Mechanische Normen und technische Spezifikationen für Lichtschwertgriffe

1. Lichtschwertgriff Innendurchmesser-Standards und Toleranzen
Bei kreisförmigen Klingen gibt es feste Standards; für Klingen mit unregelmäßiger Form existieren hingegen keine festgelegten Normen. Die branchenüblichen Durchmesser für kreisförmige Klingen betragen 1 Zoll und 7/8 Zoll. Der Innendurchmesser (ID) des Griffs am Emitter wird anhand dieser beiden Klingengrößen bestimmt.
Im Allgemeinen ist der Innendurchmesser (ID) etwa 0,1 mm größer als die Klinge, genauer gesagt zwischen 0,05 mm und 0,15 mm. Liegt der Spalt kleiner als dieser Bereich, ist das Einsetzen der Klinge aufgrund ihrer eigenen Fertigungstoleranzen erschwert. Überschreitet der Spalt diesen Bereich, wackelt die Klinge und kann nicht fest verankert werden.
„Schlanke“-Lightsaber erfordern üblicherweise einen Emitter-Innendurchmesser (ID), der 7/8-Zoll-Klingen aufnimmt. Aufgrund der begrenzten Tiefe schmaler Emitter sind 7/8-Zoll-Klingen relativ leicht und können daher fest fixiert werden; andernfalls würden zahlreiche Kundenbeschwerden und Serviceprobleme entstehen.
Der Innendurchmesser (ID) von Lightsaber-Teilen außer dem Emitter richtet sich nach Faktoren wie Designästhetik, Lautsprechergröße und Chassisabmessungen. Im Allgemeinen erleichtert es Montage und Produktion, wenn der Griff-Innendurchmesser (ID) mit dem des Emitters übereinstimmt. Ein einheitlicher ID-Wert über den gesamten Griff hinweg vereinfacht die Bearbeitung erheblich und senkt die Kosten deutlich.
2. Lightsaber-Griff Gewindespezifikationen & strukturelle Integrität
Die drei kritischsten Aspekte der Gewindedimensionen sind die Gewindedichte, die Gewindetiefe und die Gewindestärke.
Der Gewinde-Standard in der Lightsaber-Branche ist das VHC-System. Das enorme Marktvolumen des Unternehmens, das das VHC-System etabliert hat, sowie die Fähigkeit des Systems, die Anforderungen des „Säbelkampfs“ zu erfüllen, haben dessen unangefochtene Stellung gefestigt.
Lightsabers mit Gewinden unterhalb des VHC-Standards weisen eine sehr geringe strukturelle Festigkeit auf, wodurch Aluminiumlegierungs-Gewinde leicht brechen können. Obwohl Aluminiumlegierung das übliche Material für Lightsabers ist, sind andere Materialien wie Stahl deutlich fester.
Die Gewindedichte sollte nicht zu hoch (fein) sein. Übermäßig feine Gewinde neigen besonders nach Prozessen wie Eloxieren oder Galvanisieren zum Ausreißen. Feine Gewinde erschweren zudem den Austausch elektronischer Komponenten und machen die Montage umständlich.
Umgekehrt neigen zu grobe Gewinde dazu, sich bei längerer Nutzung zu lockern, was häufiges Nachziehen erfordert und die Benutzererfahrung beeinträchtigt. Die Gewindedichte kann je nach unterschiedlichen Oberflächenbehandlungsverfahren variieren; beispielsweise sollten elektroplattierte Gewinde etwas grober ausgeführt werden, um einen ausreichenden Spielraum für das Plattiermaterial sicherzustellen und zu verhindern, dass die Gewindegänge durch das Beschichtungsmaterial verstopfen und dadurch das Gewinde beschädigt oder festläuft.

Ist die Gewindetiefe zu gering, sind die Gewinde bruchanfällig. In besonderen Fällen kann der Wechsel auf Stahl Probleme beheben, die durch eine zu geringe Gewindetiefe verursacht wurden.
Ist die Gewindewand zu dünn, besteht die Gefahr, dass die Gewinde brechen. Ist der Innendurchmesser (ID) fest vorgegeben, kann die Gewindewand durch Vergrößerung des Außendurchmessers (OD) verdickt werden. Ist der Außendurchmesser (OD) fest vorgegeben, kann die Gewindewand durch Verringerung des Innendurchmessers (ID) verdickt werden (wie beispielsweise in den dünnwandigen Halsabschnitten). In bestimmten Szenarien stellt der Einsatz von Stahl die Lösung für zu dünne Gewindewände dar.
3. Lichtschwertgriff Klingensicherungssysteme
Die Klingenaufnahme erfolgt üblicherweise mittels Spannschrauben (Halteschrauben). Die Bohrungspositionen sollten nicht symmetrisch angeordnet sein; ein dreieckiges Bohrmuster ist im Allgemeinen am stabilsten. Selbst wenn symmetrische Bohrungen angefertigt werden, dürfen die Schrauben nicht symmetrisch zur Befestigung der Klinge eingesetzt werden. Eine Klinge wird stabiler gehalten, wenn sie gegen die innere Wand des Griffes gedrückt wird, als wenn Schrauben gegen andere Schrauben drücken.
Bei Lichtschwertern mit schmalem Griff ist aufgrund des begrenzten Platzes im Emitter häufig ein verlängerter Emitter speziell für die Klingenaufnahme vorgesehen, während der kurze Emitter lediglich als „Klingeneinsatz“ dient, um die korrekten Proportionen des Lichtschwerts zu bewahren.
Das häufigste Problem bei verdeckten Halteschraubenbohrungen besteht darin, dass lose Schrauben gegen die innere Griffhülse drücken können, wodurch der Emitter blockiert wird und die Klinge nicht mehr sicher befestigt werden kann. Um dieses Problem zu lösen, muss die Schraubenbohrung um mehrere Millimeter nach innen versenkt werden.
Einige Kampfschwerter, die derzeit auf dem Markt erhältlich sind, sichern die Klinge ohne Schrauben und verlassen sich stattdessen auf eine spezielle, klingenseitige Leiterplatte fahrgestell die am unteren Ende des Emitters einrastet. Der äußere Ring des Leiterplattenrahmens ist größer als die Klinge selbst. Bei der Montage wird der Emitter zunächst über die Klinge geschoben und anschließend am Griff festgeschraubt. Dadurch wird die Klinge fixiert, ohne dass zusätzliche Druckschrauben erforderlich wären – was die Handhabung komfortabler und die Befestigung stabiler macht.
4. Lichtschwertgriff Wärmeableitung
Zur grundbeleuchtet bei Lichtschwertern dient der Griff selbst als massiver Kühlkörper. Um eine hohe Helligkeit zu erreichen, benötigt das LED-Modul hohe Stromstärken und leistungsstarke LEDs. Die alleinige Verwendung kleiner Kühlkörper oder thermischer Klebstoffe innerhalb des internen Gehäuses reicht für eine wirksame Wärmeableitung nicht aus.
Dies erklärt, warum das metallische LED-Modul eines grundbeleuchteten Lichtschwertkerns extrem heiß wird, wenn es nicht im Griff eingebaut ist, und warum die Kunststoffgehäusekomponenten in der Nähe des LED-Moduls schmelzen können.
Sobald das kern in den metallenen Griff eingebaut ist, fungiert der Griff als Kühlkörper für das LED-Modul. Daher basisbeleuchtetes Lichtschwert fühlen sich die Griffe während des Gebrauchs leicht warm an. Diese Wärme ist jedoch kontrolliert und verursacht bei angebrachtem metallischem Griff keine Hautverbrennungen.
5. Lichtschwertgriff Akustiktechnik und Resonanzphysik
5.1.Helmholtz-Resonanz — Der Schlüssel zum Bass
Die Resonanzkammer eines Lichtschwerts ist im Wesentlichen ein Helmholtz-Resonator. Genau wie das Überblasen des Halses einer Bierflasche einen „summenden“ Ton erzeugt, verstärkt der Hohlraum am Ende des Lichtschwerts bestimmte Schwingungsfrequenzen.
Physikalisches Prinzip
f = v/(2π) √(A/(VL))
Dabei ist V das Volumen des Hohlraums, A die Öffnungsfläche und L die Länge des Lüftungskanals.
Richtlinien für Fabriken
Der Abstand von der Membranoberfläche des Lautsprechers zur Innenwand des Griffstücks ist entscheidend.
Für Standardlautsprecher mit 24 mm oder 28 mm wird ein Resonanzraum von 15 mm bis 25 mm empfohlen.
Zu geringer Abstand (< 10 mm): Der Klang wirkt „abgeflacht“ und die Höhen werden schrill, da den niederfrequenten Wellen der Raum zur Entstehung fehlt.
Idealer Abstand (15–25 mm): Ermöglicht optimale stehende Wellen und verbessert dadurch deutlich die Tiefe des Basses.
Zu großer Abstand (> 40 mm): Der Klang wird verschwommen und die Lautstärke nimmt aufgrund von Übertragungsverlusten ab.
5.2. Phasenauslöschung und Dichtung – Der Schlüssel zur Lautstärke
Dies ist der häufigste Fehler, den Fabriken machen. Wenn ein Lautsprecher in Betrieb ist, bewegt sich die Membran nach vorne, um die Luft zu komprimieren (Frontwelle), und erzeugt gleichzeitig hinter sich verdünnte Luft (Rückwelle). Werden diese beiden Wellen nicht voneinander isoliert, vermischen sie sich am Rand des Lautsprechers, was zu einer Phasenauslöschung führt.
Physikalisches Phänomen: Positiver Druck + Negativer Druck = Kein Schall (Bass verschwindet nahezu vollständig).
Richtlinien für Fabriken
Die Montageposition des Lautsprechers muss vollständig luftdicht sein. Es dürfen keine Luftlecks zwischen dem kern und der metallischen Innenwand bestehen, oder der Lautsprecher muss innerhalb des kern .
Teststandard :Anweisung an die Fabrik: Wenn der Klang lauter wird, sobald die Öffnung nach der Montage verschlossen wird, oder wenn der Klang sehr leise und hochfrequent wird, ist ein „Phasenkurzschluss“ aufgetreten, was auf eine unzureichende Dichtung hinweist.
5.3. Akustische Impedanz und Entlüftungsfläche
Schall benötigt Luftstrom, um sich auszubreiten. Sind die Schallentlüftungsöffnungen am Ende des Griffes schlecht konstruiert, erzeugen sie Turbulenzen, was zu einem „pfeifenden“ Windgeräusch statt zu klarer Audioausgabe führt.
Physikalische Logik :Jeder Schall erfordert das Verdrängen von Luft. Sind die Entlüftungsöffnungen zu klein und kann die Luft nicht ausgestoßen werden, wird die Lautsprechermembran durch den Gegendruck „blockiert“, was zu einem plötzlichen Lautstärkeabfall führt.
Richtlinien für Fabriken
Prinzip der minimalen Entlüftungsfläche :Die Gesamtfläche aller Lüftungsöffnungen am Griffstück muss mindestens 20 % bis 30 % der effektiven Fläche der Lautsprechermembran betragen.
Versteckte Lüftungsfallen :Viele Nachbau-Lichtschwerter platzieren Schalllöcher an den Seiten (versteckt), um Film-Requisiten nachzubilden. Ohne akustische Berechnung dämpfen diese schmalen Schlitze die Hochfrequenzen stark, wodurch lediglich gedämpfter Bass verbleibt. Falls versteckte Lüftungsöffnungen erforderlich sind, muss der gesamte Luftstrom durch Erhöhung der Anzahl der Schlitze gewährleistet werden.
5.4. Akustische Reflexion des Materials
Härtere Materialien sind besser :6061-Aluminium weist eine bessere akustische Reflexionsrate als Kunststoff auf.
Behandlung der Innenwände :Glatte metallische Innenwände unterstützen die Schallreflexion, können jedoch auch stehende Wellen erzeugen, die durchdringende Geräusche verursachen.
Fortgeschrittene Konstruktion für High-End-Fertigungsbetriebe :Schwache Gewinde oder Strukturen können an den Innenwänden der Resonanzkammer gestaltet werden. Dies hilft, stehende Hochfrequenzwellen zu brechen, wodurch der Klang „reiner“ wird und metallische Härte reduziert wird.
5.5.Kernphysikalischer Unterschied: Verhältnis von Umfang zu Fläche
Wenn Schall durch eine Öffnung hindurchtritt, handelt es sich nicht nur um Wellenausbreitung; sie geht einher mit einer schnellen Luftbewegung (insbesondere bei hohen Lautstärken und starken niederfrequenten Schwingungen).
Runde Löcher
Physikalische Eigenschaften :Der Kreis weist das kleinste Verhältnis von Umfang zu Fläche auf. Das bedeutet, dass bei gleicher Öffnungsfläche ein runder Loch die geringste Randreibung aufweist.
Akustische Leistung :Die Luftströmung ist am glattesten und weist minimale Turbulenzen auf. Der Klang ist präzise und solide. Der Bass-Impact ist stärker, weil die Luftsäule konzentrierter nach außen gedrückt wird.
Spielautomaten
Physikalische Eigenschaften :Bei gleicher Fläche weisen Schlitzöffnungen längere Umfänge auf. Die Luftbewegung entlang langer Ränder erzeugt mehr Randreibung.
Akustische Leistung :Wenn die Schlitze zu schmal sind (Breite < 2 mm), können sie leicht ein „Pfeifen“ oder „Zischen“ erzeugen (ähnlich dem Prinzip des Pfeifens). Dadurch kann das ursprüngliche Summen des Lichtschwertes beeinträchtigt werden, sodass der Klang „verschmutzt“ wirkt. Der Vorteil besteht jedoch darin, dass radiale Schlitzdesigns bei begrenztem Griffel-Durchmesser oft eine größere gesamte Öffnungsfläche erreichen können, wodurch die Gesamtlautstärke erhöht wird.
Frequenzantwort
Bass :Niederfrequente Wellenlängen sind sehr lang (Dezimeter bis Meter) und daher wenig empfindlich gegenüber der Lochform. Solange die gesamte Öffnungsfläche ausreichend ist, bestehen kaum Unterschiede im Bassbereich zwischen runden Löchern und Schlitzen.
Hochtöner :Hochfrequente Wellenlängen sind kurz und gerichtet. Runde Löcher erzeugen tendenziell konzentriertere hochfrequente Schallstrahlen. Schlitze oder Maschen führen zu komplexerer Beugung, was die Schallverteilung verbessern kann; scharfe Kanten können jedoch jedoch Details im Hochfrequenzbereich abschneiden.
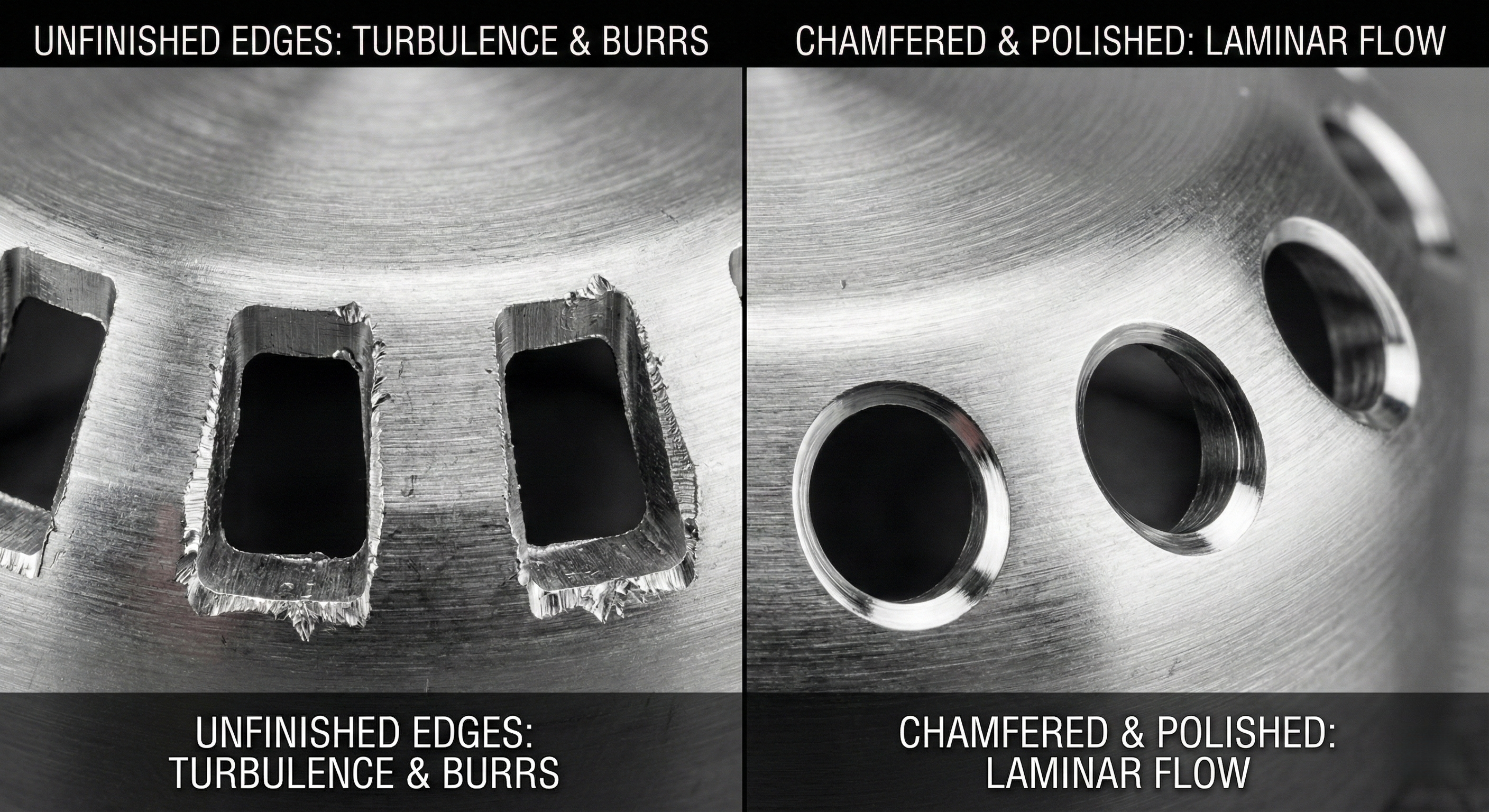
Die ‚Geheime Zutat‘ für die Fertigung
Abschrägen/Entgraten — Der entscheidende Schritt :Ob runde Löcher oder Schlitze – CNC-bearbeitete Kanten sind in der Regel rechtwinklig (90 Grad). Scharfe Kanten schneiden wie eine Klinge durch schnell strömende Luft und erzeugen hochfrequentes Turbulenzgeräusch. Weisen Sie das Werk an, alle Schallöffnungen innen und außen zu fasen oder abzurunden. Glatte Kanten ermöglichen einen laminaren Luftstrom beim Ein- und Austritt, wodurch Geräusche reduziert und die Schwingungs-Soundeffekte reiner werden.
Mindestbreitenregel für Schlitze :Falls Schlitze aus ästhetischen Gründen erforderlich sind, wird eine Mindestbreite von 2,5 mm empfohlen. Schmale Spalte (z. B. 1 mm) wirken unter hohem Schalldruck wie eine Pfeife, behindern den Schallfluss und erzeugen seltsames hochfrequentes Geräusch.
Waben-Effekt bei Gitter-Designs :Bei Mehrloch-Designs sollte die Stegdicke zwischen den Löchern so gering wie möglich gehalten werden, ohne die strukturelle Integrität zu beeinträchtigen. Grund: Dadurch verringert sich die Wahrscheinlichkeit, dass Schallwellen an den Metallwänden reflektiert und zurück in den Hohlraum geworfen werden, was die akustische Transparenz verbessert.