Standard meccanici e specifiche ingegneristiche per l'impugnatura del lightsaber

1. Manico dello spadone laser Standard e tolleranze per il diametro interno (ID)
Considerando le dimensioni delle lame circolari, non esistono standard fissi per lame di forma irregolare. Le dimensioni standard del settore per le lame circolari sono 1 pollice e 7/8 di pollice. Il diametro interno (ID) dell’emettitore del manico è determinato sulla base di queste due dimensioni per le lame.
In genere, il diametro interno (ID) è circa 0,1 mm maggiore rispetto a quello della lama, in particolare compreso tra 0,05 mm e 0,15 mm. Se il gioco è inferiore a tale intervallo, la lama risulterà difficile da inserire a causa delle proprie tolleranze di fabbricazione. Se invece il gioco supera tale intervallo, la lama oscillerà e non verrà fissata saldamente.
i lightsaber con impugnatura sottile ("thin-neck") richiedono generalmente un diametro interno (ID) dell'emettitore adatto a lame da 7/8 di pollice. A causa della limitata profondità degli emettitori sottili, la lama da 7/8 di pollice risulta relativamente più leggera e può essere fissata in modo sicuro; in caso contrario, si verificherebbero numerosi reclami da parte dei clienti e problemi post-vendita.
Il diametro interno (ID) delle parti del lightsaber diverse dall'emettitore è determinato da fattori quali l'estetica del design, le dimensioni dell'altoparlante e quelle del telaio. In generale, mantenere costante l'ID dell'impugnatura in linea con quello dell'emettitore facilita l'assemblaggio e la produzione. Un ID uniforme lungo l'intero corpo semplifica notevolmente la lavorazione meccanica e riduce in modo significativo i costi.
2. Impugnatura del lightsaber Specifiche filettature e integrità strutturale
I tre aspetti più critici delle dimensioni della filettatura sono la densità del filetto, la profondità del filetto e lo spessore del filetto.
Lo standard di filettatura nel settore dei lightsaber è il sistema VHC. Il volume di mercato estremamente elevato dell'azienda che ha introdotto il sistema VHC, unito alla capacità di quest'ultimo di soddisfare i requisiti per il "combattimento con il lightsaber", ne ha consolidato uno status inattaccabile.
I lightsaber con filettature inferiori allo standard VHC presentano una resistenza strutturale molto bassa, rendendo facile la rottura dei filetti in lega di alluminio. Sebbene la lega di alluminio sia il materiale più comune per i lightsaber, altri materiali come l'acciaio offrono una resistenza notevolmente superiore.
La densità del filetto non deve essere eccessivamente elevata (filettatura fine). Filettature troppo dense tendono a sfilarsi, specialmente dopo processi come l'anodizzazione o la galvanica. Inoltre, i filetti fini rendono difficoltosa la sostituzione dei componenti elettronici e complicano l'assemblaggio.
Al contrario, filettature eccessivamente grossolane tendono a allentarsi durante un utilizzo prolungato, richiedendo serraggi frequenti e compromettendo l'esperienza utente. La densità della filettatura può variare in base ai diversi processi di finitura; ad esempio, le filettature elettrodeposte devono essere più grossolane per garantire un gioco sufficiente al materiale di placcatura, evitando che i vuoti si riempiano e causino lo strappo o il grippaggio delle filettature.

Se la profondità della filettatura è troppo ridotta, quest’ultima è soggetta a rottura. In casi particolari, la sostituzione con acciaio può risolvere i problemi causati da una profondità insufficiente della filettatura.
Se lo spessore della parete filettata è troppo sottile, la filettatura è soggetta a frattura. Se il diametro interno (ID) è fisso, lo spessore della filettatura può essere aumentato incrementando il diametro esterno (OD). Se invece il diametro esterno (OD) è fisso, lo spessore della filettatura può essere aumentato riducendo il diametro interno (ID), come avviene nelle sezioni con collo sottile. In determinati scenari, l’utilizzo dell’acciaio rappresenta la soluzione per pareti filettate troppo sottili.
3. Impugnatura per spada laser Sistemi di ritenzione della lama
Il fissaggio della lama avviene generalmente mediante viti di bloccaggio (viti di ritenzione). Le posizioni dei fori non devono essere simmetriche; un pattern triangolare di fori è generalmente il più stabile. Anche qualora i fori siano realizzati in modo simmetrico, le viti non devono essere inserite in modo simmetrico per fissare la lama. Fissare la lama premendola contro la parete interna dell'impugnatura risulta più stabile rispetto all'utilizzo di viti che agiscono l'una contro l'altra.
Per i lightsaber con impugnatura sottile, a causa dello spazio limitato presente nell'emettitore, si utilizza spesso un emettitore allungato specificamente per il fissaggio della lama, mentre l'emettitore corto funge esclusivamente da "tappo per la lama" per mantenere le proporzioni corrette del lightsaber.
Il problema più comune legato ai fori nascosti per il fissaggio è che le viti allentate possono premere contro la guaina interna dell'impugnatura, causando il blocco dell'emettitore e rendendo impossibile il fissaggio della lama. Per risolvere questo problema, il foro per la vite deve essere ricavato con una fresatura interna di alcuni millimetri.
Alcune spade da combattimento attualmente presenti sul mercato fissano la lama senza viti, ricorrendo invece a una scheda a circuito stampato (PCB) specializzata posizionata sul lato della lama scocca che si innesta nella parte inferiore dell’emettitore. L’anello esterno del telaio della PCB è più grande della lama stessa. Durante il montaggio, l’emettitore viene prima fatto scorrere sulla lama e quindi avvitato sull’impugnatura. Ciò fissa saldamente la lama senza dover ricorrere a viti per esercitare pressione, rendendo il sistema più comodo e stabile.
4. Impugnatura del lightsaber Dissipazione del calore
Per illuminazione alla base nei lightsaber, l’impugnatura stessa funge da enorme dissipatore di calore. Per ottenere un’elevata luminosità, il modulo LED richiede corrente elevata e LED ad alta potenza. Affidarsi esclusivamente a piccoli dissipatori o ad adesivi termici all’interno del telaio interno non è sufficiente per una dissipazione efficace del calore.
Questo spiega perché il modulo LED in metallo di un nucleo di lightsaber con illuminazione alla base diventa estremamente caldo quando non è installato nell’impugnatura e perché i componenti in plastica del telaio vicini al modulo LED possono fondersi.
Una volta che nucleo è installato nell'impugnatura metallica, quest'ultima funge da dissipatore termico per il modulo LED. Questo è il motivo per cui spada laser con illuminazione alla base le impugnature risultano leggermente calde durante l'uso. Tuttavia, questo calore è controllato e, con l'impugnatura metallica montata, non provoca ustioni cutanee.
5. Impugnatura della spada laser Ingegneria acustica e fisica della risonanza
5.1.Risonanza di Helmholtz — La chiave per i bassi
La camera di risonanza di una spada laser è essenzialmente un risonatore di Helmholtz. Proprio come soffiare sull’imboccatura di una bottiglia di birra genera un suono "ronzante", la cavità posta all’estremità della spada laser amplifica specifiche frequenze sonore.
Principio fisico
f = v/(2π) √(A/(VL))
Dove V è il volume della cavità, A è l’area dell’apertura di ventilazione e L è la lunghezza del canale di ventilazione.
Linee guida per le fabbriche
La distanza tra la superficie della membrana dell’altoparlante e la parete interna del pomo è critica.
Per altoparlanti standard da 24 mm o 28 mm, si raccomanda uno spazio di risonanza compreso tra 15 mm e 25 mm.
Distanza troppo breve (< 10 mm): Il suono diventa "piatto" e le frequenze alte risultano stridenti, poiché le onde a bassa frequenza non dispongono dello spazio necessario per formarsi.
Distanza ideale (15–25 mm): Consente la formazione ottimale delle onde stazionarie, migliorando in modo significativo la profondità dei bassi.
Distanza troppo lunga (> 40 mm): Il suono diventa confuso e il volume diminuisce a causa delle perdite di trasmissione.
5.2. Cancellazione di fase e tenuta stagna — La chiave per ottenere un volume elevato
Questo è l’errore più comune commesso dalle fabbriche. Quando un altoparlante è in funzione, la membrana si muove in avanti comprimendo l’aria (onda frontale), generando contemporaneamente aria rarefatta sul retro (onda posteriore). Se queste due onde non vengono isolate, si mescolano ai bordi dell’altoparlante causando una cancellazione di fase.
Fenomeno fisico: pressione positiva + pressione negativa = suono nullo (le basse frequenze scompaiono quasi completamente).
Linee guida per le fabbriche
La posizione di montaggio dell'altoparlante deve essere completamente ermetica. Non devono esserci perdite d'aria tra il nucleo e la parete interna in metallo, oppure l'altoparlante deve essere sigillato completamente con adesivo all'interno del nucleo .
Norma di prova :Istruire lo stabilimento: se il suono diventa più forte quando lo sfiato viene ostruito dopo l'assemblaggio, oppure se il suono diventa molto debole e acuto, si è verificato un "cortocircuito di fase", indicativo di una tenuta insufficiente.
5.3. Impedenza acustica e superficie di sfiato
Il suono richiede un flusso d'aria per propagarsi. Se gli sfiati posti all'estremità del manico sono progettati in modo inadeguato, genereranno turbolenze, producendo un rumore di vento tipo "sibilo" anziché un'audio chiaro.
Logica fisica :Tutti i suoni richiedono la spinta dell'aria. Se gli sfiati sono troppo piccoli e l'aria non può fuoriuscire, la membrana dell'altoparlante risulta "bloccata" dalla pressione retrostante, causando un improvviso calo del volume.
Linee guida per le fabbriche
Principio della superficie minima di sfiato :L'area totale di tutti gli sfiati sulla pomolo deve essere pari almeno al 20% - 30% dell'area efficace della membrana dell'altoparlante.
Sfiati nascosti :Molti lightsaber replica posizionano i fori acustici sui lati (nascosti) per riprodurre fedelmente le proprietà cinematografiche. Senza un calcolo acustico, queste fessure strette attenueranno fortemente le alte frequenze, lasciando solo bassi ovattati. Se è necessario utilizzare sfiati nascosti, il flusso d'aria totale deve essere garantito aumentando il numero di fessure.
5.4. Riflessione acustica del materiale
I materiali più rigidi sono migliori :l'alluminio 6061 presenta un tasso di riflessione acustica migliore rispetto alla plastica.
Trattamento delle pareti interne :Le pareti interne lisce in metallo favoriscono la riflessione sonora, ma possono anche generare onde stazionarie che causano suoni acuti e fastidiosi.
Progettazione avanzata per fabbriche di fascia alta :Sulle pareti interne della camera di risonanza possono essere progettati lievi filettature o texture. Ciò contribuisce a smorzare le onde stazionarie ad alta frequenza, rendendo il suono «più puro» e riducendo la durezza metallica.
5.5.Differenza fisica fondamentale: rapporto tra perimetro e area
Quando il suono attraversa un foro, non si tratta semplicemente di propagazione d’onda; esso è accompagnato da un rapido movimento d’aria (soprattutto a volumi elevati e con forti vibrazioni a bassa frequenza).
Fori Circolari
Proprietà fisiche :Il cerchio presenta il rapporto perimetro-area più piccolo. Ciò significa che, per la stessa superficie di apertura, un foro circolare genera la minore resistenza ai bordi.
Prestazioni Acustiche :Il flusso d’aria è il più regolare possibile, con turbolenza minima. Il suono risulta incisivo e compatto. L’impatto dei bassi è più marcato perché la colonna d’aria viene espulsa in modo più concentrato.
Slot
Proprietà fisiche :Per la stessa superficie, le fessure presentano un perimetro più lungo. Il movimento dell’aria lungo i bordi allungati genera una maggiore resistenza ai bordi.
Prestazioni Acustiche :Se le fessure sono troppo strette (larghezza < 2 mm), possono facilmente produrre un suono di "fischio del vento" o "sibilo" (simile al principio del fischio). Ciò può alterare il ronzio originale del lightsaber, rendendo il suono "sporco". Tuttavia, il vantaggio è che i design a fessura radiale possono spesso ottenere un’area di apertura totale maggiore su un diametro limitato del pomolo, aumentando così la potenza sonora complessiva.
Risposta in frequenza
Bassi :Le lunghezze d’onda delle frequenze basse sono molto lunghe (decimetri fino a metri), rendendole insensibili alla forma dei fori. A condizione che l’area totale sia sufficiente, vi è poca differenza nei bassi tra fori rotondi e fessure.
Acuti :Le lunghezze d’onda delle alte frequenze sono brevi e direzionali. I fori rotondi tendono a generare fasci di alte frequenze più concentrati. Le fessure o le griglie provocano una diffrazione più complessa, che può migliorare la diffusione sonora, ma, se i bordi sono affilati, possono attenuare alcuni dettagli alle alte frequenze.
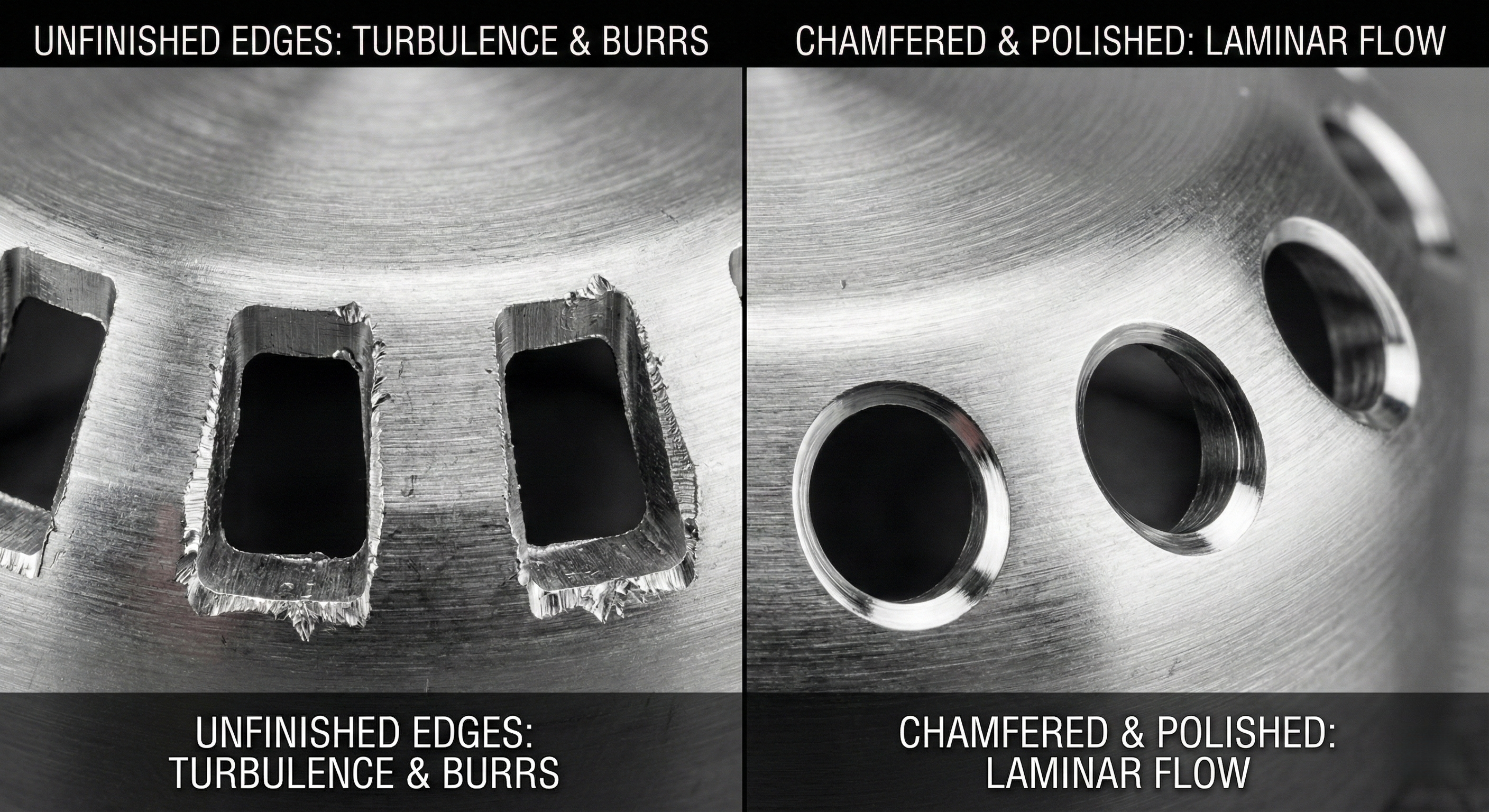
Il "segreto industriale" della produzione
Sbavatura / Smussatura — Il passaggio critico :Che si tratti di fori rotondi o di fessure, i bordi lavorati a CNC sono generalmente a spigolo vivo (90 gradi). Gli spigoli affilati tagliano l'aria in rapido movimento come una lama, generando rumore turbolento ad alta frequenza. Richiedere alla fabbrica di eseguire una smussatura o un arrotondamento sia sull'intero perimetro interno che su quello esterno di tutte le prese d'aria acustiche. Bordi levigati consentono all'aria di entrare e uscire con flusso laminare, riducendo il rumore e rendendo gli effetti sonori dell'oscillazione più puri.
Regola della larghezza minima per le fessure :Se le fessure sono necessarie per motivi estetici, si raccomanda una larghezza minima di 2,5 mm. Interstizi stretti (ad esempio 1 mm) agiscono come un fischietto sotto elevata pressione sonora, ostacolando la propagazione del suono e generando strani rumori ad alta frequenza.
Effetto alveolare per le griglie forate :Nei disegni con più fori, lo spessore della maglia tra i fori deve essere il più sottile possibile, pur mantenendo l'integrità strutturale. Motivo: ciò riduce la probabilità che le onde sonore rimbalzino sulle pareti metalliche rientrando nella cavità, migliorando la trasparenza acustica.