มาตรฐานเชิงกลและข้อกำหนดทางวิศวกรรมสำหรับด้ามแสงดาบ

1. ด้ามจับแสงดาบเลเซอร์ มาตรฐานและค่าความคลาดเคลื่อนของเส้นผ่านศูนย์กลางภายใน (ID)
เมื่อพิจารณาจากมิติของใบมีดแบบวงกลม จะไม่มีมาตรฐานที่แน่นอนสำหรับใบมีดที่มีรูปร่างไม่สม่ำเสมอ ขนาดใบมีดแบบวงกลมตามมาตรฐานอุตสาหกรรมคือ 1 นิ้ว และ 7/8 นิ้ว โดยเส้นผ่านศูนย์กลางภายใน (ID) ของส่วนปล่อยลำแสงที่ด้ามจับจะถูกกำหนดขึ้นตามขนาดใบมีดทั้งสองขนาดนี้
โดยทั่วไป ขนาดเส้นผ่านศูนย์กลางด้านใน (ID) จะใหญ่กว่าใบมีดประมาณ 0.1 มม. โดยเฉพาะอย่างยิ่งอยู่ในช่วง 0.05–0.15 มม. หากช่องว่างเล็กกว่าช่วงนี้ ใบมีดจะสอดเข้าไปได้ยากเนื่องจากความคลาดเคลื่อนในการผลิตของตัวใบมีดเอง หากช่องว่างใหญ่กว่าช่วงนี้ ใบมีดจะสั่นคลอนและไม่สามารถยึดแน่นได้
แสงดาบแบบ "คอเรียว" มักต้องการให้ขนาดเส้นผ่านศูนย์กลางด้านใน (ID) ของส่วนปล่อยลำแสงพอดีกับใบมีดขนาด 7/8 นิ้ว เนื่องจากความลึกของส่วนปล่อยลำแสงแบบคอเรียวมีจำกัด ใบมีดขนาด 7/8 นิ้วจึงมีน้ำหนักค่อนข้างเบาและสามารถยึดแน่นได้อย่างมั่นคง มิฉะนั้นจะก่อให้เกิดปัญหาการร้องเรียนจากลูกค้าและปัญหาหลังการขายจำนวนมาก
ขนาดเส้นผ่านศูนย์กลางด้านใน (ID) ของชิ้นส่วนแสงดาบอื่นๆ นอกเหนือจากส่วนปล่อยลำแสง จะถูกกำหนดโดยปัจจัยต่างๆ เช่น รูปลักษณ์เชิงการออกแบบ ขนาดของลำโพง และมิติของโครงแชสซี โดยทั่วไป การรักษาขนาด ID ของด้ามแสงดาบให้สอดคล้องกับขนาด ID ของส่วนปล่อยลำแสงจะช่วยให้การประกอบและการผลิตเป็นไปอย่างสะดวกยิ่งขึ้น การใช้ขนาด ID ที่สม่ำเสมอตลอดทั้งตัวด้ามจะทำให้กระบวนการกลึงง่ายขึ้นมากและลดต้นทุนลงอย่างมีนัยสำคัญ
2. ด้ามแสงดาบ ข้อกำหนดเกี่ยวกับเกลียวและความแข็งแรงเชิงโครงสร้าง
สามด้านที่สำคัญที่สุดของมิติเกลียวคือ ความหนาแน่นของเกลียว ความลึกของเกลียว และความหนาของเกลียว
มาตรฐานเกลียวในอุตสาหกรรมไลท์เซเบอร์คือระบบ VHC ปริมาณตลาดขนาดใหญ่ของบริษัทผู้ก่อตั้งระบบ VHC ร่วมกับความสามารถของระบบในการรองรับข้อกำหนดด้าน "การต่อสู้ด้วยเซเบอร์" ได้ทำให้สถานะของระบบดังกล่าวมั่นคงและไม่อาจเปลี่ยนแปลงได้
ไลท์เซเบอร์ที่มีเกลียวต่ำกว่ามาตรฐาน VHC มีความแข็งแรงเชิงโครงสร้างต่ำมาก จึงทำให้เกลียวโลหะผสมอลูมิเนียมหักได้ง่าย แม้ว่าโลหะผสมอลูมิเนียมจะเป็นวัสดุที่ใช้กันทั่วไปสำหรับไลท์เซเบอร์ แต่วัสดุอื่นๆ เช่น เหล็ก มีความแข็งแรงมากกว่าอย่างเห็นได้ชัด
ความหนาแน่นของเกลียวไม่ควรสูงเกินไป (เกลียวละเอียด) เกลียวที่แน่นเกินไปมีแนวโน้มจะลอกหรือเสียหาย โดยเฉพาะหลังกระบวนการต่างๆ เช่น การชุบออกซิเดชัน (anodizing) หรือการชุบไฟฟ้า (electroplating) นอกจากนี้ เกลียวละเอียดยังทำให้การเปลี่ยนชิ้นส่วนอิเล็กทรอนิกส์เป็นเรื่องยาก และการประกอบก็ยุ่งยากขึ้นด้วย
ในทางกลับกัน รอยเกลียวที่หยาบเกินไปมักจะหลวมตัวลงระหว่างการใช้งานเป็นเวลานาน จึงจำเป็นต้องขันให้แน่นซ้ำๆ บ่อยครั้ง และส่งผลต่อประสบการณ์การใช้งานของผู้ใช้ ความหนาแน่นของเกลียวอาจแตกต่างกันไปตามกระบวนการตกแต่งผิวที่ใช้ เช่น สำหรับเกลียวที่ผ่านการชุบด้วยไฟฟ้า (electroplated) ควรออกแบบให้หยาบกว่าปกติเพื่อให้มีระยะว่างเพียงพอสำหรับวัสดุชุบ ป้องกันไม่ให้ช่องว่างถูกเติมเต็มจนทำให้เกลียวเสียหายหรือติดขัด

หากความลึกของเกลียวตื้นเกินไป เกลียวจะมีแนวโน้มหักได้ง่าย ในกรณีพิเศษ การเปลี่ยนไปใช้วัสดุเหล็กสามารถแก้ไขปัญหาที่เกิดจากความลึกของเกลียวที่ตื้นได้
หากผนังเกลียวบางเกินไป เกลียวจะมีแนวโน้มร้าวหรือหักได้ง่าย หากเส้นผ่านศูนย์กลางภายใน (ID) ถูกกำหนดไว้คงที่ สามารถเพิ่มความหนาของเกลียวได้โดยการเพิ่มเส้นผ่านศูนย์กลางภายนอก (OD) แต่หากเส้นผ่านศูนย์กลางภายนอก (OD) ถูกกำหนดไว้คงที่ ก็สามารถเพิ่มความหนาของเกลียวได้โดยการลดเส้นผ่านศูนย์กลางภายใน (ID) (เช่น บริเวณส่วนคอที่บาง) ในสถานการณ์เฉพาะ การใช้วัสดุเหล็กคือวิธีแก้ปัญหาสำหรับผนังเกลียวที่บาง
3. ด้ามแสงดาบ (Lightsaber Hilt) ระบบยึดใบมีด
การยึดใบมีดมักใช้สกรูยึด (สกรูยึดใบมีด) โดยตำแหน่งรูไม่ควรจัดเรียงแบบสมมาตร; รูที่จัดเรียงเป็นรูปสามเหลี่ยมมักให้ความมั่นคงมากที่สุด แม้จะเจาะรูแบบสมมาตรก็ตาม สกรูก็ไม่ควรถูกขันเข้าไปอย่างสมมาตรเพื่อยึดใบมีด การยึดใบมีดโดยการกดให้แนบกับผนังด้านในของด้ามจะให้ความมั่นคงมากกว่าการใช้สกรูกดลงบนสกรูอื่น
สำหรับแสงดาบแบบคอเรียว เนื่องจากพื้นที่บริเวณหัวปล่อยแสง (emitter) มีจำกัด จึงมักใช้หัวปล่อยแสงแบบยาวพิเศษโดยเฉพาะเพื่อยึดใบมีด ในขณะที่หัวปล่อยแสงแบบสั้นทำหน้าที่เพียงเป็น "ปลั๊กใบมีด" เพื่อรักษาสัดส่วนที่ถูกต้องของแสงดาบ
ปัญหาที่พบบ่อยที่สุดกับรูยึดที่ซ่อนอยู่คือ สกรูหลวมอาจกดเข้ากับปลอกด้านในของด้าม ทำให้หัวปล่อยแสงติดขัดและไม่สามารถยึดใบมีดได้ วิธีแก้ไขคือต้องเว้ารูสกรูเข้าไปภายในด้ามลึกหลายมิลลิเมตร
ดาบต่อสู้บางแบบที่วางจำหน่ายอยู่ในปัจจุบันยึดใบมีดไว้โดยไม่ใช้สกรู แต่อาศัยแผงวงจรพิมพ์ (PCB) พิเศษที่ติดตั้งอยู่บริเวณด้านใบมีดแทน แชสซี ซึ่งล็อกเข้ากับส่วนล่างของอีมิตเตอร์ วงแหวนด้านนอกของโครงสร้าง PCB มีขนาดใหญ่กว่าใบมีดเอง เมื่อประกอบ ผู้ใช้จะเลื่อนอีมิตเตอร์ลงมาสวมทับใบมีดก่อน จากนั้นจึงขันอีมิตเตอร์เข้ากับด้ามจับ วิธีนี้ทำให้ใบมีดถูกล็อกอยู่ในตำแหน่งที่แน่นหนาโดยไม่จำเป็นต้องใช้สกรูเพื่อสร้างแรงกด จึงสะดวกและมีความมั่นคงมากยิ่งขึ้น
4. ด้ามแสงดาบ การระบายความร้อน
สำหรับ แบบเรืองแสงที่ฐาน สำหรับแสงดาบ ด้ามจับเองทำหน้าที่เป็นฮีตซิงค์ขนาดใหญ่ ในการบรรลุความสว่างสูง โมดูล LED จำเป็นต้องใช้กระแสไฟฟ้าสูงและ LED กำลังสูง การพึ่งพาฮีตซิงค์ขนาดเล็กหรือเทอร์มอลแอดฮีซีฟภายในโครงแชสซีเพียงอย่างเดียวจึงไม่เพียงพอต่อการระบายความร้อนอย่างมีประสิทธิภาพ
นี่คือเหตุผลที่โมดูล LED โลหะของ แกนกลางแสงดาบแบบเรืองแสงที่ฐาน จะร้อนจัดมากเมื่อไม่ได้ติดตั้งอยู่ภายในด้ามจับ และเป็นเหตุให้ชิ้นส่วนโครงแชสซีพลาสติกบริเวณใกล้เคียงกับโมดูล LED ละลายได้
เมื่อ แกน ติดตั้งเข้าไปในด้ามจับโลหะ ด้ามจับทำหน้าที่เป็นแผ่นระบายความร้อนสำหรับโมดูล LED นี่คือเหตุผลที่ ดาบแสงแบบฐานส่องสว่าง ด้ามจับจะรู้สึกอุ่นเล็กน้อยขณะใช้งาน อย่างไรก็ตาม ความร้อนนี้ถูกควบคุมไว้อย่างดี และเมื่อติดตั้งด้ามจับโลหะแล้ว จะไม่ก่อให้เกิดแผลไหม้ต่อผิวหนัง
5. ด้ามจับดาบแสง วิศวกรรมเสียงและฟิสิกส์การสั่นพ้อง
5.1.การสั่นพ้องแบบเฮล์มโฮลซ์ — กุญแจสู่เสียงเบส
ห้องสั่นพ้องของดาบแสงนั้นโดยหลักการแล้วคือเรโซเนเตอร์แบบเฮล์มโฮลซ์ คล้ายกับการเป่าลมผ่านปากขวดเบียร์ที่ทำให้เกิดเสียง "ฮัม" เปล่งออกมา โพรงที่ปลายดาบแสงจะขยายความถี่เสียงเฉพาะบางช่วง
หลักการทางกายภาพ
f = v/(2π) √(A/(VL))
โดยที่ V คือปริมาตรของโพรง A คือพื้นที่ของช่องระบายอากาศ และ L คือความยาวของช่องระบายอากาศ
แนวทางปฏิบัติสำหรับโรงงาน
ระยะห่างจากพื้นผิวไดอะแฟรมของลำโพงถึงผนังด้านในของส่วนปลายจับ (pommel) มีความสำคัญอย่างยิ่ง
สำหรับลำโพงมาตรฐานขนาด 24 มม. หรือ 28 มม. แนะนำให้มีพื้นที่เรโซแนนซ์อยู่ระหว่าง 15–25 มม.
ระยะห่างสั้นเกินไป (<10 มม.): เสียงจะฟังดู "แบน" และเสียงแหลมจะรุนแรงเกินไป เนื่องจากคลื่นความถี่ต่ำไม่มีพื้นที่เพียงพอในการก่อตัว
ระยะห่างที่เหมาะสม (15–25 มม.): ช่วยให้เกิดคลื่นนิ่ง (standing waves) ได้อย่างเหมาะสม ส่งผลให้ความลึกของเสียงเบสเพิ่มขึ้นอย่างมีนัยสำคัญ
ระยะห่างยาวเกินไป (>40 มม.): เสียงจะฟังดูพร่ามัว และระดับเสียงลดลงเนื่องจากการสูญเสียพลังงานระหว่างการส่งผ่าน
5.2. การหักล้างเฟส (Phase Cancellation) และการปิดผนึก — หัวใจสำคัญของระดับเสียง
นี่คือข้อผิดพลาดที่พบบ่อยที่สุดของโรงงาน เมื่อลำโพงทำงาน ไดอะแฟรมจะเคลื่อนที่ไปข้างหน้าเพื่ออัดอากาศ (คลื่นด้านหน้า) ขณะเดียวกันก็สร้างบริเวณที่มีความดันอากาศต่ำกว่าปกติไว้ด้านหลัง (คลื่นด้านหลัง) หากคลื่นทั้งสองนี้ไม่ถูกแยกออกจากกัน คลื่นด้านหน้าและด้านหลังจะผสมกันรอบขอบของลำโพง ทำให้เกิดปรากฏการณ์การหักล้างเฟส
ปรากฏการณ์ทางกายภาพ: ความดันบวก + ความดันลบ = เสียงศูนย์ (เบสแทบหายไปทั้งหมด)
แนวทางปฏิบัติสำหรับโรงงาน
ตำแหน่งการติดตั้งลำโพงต้องมีความแน่นสนิทสมบูรณ์แบบ แกน และผนังด้านในโลหะ หรือลำโพงต้องถูกปิดผนึกอย่างสมบูรณ์ด้วยกาวภายใน แกน .
มาตรฐานการทดสอบ :แจ้งโรงงานให้ทราบ: หากเสียงดังขึ้นเมื่ออุดช่องระบายอากาศหลังการประกอบ หรือหากเสียงเบาลงมากและมีความถี่สูงมาก แสดงว่าเกิด "วงจรลัดวงจรเฟส" ซึ่งบ่งชี้ว่าการปิดผนึกไม่ดี
5.3. อิมพีแดนซ์เชิงเสียงและพื้นที่ช่องระบายอากาศ
เสียงต้องอาศัยการไหลของอากาศในการแพร่กระจาย หากการออกแบบช่องระบายอากาศที่ปลายด้ามจับไม่เหมาะสม จะก่อให้เกิดการไหลแบบปั่นป่วน ส่งผลให้เกิดเสียงลมแบบ "ฮื้อๆ" แทนที่จะเป็นเสียงที่ชัดเจน
ตรรกะเชิงกายภาพ :เสียงทุกชนิดต้องอาศัยการดันอากาศ หากช่องระบายอากาศมีขนาดเล็กเกินไปและอากาศไม่สามารถถูกดันออกได้ ไดอะแฟรมของลำโพงจะถูก "ล็อก" ด้วยแรงดันย้อนกลับ ทำให้ระดับเสียงลดลงอย่างฉับพลัน
แนวทางปฏิบัติสำหรับโรงงาน
หลักการพื้นที่ช่องระบายอากาศขั้นต่ำ :พื้นที่รวมของช่องระบายอากาศทั้งหมดบนส่วนหัวของด้ามจับต้องมีค่าไม่น้อยกว่า 20%–30% ของพื้นที่มีประสิทธิภาพของไดอะแฟรมลำโพง
ช่องระบายอากาศแบบซ่อนอยู่ :แสงเลเซอร์ปลอมจำนวนมากวางรูเสียงไว้บริเวณด้านข้าง (แบบซ่อนอยู่) เพื่อให้ตรงกับพร็อพในภาพยนตร์ แต่หากไม่มีการคำนวณเชิงอะคูสติก รอยแสล็กแคบเหล่านี้จะลดทอนความถี่สูงอย่างรุนแรง ทำให้เหลือเพียงเสียงเบสที่ทึบและไม่ชัดเจนเท่านั้น หากจำเป็นต้องใช้ช่องระบายอากาศแบบซ่อนอยู่ ต้องรับประกันปริมาณการไหลของอากาศรวมโดยการเพิ่มจำนวนรอยแสล็ก
5.การสะท้อนเสียงของวัสดุ
วัสดุที่แข็งกว่าให้ผลดีกว่า :อลูมิเนียมเกรด 6061 มีอัตราการสะท้อนเสียงดีกว่าวัสดุพลาสติก
การบำบัดผนังด้านใน :ผนังด้านในที่เรียบและทำจากโลหะช่วยในการสะท้อนเสียง แต่อาจก่อให้เกิดคลื่นนิ่งซึ่งทำให้เกิดเสียงแหลมคม
การออกแบบขั้นสูงสำหรับโรงงานระดับไฮเอนด์ :สามารถออกแบบลายเส้นบางๆ หรือพื้นผิวสัมผัสเฉพาะบนผนังด้านในของห้องเรโซแนนซ์ได้ ซึ่งจะช่วยกระจายคลื่นนิ่งความถี่สูง ทำให้เสียงมีความ "บริสุทธิ์" มากยิ่งขึ้น และลดความรู้สึกเคืองหูจากเสียงโลหะ
5.5.ความแตกต่างทางกายภาพหลัก: อัตราส่วนระหว่างความยาวเส้นรอบรูปต่อพื้นที่
เมื่อคลื่นเสียงผ่านรูเปิด มันไม่ใช่เพียงการแพร่กระจายของคลื่นเท่านั้น แต่ยังมาพร้อมกับการเคลื่อนที่ของอากาศอย่างรวดเร็ว (โดยเฉพาะที่ระดับเสียงสูงและแรงสั่นสะเทือนความถี่ต่ำที่รุนแรง)
รูกลม
คุณสมบัติทางกายภาพ :รูปวงกลมมีอัตราส่วนระหว่างความยาวเส้นรอบรูปต่อพื้นที่น้อยที่สุด ซึ่งหมายความว่า สำหรับพื้นที่เปิดที่เท่ากัน รูทรงกลมจะมีแรงเสียดทานที่ขอบน้อยที่สุด
ประสิทธิภาพทางเสียง :การไหลของอากาศราบรื่นที่สุด โดยมีการเกิดการไหลแบบปั่นป่วนน้อยที่สุด เสียงจึงมีความคมชัดและแน่นหนา แรงกระแทกของเบสเข้มข้นยิ่งขึ้น เนื่องจากคอลัมน์อากาศถูกดันออกอย่างมีความเข้มข้นมากขึ้น
สล็อต
คุณสมบัติทางกายภาพ :สำหรับพื้นที่ที่เท่ากัน รูทรงสี่เหลี่ยมผืนผ้า (slot) จะมีความยาวเส้นรอบรูปที่ยาวกว่า การเคลื่อนที่ของอากาศผ่านขอบที่ยาวจะก่อให้เกิดแรงเสียดทานที่ขอบมากขึ้น
ประสิทธิภาพทางเสียง :หากช่องเปิดมีความแคบเกินไป (ความกว้าง < 2 มม.) จะเกิดเสียง 'หวีดลม' หรือ 'เสียงซิสซ์' ได้ง่าย (คล้ายหลักการของการเป่าปาก) ซึ่งอาจรบกวนเสียงฮัมดั้งเดิมของไลท์เซเบอร์ ทำให้เสียงฟังดู 'สกปรก' อย่างไรก็ตาม ข้อได้เปรียบคือการออกแบบช่องเปิดแบบรัศมี (radial slot) มักสามารถบรรลุพื้นที่เปิดรวมที่ใหญ่ขึ้นบนเส้นผ่านศูนย์กลางของส่วนปลายด้าม (pommel) ที่จำกัด จึงเพิ่มระดับความดังโดยรวมได้
ความถี่ตอบสนอง
เบส :ความยาวคลื่นของความถี่ต่ำมีค่าค่อนข้างยาวมาก (ตั้งแต่หน่วยเซนติเมตรจนถึงเมตร) จึงไม่ไวต่อรูปร่างของรูเปิด ตราบใดที่พื้นที่รวมเพียงพอ ก็จะมีความแตกต่างน้อยมากในประสิทธิภาพการผลิตเสียงเบสระหว่างรูกลมกับช่องเปิดแบบแนวยาว (slots)
เสียงแหลม :ความยาวคลื่นของความถี่สูงมีค่าสั้นและมีทิศทางชัดเจน รูกลมมักสร้างลำคลื่นความถี่สูงที่เข้มข้นมากกว่า ในขณะที่ช่องเปิดแบบแนวยาวหรือตาข่ายจะก่อให้เกิดการเลี้ยวเบน (diffraction) ที่ซับซ้อนยิ่งขึ้น ซึ่งอาจช่วยกระจายเสียงได้ดีขึ้น แต่หากขอบของรูหรือช่องมีความคม ก็อาจตัดรายละเอียดบางส่วนของความถี่สูงออกไป
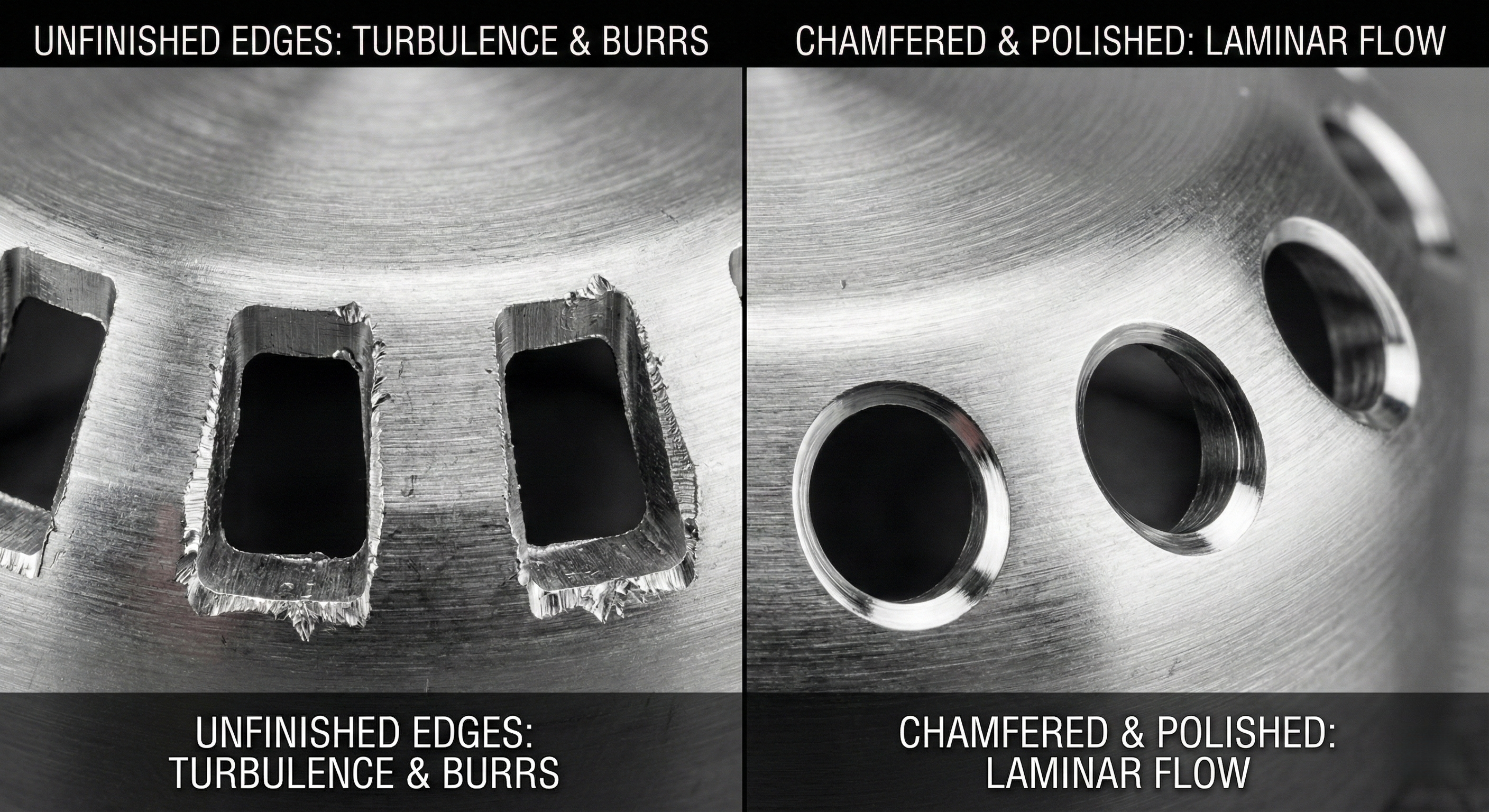
องค์ประกอบลับแห่งการผลิต
การตกแต่งขอบด้วยการเชิญมุม/กำจัดเศษโลหะ (Chamfering/Deburring) — ขั้นตอนสำคัญยิ่ง :ไม่ว่าจะเป็นรูทรงกลมหรือช่องยาว (slots) ขอบที่ผ่านการกัดด้วยเครื่อง CNC มักมีลักษณะตั้งฉาก (90 องศา) ขอบคมจะตัดผ่านอากาศที่ไหลด้วยความเร็วสูงเหมือนใบมีด ทำให้เกิดเสียงรบกวนจากความปั่นป่วน (turbulence noise) ที่มีความถี่สูง โปรดแจ้งโรงงานให้ทำการขัดขอบเอียง (chamfering) หรือขัดโค้งมน (filleting) ทั้งด้านในและด้านนอกของช่องระบายเสียงทั้งหมด ขอบที่เรียบช่วยให้อากาศไหลเข้าและออกได้อย่างสม่ำเสมอ (laminar flow) ลดเสียงรบกวน และทำให้เสียงเอฟเฟกต์จากการสั่นสะเทือนบริสุทธิ์ยิ่งขึ้น
กฎความกว้างต่ำสุดสำหรับช่องยาว (Slots) :หากจำเป็นต้องใช้ช่องยาวเพื่อความสวยงาม แนะนำให้มีความกว้างอย่างน้อย 2.5 มม. ช่องแคบๆ (เช่น 1 มม.) จะทำหน้าที่คล้ายแตร (whistle) ภายใต้ความดันเสียงสูง ส่งผลให้เสียงผ่านได้ยากและก่อให้เกิดเสียงรบกวนความถี่สูงที่ผิดปกติ
ผลโครงสร้างรังผึ้ง (Honeycomb Effect) สำหรับการออกแบบตาข่าย :สำหรับการออกแบบที่มีหลายรู ความหนาของเนื้อวัสดุระหว่างรู (web thickness) ควรบางที่สุดเท่าที่จะทำได้ โดยยังคงรักษาความแข็งแรงเชิงโครงสร้างไว้ได้ เหตุผลคือ การลดความหนาของเนื้อวัสดุนี้จะช่วยลดโอกาสที่คลื่นเสียงจะสะท้อนกลับจากผนังโลหะเข้าสู่โพรงภายใน จึงส่งผลให้ความสามารถในการส่งผ่านเสียง (acoustic transparency) ดีขึ้น