Normy mechaniczne i specyfikacje inżynierskie rękojeści miecza świateł

1. Rękojeść miecza świetlnego Standardy i допuszczalne odchylenia średnicy wewnętrznej (ID)
Biorąc pod uwagę wymiary okrągłych ostrzy, nie istnieją ustalone standardy dla ostrzy o nieregularnym kształcie. Standardowe w branży rozmiary okrągłych ostrzy to 1 cal i 7/8 cala. Średnica wewnętrzna (ID) emitera rękojeści jest określana na podstawie tych dwóch rozmiarów ostrzy.
Zazwyczaj średnica wewnętrzna (ID) jest o około 0,1 mm większa od średnicy ostrza, konkretnie w zakresie od 0,05 mm do 0,15 mm. Jeśli luz jest mniejszy niż ten zakres, włożenie ostrza będzie trudne ze względu na jego własne tolerancje produkcyjne. Jeśli luz przekroczy ten zakres, ostrze będzie się kołysać i nie zostanie odpowiednio zamocowane.
„Cienkie” miecze świetlne zwykle wymagają, aby średnica otworu wylotowego (ID) była dopasowana do ostrzy o średnicy 7/8 cala. Ze względu na ograniczoną głębokość cienkich otworów wylotowych ostrze o średnicy 7/8 cala jest stosunkowo lżejsze i może być solidnie zamocowane; w przeciwnym razie prowadziłoby to do licznych skarg klientów oraz problemów z obsługą posprzedażową.
Średnica otworu (ID) części miecza świetlnego innych niż otwór wylotowy zależy od takich czynników jak estetyka projektu, rozmiar głośnika oraz wymiary szkieletu (chassis). Ogólnie rzecz biorąc, zachowanie tej samej średnicy otworu (ID) dla rękojeści co dla otworu wylotowego ułatwia montaż i produkcję. Jednolita średnica otworu (ID) w całym korpusie znacznie upraszcza obróbkę mechaniczną i istotnie obniża koszty.
2. Rękojeść miecza świetlnego Specyfikacje gwintu i integralność konstrukcyjna
Trzy najważniejsze aspekty wymiarów gwintu to gęstość gwintu, głębokość gwintu oraz grubość gwintu.
Standard gwintu w branży świetlnych mieczy to system VHC. Ogromna objętość rynkowa firmy, która wprowadziła system VHC, oraz zdolność tego systemu do spełniania wymagań związanych z „walką mieczową”, zapewniły mu niepodważalne pozycje.
Świetlne miecze z gwintem poniżej standardu VHC charakteryzują się bardzo niską wytrzymałością konstrukcyjną, przez co gwinty z aluminium są łatwo łamliwe. Choć aluminium jest powszechnie stosowanym materiałem w produkcji świetlnych mieczy, inne materiały, takie jak stal, są znacznie bardziej wytrzymałymi.
Gęstość gwintu nie powinna być zbyt wysoka (gwint drobny). Zbyt gęsty gwint jest podatny na zrywanie, zwłaszcza po procesach takich jak anodowanie lub galwanizacja. Gwint drobny utrudnia również wymianę elementów elektronicznych oraz komplikuje montaż.
Z drugiej strony zbyt grube gwinty mają tendencję do poluzowywania się w trakcie długotrwałego użytkowania, co wymaga częstego dokręcania i negatywnie wpływa na doświadczenie użytkownika. Gęstość gwintu może się różnić w zależności od zastosowanego procesu wykończeniowego; na przykład gwinty pokrywane metodą elektrolityczną powinny być grubsze, aby zapewnić wystarczającą luz między zwojami na materiał powłoki, zapobiegając wypełnieniu się szczelin i uszkodzeniu lub zaklinowaniu gwintów.

Jeśli głębokość gwintu jest zbyt mała, gwinty są podatne na pęknięcie. W szczególnych przypadkach przejście na stal może rozwiązać problemy wynikające ze zbyt małej głębokości gwintu.
Jeśli ścianka gwintu jest zbyt cienka, gwinty są narażone na pęknięcie. Jeśli średnica wewnętrzna (ID) jest stała, grubość gwintu można zwiększyć poprzez zwiększenie średnicy zewnętrznej (OD). Jeśli średnica zewnętrzna (OD) jest stała, grubość gwintu można zwiększyć poprzez zmniejszenie średnicy wewnętrznej (ID) – jak to ma miejsce w sekcjach o cienkim gardle. W określonych sytuacjach rozwiązaniem dla zbyt cienkich ścianek gwintu jest zastosowanie stali.
3. Uchwyt miecza świetlnego Systemy utrzymywania ostrza
Utrzymywanie ostrza zwykle odbywa się za pomocą śrub dociskowych (śruby utrzymujące). Położenie otworów nie powinno być symetryczne; ogólnie najbardziej stabilnym rozwiązaniem jest trójkątny układ otworów. Nawet jeśli otwory wywiercone są symetrycznie, śruby nie powinny być dokręcane w sposób symetryczny w celu zabezpieczenia ostrza. Zabezpieczenie ostrza przez jego dociskanie do wewnętrznej ścianki rękojeści jest bardziej stabilne niż zastosowanie śrub dociskających inne śruby.
W przypadku światełmieczy o cienkiej rękojeści ze względu na ograniczoną przestrzeń w emiterze często stosuje się wydłużony emitter wyłącznie do utrzymywania ostrza, podczas gdy krótki emitter pełni jedynie funkcję „zatyczki ostrza”, zapewniając prawidłowe proporcje światełmiecza.
Najczęstszym problemem związanych z ukrytymi otworami utrzymującymi jest to, że luźne śruby mogą naciskać na wewnętrzną koszulkę rękojeści, powodując zaklinowanie emitera i uniemożliwiające zabezpieczenie ostrza. Aby rozwiązać ten problem, otwór pod śrubę musi być zagłębiony w głąb o kilka milimetrów.
Niektóre miecze bojowe dostępne obecnie na rynku mocują ostrze bez użycia śrub, opierając się zamiast tego na specjalnej płytce PCB po stronie ostrza ramy która blokuje się w dolnej części emitera. Zewnętrzne pierścień ramy płytki PCB jest większy niż samo ostrze. Podczas montażu emitter najpierw nasuwa się na ostrze, a następnie dokręca do korpusu miecza. Dzięki temu ostrze zostaje zablokowane w miejscu bez konieczności stosowania śrub do generowania nacisku, co czyni całość bardziej wygodną i stabilną.
4. Korpus świetlnego miecza Odprowadzanie ciepła
Do oświetlenie podstawowe w świetlnych mieczach sam korpus pełni rolę masywnego odprowadzania ciepła. Aby osiągnąć wysoką jasność, moduł LED wymaga wysokiego prądu oraz diod LED o dużej mocy. Odprowadzanie ciepła wyłącznie za pomocą małych radiatorów lub kleju termoprzewodzącego umieszczonych wewnątrz korpusu nie zapewnia wystarczającej skuteczności.
Dlatego też metalowy moduł LED rdzenia świetlnego miecza z oświetleniem podstawowym staje się bardzo gorący, gdy nie jest zamontowany w korpusie, a elementy plastikowego korpusu znajdujące się w pobliżu modułu LED mogą się stopić.
Gdy rdzeń jest zamontowany w metalowej rękojeści, rękojeść pełni funkcję radiatora dla modułu LED. Dlatego też światło bazujące na rękojeści rękojeści lekko się nagrzewają w trakcie użytkowania. Jednak ciepło to jest kontrolowane i, przy założonej metalowej rękojeści, nie spowoduje oparzeń skóry.
5. Rękojeść miecza świetlnego Inżynieria akustyczna i fizyka rezonansu
5.1.Rezonans Helmholtza — klucz do basów
Kamera rezonansowa miecza świetlnego stanowi zasadniczo rezonator Helmholtza. Podobnie jak dmuchanie nad otworem butelki piwa powoduje powstanie „brzęczenia”, tak wnęka na końcu miecza świetlnego wzmacnia określone częstotliwości dźwięku.
Zasada fizyczna
f = v/(2π) √(A/(VL))
Gdzie V to objętość wnęki, A to powierzchnia otworu wentylacyjnego, a L to długość kanału wentylacyjnego.
Wytyczne dla fabryk
Odległość od powierzchni membrany głośnika do wewnętrznej ściany główki jest krytyczna.
Dla standardowych głośników o średnicy 24 mm lub 28 mm zalecana jest przestrzeń rezonansowa o głębokości 15–25 mm.
Zbyt mała odległość (<10 mm): Dźwięk staje się „płaski”, a wysokie tony – przebijające, ponieważ fale niskich częstotliwości nie mają wystarczającej przestrzeni do wytworzenia się.
Optymalna odległość (15–25 mm): Pozwala na powstanie optymalnych fal stojących, znacznie wzmocniając głębię basów.
Zbyt duża odległość (>40 mm): Dźwięk staje się mętny, a jego głośność maleje z powodu strat podczas transmisji.
5.2. Anihilacja fazowa i uszczelnienie — klucz do głośności
Jest to najczęstszy błąd popełniany przez fabryki. Podczas pracy głośnika membrana porusza się do przodu, sprężając powietrze (fala czołowa), jednocześnie tworząc za sobą obszar rozrzedzonego powietrza (fala tylna). Jeśli te dwie fale nie są od siebie izolowane, mieszają się one wokół krawędzi głośnika, powodując anihilację fazową.
Zjawisko fizyczne: ciśnienie dodatnie + ciśnienie ujemne = brak dźwięku (bas praktycznie całkowicie znika).
Wytyczne dla fabryk
Położenie montażowe głośnika musi być całkowicie szczelne. Nie może występować żadna nieszczelność powietrzna pomiędzy rdzeń a metalową ścianą wewnętrzną, lub głośnik musi być w całości uszczelniony klejem wewnątrz rdzeń .
Standard testowy :Poinstruuj fabrykę: jeśli po zmontowaniu dźwięk staje się głośniejszy po zamknięciu otworu wentylacyjnego lub staje się bardzo cichy i wysokotonowy, wystąpił tzw. „zwarcie fazowe”, co wskazuje na niewłaściwą szczelność.
5.3. Impedancja akustyczna i powierzchnia otworów wentylacyjnych
Dźwięk wymaga przepływu powietrza, aby się rozchodził. Jeśli otwory wentylacyjne na końcu rękojeści są źle zaprojektowane, wywołają turbulencje, powodując szum „wiatru” zamiast jasnego dźwięku.
Logika fizyczna :Każdy dźwięk wymaga wypychania powietrza. Jeśli otwory wentylacyjne są zbyt małe i powietrze nie może być wypychane, membrana głośnika zostaje „zablokowana” przez ciśnienie zwrotne, co powoduje nagłą redukcję głośności.
Wytyczne dla fabryk
Zasada minimalnej powierzchni otworów wentylacyjnych :Całkowita powierzchnia wszystkich otworów wentylacyjnych na gałce musi stanowić co najmniej 20–30% skutecznej powierzchni membrany głośnika.
Ukryte pułapki wentylacyjne :W wielu replikach mieczy świetlnych otwory dźwiękowe umieszczane są po bokach (ukryte), aby odpowiadały rekwizytom z filmów. Bez obliczeń akustycznych te wąskie szczeliny znacznie tłumią wysokie częstotliwości, pozostawiając jedynie przytłaczający bas. Jeśli konieczne są ukryte otwory wentylacyjne, całkowitą przepuszczalność powietrza należy zapewnić poprzez zwiększenie liczby szczelin.
5.odbicie akustyczne materiału
Twardsze materiały są lepsze :aluminium stopu 6061 charakteryzuje się lepszym współczynnikiem odbicia akustycznego niż tworzywa sztuczne.
Obróbka ścian wewnętrznych :Gładkie metalowe ściany wewnętrzne wspomagają odbicie dźwięku, ale mogą również generować fale stojące powodujące przebijające dźwięki.
Zaawansowane projekty dla fabryk premium :Na ścianach wewnętrznych komory rezonansowej można zaprojektować delikatne gwinty lub tekstury. Pomaga to rozbić fale stojące wysokich częstotliwości, czyniąc dźwięk „czystszy” oraz zmniejszając metaliczny, przenikliwy brzmieniowy efekt.
5.5.Podstawowa różnica fizyczna: stosunek obwodu do powierzchni
Gdy dźwięk przechodzi przez otwór, nie chodzi jedynie o propagację fali, lecz także o szybki przepływ powietrza (szczególnie przy wysokim poziomie głośności i intensywnych wibracjach niskich częstotliwości).
Okrągłe otwory
Właściwości fizyczne :Koło ma najmniejszy stosunek obwodu do powierzchni. Oznacza to, że przy tej samej powierzchni otworu okrągły otwór generuje najmniejsze tarcie na krawędzi.
Wydajność akustyczna :Przepływ powietrza jest najbardziej gładki, z minimalnymi zawirowaniami. Dźwięk jest dynamiczny i solidny. Uderzenie basu jest silniejsze, ponieważ kolumna powietrza jest wypychana w bardziej skoncentrowany sposób.
Automaty
Właściwości fizyczne :Przy tej samej powierzchni szczeliny mają dłuższe obwody. Przepływ powietrza wzdłuż długich krawędzi generuje większe tarcie na krawędzi.
Wydajność akustyczna :Jeśli szczeliny są zbyt wąskie (szerokość < 2 mm), łatwo mogą powodować dźwięk „świszczącego wiatru” lub „syczenia” (podobnie jak przy fiszku). Może to zaburzać oryginalny dźwięk świetlnego miecza – „Hum”, czyniąc go „brudnym”. Zaletą jest jednak to, że konstrukcje radialne ze szczelinami często pozwalają uzyskać większą całkowitą powierzchnię otworów przy ograniczonym średnicy gałki, co zwiększa ogólną głośność.
Odpowiedź częstotliwości
Bas :Fale niskich częstotliwości są bardzo długie (od dziesiątek centymetrów do metrów), dlatego nie są wrażliwe na kształt otworów. O ile całkowita powierzchnia otworów jest wystarczająca, różnice w jakości basu między otworami okrągłymi a szczelinami są niewielkie.
Cisza :Fale wysokich częstotliwości są krótkie i kierunkowe. Okrągłe otwory mają tendencję do tworzenia bardziej skoncentrowanych wiązek dźwięków wysokotonowych. Szczeliny lub siatki powodują bardziej złożone zjawisko dyfrakcji, które może poprawić rozpraszanie dźwięku, ale ostre krawędzie mogą obciąć część szczegółów w zakresie wysokich częstotliwości.
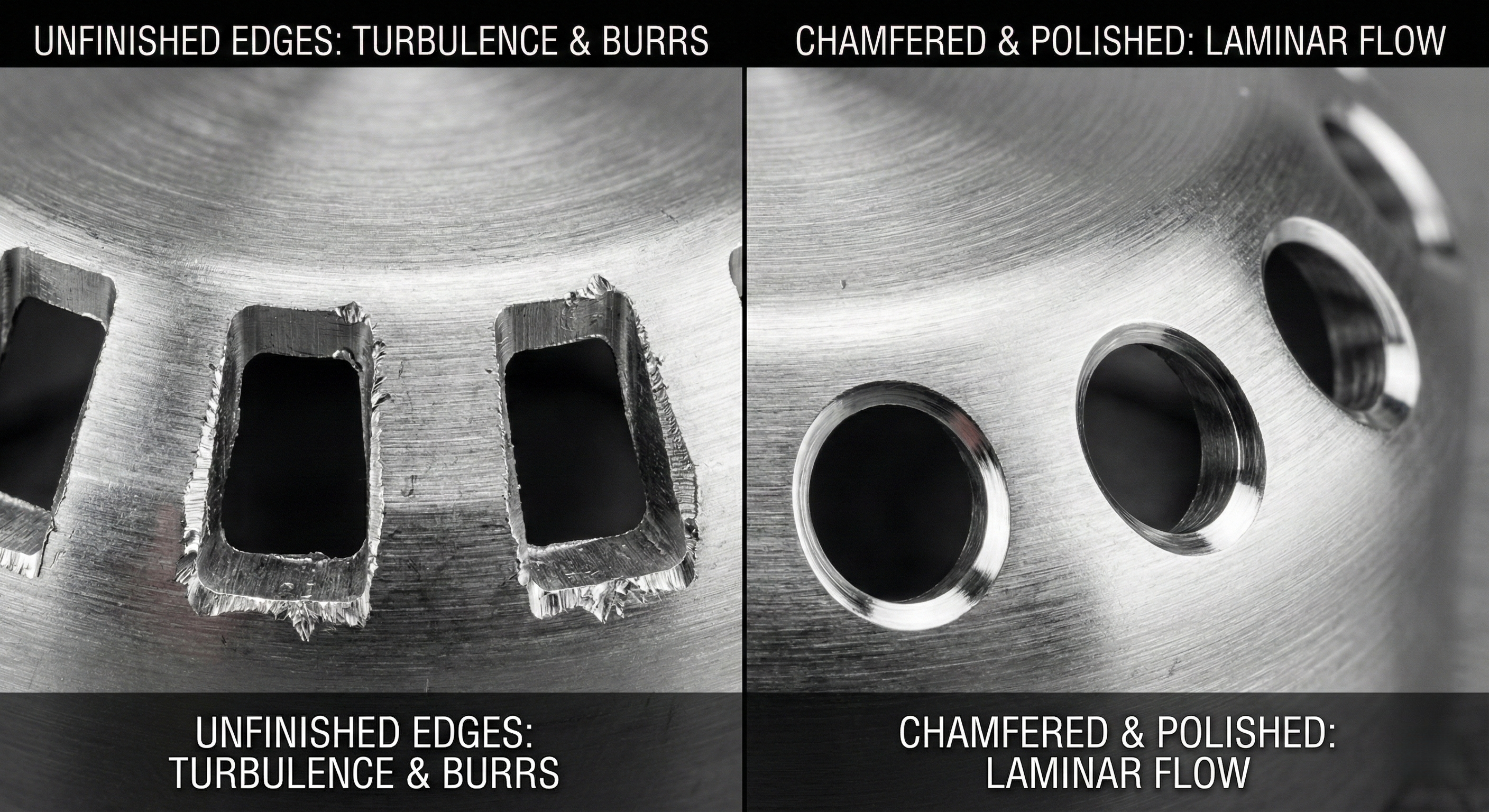
„Tajemny składnik” produkcji
Fazowanie / usuwanie wybojów — kluczowy etap :Niezależnie od tego, czy otwory są okrągłe, czy szczelinowe, krawędzie wykonane frezarką CNC są zazwyczaj prostokątne (90 stopni). Ostre krawędzie tną szybko poruszające się powietrze jak ostrze, generując hałas turbulencji o wysokiej częstotliwości. Należy poinstruować zakład produkcyjny, aby wykonał fazowanie lub zaokrąglenie krawędzi na wnętrzu i zewnętrzu wszystkich otworów wentylacyjnych. Gładkie krawędzie umożliwiają wpływanie i wypływanie powietrza w przepływie laminarnym, co zmniejsza hałas i czyni efekty dźwiękowe ruchu wahadła bardziej czystymi.
Reguła minimalnej szerokości dla szczelin :Jeśli ze względów estetycznych konieczne są szczeliny, zalecana jest minimalna szerokość wynosząca 2,5 mm. Wąskie szczeliny (np. 1 mm) działają jak gwizdek przy wysokim ciśnieniu akustycznym, utrudniając przepływ dźwięku i generując dziwny hałas o wysokiej częstotliwości.
Efekt plastra miodu w projektach siatek :W przypadku projektów wielootworowych grubość przegrody między otworami powinna być jak najmniejsza, przy jednoczesnym zachowaniu integralności konstrukcyjnej. Powód: zmniejsza to prawdopodobieństwo odbijania się fal dźwiękowych od ścian metalowych z powrotem do wnęki, poprawiając przeźroczystość akustyczną.