Normas mecánicas y especificaciones de ingeniería para empuñaduras de sable de luz

1. Empuñadura del sable de luz Normas y tolerancias de diámetro interior (ID)
Considerando las dimensiones de las hojas circulares, no existen normas fijas para hojas de forma irregular. Los tamaños estándar de la industria para hojas circulares son 1 pulgada y 7/8 de pulgada. El diámetro interior (ID) del emisor de la empuñadura se determina en función de estos dos tamaños de hoja.
Generalmente, el diámetro interior (ID) es aproximadamente 0,1 mm mayor que la hoja, concretamente entre 0,05 mm y 0,15 mm. Si la holgura es menor que este rango, la hoja será difícil de insertar debido a sus propias tolerancias de fabricación. Si la holgura supera este rango, la hoja se tambaleará y no quedará fijada firmemente.
las espadas láser de «cuello delgado» suelen requerir que el diámetro interior (ID) del emisor sea compatible con hojas de 7/8 de pulgada. Debido a la profundidad limitada de los emisores de cuello delgado, la hoja de 7/8 de pulgada es relativamente más ligera y puede fijarse de forma segura; de lo contrario, se generarían numerosas quejas de los clientes y problemas posventa.
El diámetro interior (ID) de las piezas de la espada láser distintas del emisor se determina en función de factores como la estética del diseño, el tamaño del altavoz y las dimensiones del chasis. En general, mantener el ID de la empuñadura consistente con el ID del emisor facilita el ensamblaje y la producción. Un ID uniforme en toda la empuñadura simplifica considerablemente el mecanizado y reduce significativamente los costes.
2. Empuñadura de la espada láser Especificaciones de rosca e integridad estructural
Los tres aspectos más críticos de las dimensiones de la rosca son la densidad de rosca, la profundidad de rosca y el espesor de rosca.
El estándar de rosca en la industria de las espadas láser es el sistema VHC. El enorme volumen de mercado de la empresa que estableció el sistema VHC, junto con la capacidad del sistema para satisfacer los requisitos de «combate con espadas láser», ha consolidado su posición inquebrantable.
Las espadas láser con roscas por debajo del estándar VHC tienen una resistencia estructural muy baja, lo que facilita la rotura de las roscas de aleación de aluminio. Aunque la aleación de aluminio es el material comúnmente utilizado en las espadas láser, otros materiales como el acero son mucho más resistentes.
La densidad de rosca no debe ser demasiado alta (rosca fina). Las roscas excesivamente densas son propensas a desgastarse o deshilacharse, especialmente tras procesos como el anodizado o la galvanoplastia. Asimismo, las roscas finas dificultan la sustitución de componentes electrónicos y complican el montaje.
Por el contrario, las roscas excesivamente gruesas tienden a aflojarse durante un uso prolongado, lo que requiere ajustes frecuentes y afecta la experiencia del usuario. La densidad de la rosca puede variar según los distintos procesos de acabado; por ejemplo, las roscas galvanizadas deben ser más gruesas para garantizar un juego suficiente para el material de recubrimiento, evitando que los huecos se llenen y provoquen el deshilachamiento o el agarrotamiento de las roscas.

Si la profundidad de la rosca es demasiado reducida, esta es propensa a romperse. En casos especiales, cambiar al acero puede resolver los problemas causados por una profundidad insuficiente de la rosca.
Si la pared de la rosca es demasiado delgada, esta es probable que se fracture. Si el diámetro interior (ID) está fijado, la rosca puede reforzarse aumentando el diámetro exterior (OD). Si el diámetro exterior (OD) está fijado, la rosca puede reforzarse reduciendo el diámetro interior (ID), como ocurre en las secciones de cuello delgado. En escenarios específicos, el uso de acero constituye la solución para paredes de rosca demasiado delgadas.
3. Empuñadura de sable de luz Sistemas de sujeción de la hoja
La retención de la hoja normalmente utiliza tornillos de fijación (tornillos de retención). Las posiciones de los orificios no deben ser simétricas; generalmente, un patrón triangular de orificios es el más estable. Incluso si se taladran orificios simétricos, los tornillos no deben colocarse de forma simétrica para fijar la hoja. Fijar la hoja presionándola contra la pared interna de la empuñadura resulta más estable que hacer que los tornillos presionen contra otros tornillos.
En los sables de luz de cuello delgado, debido al espacio limitado en el emisor, suele utilizarse un emisor alargado específicamente para la retención de la hoja, mientras que el emisor corto sirve únicamente como «tapón de hoja» para mantener las proporciones exactas del sable de luz.
El problema más frecuente con los orificios de retención ocultos es que los tornillos sueltos pueden presionar contra la funda interna de la empuñadura, provocando que el emisor se bloquee e impidiendo así fijar la hoja. Para resolverlo, el orificio del tornillo debe rebajarse varios milímetros hacia el interior.
Algunas espadas de combate actualmente disponibles en el mercado fijan la hoja sin tornillos, confiando en su lugar en una PCB especializada ubicada en el lado de la hoja chasis que se bloquea en la parte inferior del emisor. El anillo exterior del bastidor de la PCB es más grande que la propia hoja. Durante el montaje, primero se desliza el emisor sobre la hoja y luego se atornilla al mango. Esto fija la hoja en su posición sin necesidad de tornillos para ejercer presión, lo que resulta más práctico y estable.
4. Mango de sable de luz Disipación de calor
Para iluminación desde la base en los sables de luz, el mango mismo actúa como un disipador de calor de gran tamaño. Para lograr una alta luminosidad, el módulo LED requiere corriente elevada y LEDs de alta potencia. Confiar únicamente en pequeños disipadores de calor o en adhesivos térmicos dentro del chasis interno resulta insuficiente para una disipación térmica eficaz.
Esto explica por qué el módulo LED metálico de un núcleo de sable de luz con iluminación desde la base se calienta extremadamente cuando no está instalado en el mango, y por qué los componentes plásticos del chasis cercanos al módulo LED pueden fundirse.
Una vez que núcleo se instala en la empuñadura metálica, esta actúa como disipador de calor para el módulo LED. Por eso sable de luz iluminado desde la base las empuñaduras se sienten ligeramente cálidas durante su uso. Sin embargo, este calor está controlado y, con la empuñadura metálica acoplada, no causará quemaduras en la piel.
5. Empuñadura del sable de luz Ingeniería acústica y física de la resonancia
5.1.Resonancia de Helmholtz: la clave del grave
La cámara de resonancia de un sable de luz es esencialmente un resonador de Helmholtz. Al igual que soplar sobre el borde de la boca de una botella de cerveza genera un sonido «zumbido», la cavidad situada en el extremo del sable de luz amplifica frecuencias sonoras específicas.
Principio físico
f = v/(2π) √(A/(VL))
Donde V es el volumen de la cavidad, A es el área de la abertura y L es la longitud del canal de ventilación.
Directrices para fábricas
La distancia entre la superficie del diafragma del altavoz y la pared interior del pomo es crítica.
Para altavoces estándar de 24 mm o 28 mm, se recomienda un espacio de resonancia de 15 mm a 25 mm.
Distancia demasiado corta (< 10 mm): El sonido se vuelve "plano" y los agudos resultan penetrantes, ya que las ondas de baja frecuencia carecen del espacio necesario para formarse.
Distancia ideal (15–25 mm): Permite la formación óptima de ondas estacionarias, mejorando significativamente la profundidad de los graves.
Distancia demasiado larga (> 40 mm): El sonido se vuelve turbio y el volumen disminuye debido a la pérdida por transmisión.
5.2. Cancelación de fase y sellado: la clave del volumen
Este es el error más común cometido por las fábricas. Cuando un altavoz opera, el cono se desplaza hacia adelante para comprimir el aire (onda frontal), mientras que simultáneamente genera aire enrarecido detrás de él (onda posterior). Si estas dos ondas no están aisladas, se mezclarán alrededor de los bordes del altavoz, provocando cancelación de fase.
Fenómeno físico: presión positiva + presión negativa = sonido nulo (los graves desaparecen casi por completo).
Directrices para fábricas
La posición de montaje del altavoz debe ser completamente hermética. No debe haber fugas de aire entre el núcleo y la pared interior metálica, o bien el altavoz debe sellarse por completo con adhesivo dentro del núcleo .
Estándar de prueba :Indicar a la fábrica: si el sonido se vuelve más fuerte al tapar la abertura de ventilación tras el ensamblaje, o si el sonido se vuelve muy tenue y agudo, ha ocurrido un "cortocircuito de fase", lo que indica un sellado deficiente.
5.3. Impedancia acústica y área de ventilación
El sonido requiere flujo de aire para propagarse. Si las aberturas de ventilación en el extremo de la empuñadura están mal diseñadas, generarán turbulencia, produciendo un ruido de viento tipo "siseo" en lugar de audio claro.
Lógica física :Todo sonido requiere desplazar aire. Si las aberturas de ventilación son demasiado pequeñas y el aire no puede expulsarse, el diafragma del altavoz queda "bloqueado" por la presión de retroceso, provocando una caída brusca del volumen.
Directrices para fábricas
Principio del área mínima de ventilación :El área total de todas las aberturas en la empuñadura debe ser al menos del 20 % al 30 % del área efectiva del diafragma del altavoz.
Trampas de ventilación ocultas :Muchos sables de luz réplica colocan los orificios de sonido en los laterales (ocultos) para imitar los accesorios de las películas. Sin cálculo acústico, estas estrechas ranuras atenuarán fuertemente las frecuencias altas, dejando únicamente graves apagados. Si resulta necesario utilizar ventilaciones ocultas, el caudal de aire total debe garantizarse aumentando el número de ranuras.
5.reflexión acústica del material
Los materiales más duros son mejores :el aluminio 6061 tiene una tasa de reflexión acústica superior a la del plástico.
Tratamiento de las paredes interiores :Las paredes interiores lisas de metal favorecen la reflexión del sonido, pero también pueden generar ondas estacionarias que provocan sonidos agudos y penetrantes.
Diseño avanzado para fábricas de gama alta :En las paredes interiores de la cámara de resonancia se pueden diseñar finos filetes o texturas. Esto ayuda a descomponer las ondas estacionarias de alta frecuencia, logrando un sonido «más puro» y reduciendo la aspereza metálica.
5.5.Diferencia física fundamental: relación perímetro-área
Cuando el sonido atraviesa un orificio, no se trata únicamente de la propagación de una onda; va acompañado de un movimiento rápido del aire (especialmente a volúmenes elevados y vibraciones de baja frecuencia intensas).
Agujeros redondos
Propiedades físicas :El círculo tiene la menor relación perímetro-área. Esto significa que, para la misma superficie de abertura, un orificio circular presenta la menor fricción en el borde.
Desempeño acústico :El flujo de aire es el más uniforme, con turbulencia mínima. El sonido es contundente y sólido. El impacto de los graves es más fuerte porque la columna de aire se expulsa de forma más concentrada.
Las máquinas tragamonedas
Propiedades físicas :Para la misma superficie, las ranuras tienen perímetros más largos. El aire que circula por bordes alargados genera mayor fricción en el borde.
Desempeño acústico :Si las ranuras son demasiado estrechas (anchura < 2 mm), pueden producir fácilmente un sonido de «silbido del viento» o «silbido sibilante» (similar al principio del silbido). Esto puede contaminar el zumbido original del sable de luz, haciendo que el sonido sea «impuro». Sin embargo, la ventaja es que los diseños radiales de ranuras suelen lograr un área total de apertura mayor en un diámetro limitado del pomel, aumentando así la intensidad sonora general.
Respuesta de frecuencia
Graves :Las longitudes de onda de baja frecuencia son muy largas (decímetros a metros), lo que las hace insensibles a la forma de los orificios. Siempre que el área total sea suficiente, hay poca diferencia en la reproducción de graves entre orificios redondos y ranuras.
Agudos :Las longitudes de onda de alta frecuencia son cortas y direccionalmente más marcadas. Los orificios redondos tienden a formar haces de alta frecuencia más concentrados. Las ranuras o mallas provocan una difracción más compleja, lo que puede mejorar la difusión sonora, pero, si los bordes son afilados, pueden eliminar ciertos matices de alta frecuencia.
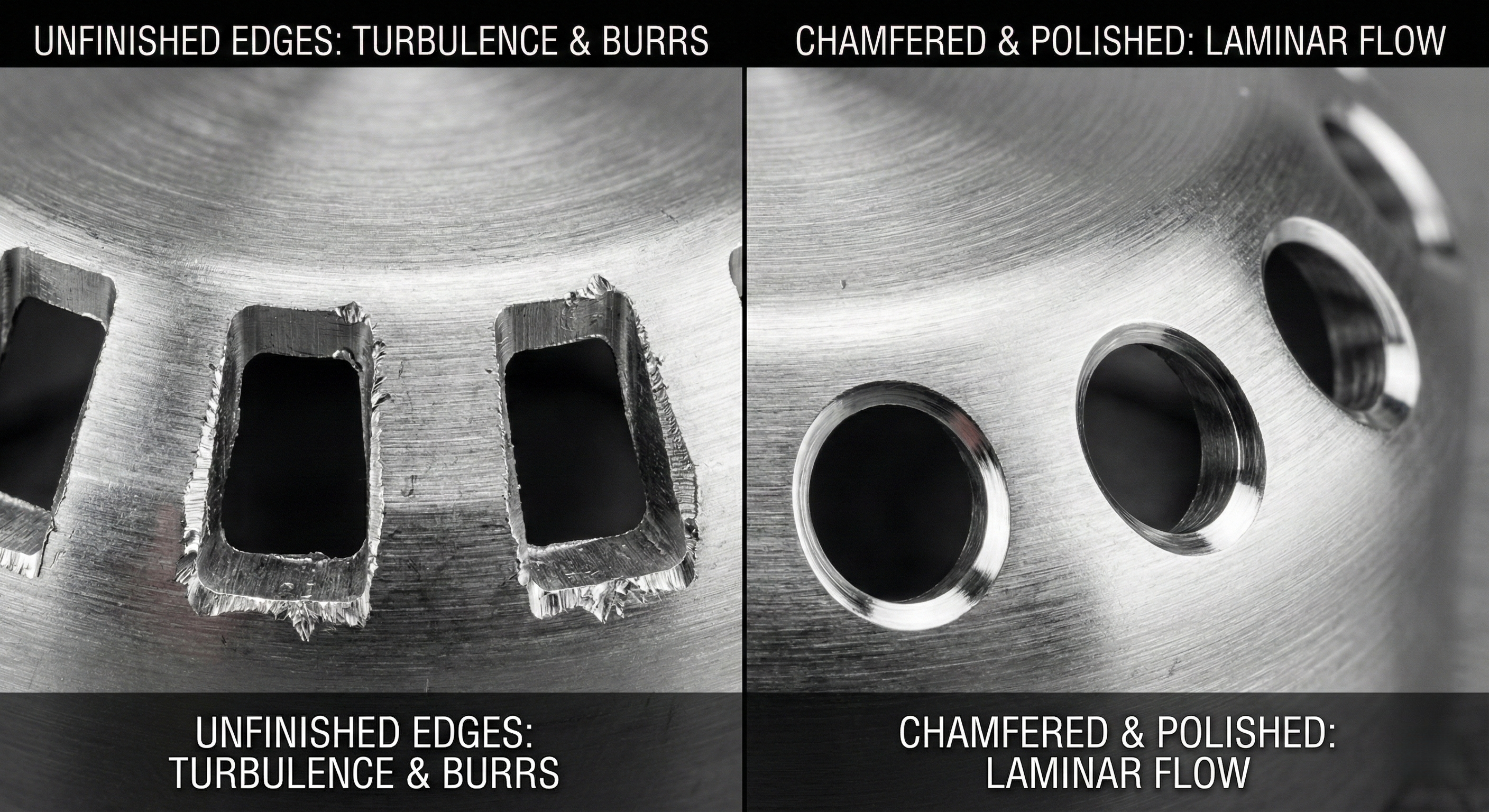
La «fórmula secreta» para la fabricación
Chaflanado / Eliminación de rebabas — El paso crítico :Ya sean agujeros redondos o ranuras, los bordes mecanizados mediante CNC suelen ser perpendiculares (de 90 grados). Los bordes afilados cortan el aire en rápido movimiento como una cuchilla, generando ruido turbulento de alta frecuencia. Indique a la fábrica que realice biselado o redondeo tanto en el interior como en el exterior de todas las rejillas acústicas. Los bordes lisos permiten que el aire entre y salga en régimen laminar, reduciendo el ruido y haciendo que los efectos sonoros del balanceo sean más puros.
Regla de anchura mínima para ranuras :Si las ranuras son necesarias por motivos estéticos, se recomienda una anchura mínima de 2,5 mm. Las aberturas estrechas (por ejemplo, 1 mm) actúan como una silbato bajo alta presión sonora, obstruyendo el paso del sonido y generando ruidos extraños de alta frecuencia.
Efecto panal en diseños de malla :En diseños con múltiples orificios, el espesor del material entre los orificios debe ser lo más reducido posible sin comprometer la integridad estructural. Razón: esto disminuye la probabilidad de que las ondas sonoras reboten contra las paredes metálicas y vuelvan a la cavidad, mejorando la transparencia acústica.