصائص الفيزيائية :لنفس المساحة، تكون شقوق الفتحات ذات محيط أطول. وتولِّد الحركة الهوائية عبر الحواف الطويلة احتكاكًا حافّيًّا أكبر.
الأداء الصوتي :إذا كانت الفتحات ضيقة جدًّا (عرضها أقل من ٢ مم)، فقد تُحدث بسهولة صوت «صفير الرياح» أو «الهسهسة» (على غرار مبدأ الصفير). وقد يؤدي ذلك إلى تشويش الهمس الأصلي لسيف الليزر، ما يجعل الصوت «غير نقي». ومع ذلك، فإن الميزة تكمن في أن تصاميم الفتحات الشعاعية غالبًا ما تحقِّق مساحة إجمالية أكبر للفتحات ضمن قطر محدود لمقبض السيف، وبالتالي تزيد من شدة الصوت الإجمالية.
ردود الفعل المتكررة
الباس :أطوال الموجات ذات التردد المنخفض طويلة جدًّا (تتراوح بين السنتيمترات والمترين)، ما يجعلها غير حساسة لشكل الفتحات. وبما أن المساحة الإجمالية كافية، فهناك فرق ضئيل في أداء الباس بين الفتحات الدائرية والفتحات الطولية.
معدل الصوت :أطوال الموجات ذات التردد العالي قصيرةٌ وذات اتجاهية. وتُكوِّن الفتحات الدائرية عادةً حزم تردد عالي أكثر تركيزًا. أما الفتحات الطولية أو الشبكات فتؤدي إلى حيود أكثر تعقيدًا، ما قد يحسِّن انتشار الصوت، لكنها — إذا كانت الحواف حادة — قد تُقصِّر بعض التفاصيل الدقيقة في الترددات العالية.
«المكوِّن السري» في التصنيع
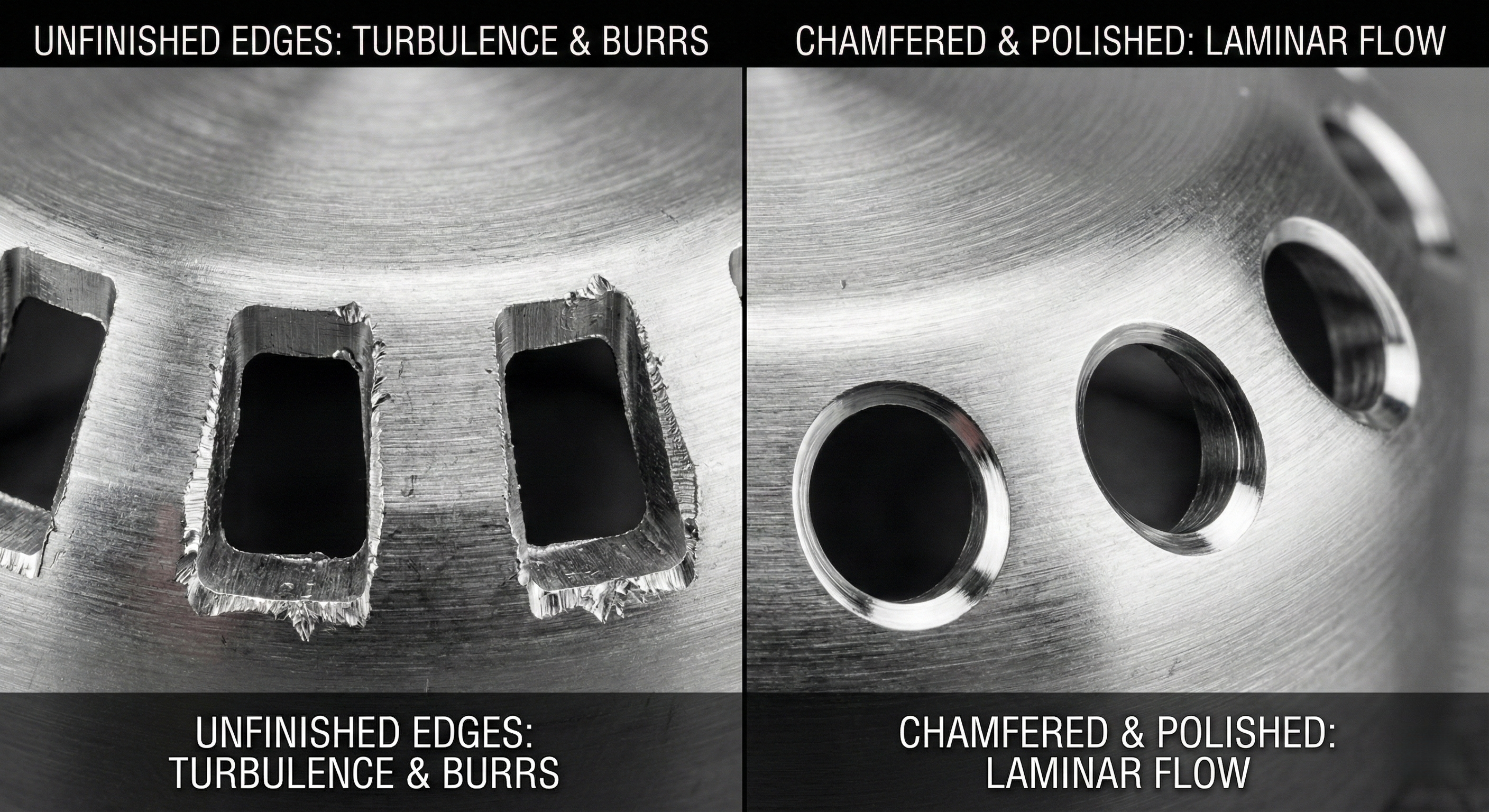
تسطيح الحواف / إزالة الحواف الحادة — الخطوة الحرجة :سواء كانت الفتحات دائرية أو شقوقًا، فإن الحواف المصنوعة باستخدام آلات التحكم العددي بالحاسوب (CNC) تكون عادةً قائمة الزاوية (90 درجة). وتقطع الحواف الحادة الهواء المتحرك بسرعة كأنها شفرة، مُولِّدةً ضوضاءً اهتزازية عالية التردد. وعليك توجيه المصنع لتنفيذ عملية توسيد (Chamfering) أو تدوير الحواف (Filleting) على كلٍّ من السطح الداخلي والخارجي لجميع فتحات التهوية الصوتية. فالحواف الناعمة تسمح للهواء بالدخول والخروج في تدفق طبقي (Laminar Flow)، مما يقلل الضوضاء ويجعل تأثيرات صوت التأرجح أنقى.
القاعدة الدنيا لعرض الشقوق :إذا كانت الشقوق ضرورية لأغراض جمالية، فيُوصى بأن يكون العرض الأدنى لها ٢٫٥ مم. فالفجوات الضيقة (مثل ١ مم) تتصرف كصفارة تحت ضغط صوتي مرتفع، ما يعيق انتقال الصوت ويُحدث ضوضاءً غريبة عالية التردد.
التأثير السداسي (النحلّي) في تصاميم الشبكات :في التصاميم متعددة الفتحات، يجب أن تكون سماكة الجدار بين الفتحات رقيقة قدر الإمكان مع الحفاظ على السلامة الإنشائية. والسبب في ذلك هو تقليل احتمال ارتداد الموجات الصوتية عن الجدران المعدنية إلى داخل التجويف، مما يحسّن الشفافية الصوتية.