ライトセーバーヒルトの機械的規格および工学仕様

1. ライトセーバー・ハルト 内径(ID)規格および公差
円形ブレードの寸法を考慮すると、不規則形状のブレードには固定された規格が存在しません。業界標準の円形ブレードサイズは1インチおよび7/8インチです。ハルトのエミッター内径(ID)は、この2つのブレードサイズに基づいて決定されます。
通常、内径(ID)はブレードよりも約0.1mm大きく、具体的には0.05mm~0.15mmの範囲です。この範囲より隙間が狭いと、ブレード自体の製造公差により挿入が困難になります。逆に、この範囲より隙間が広いと、ブレードがガタつき、しっかりと固定できなくなります。
「スリムネック」タイプのライトセーバーでは、エミッターの内径(ID)が7/8インチブレードに対応する必要があります。スリムネック型エミッターは深さが限られているため、7/8インチのブレードは比較的軽量であり、確実に固定できます。そうでないと、多数の顧客からの苦情およびアフターサービス問題が発生します。
エミッター以外のライトセーバー部品の内径(ID)は、デザインの美観、スピーカーのサイズ、シャーシの寸法などの要因によって決定されます。一般的に、ハルト全体の内径(ID)をエミッターの内径(ID)と一致させることで、組立および生産が容易になります。本体全体で内径(ID)を統一すれば、機械加工が大幅に簡素化され、コストも著しく削減されます。
2. ライトセーバーハルト ねじ仕様および構造的強度
ねじの寸法において最も重要な3つの要素は、ねじ山密度、ねじ山深さ、およびねじ山厚さです。
ライトセーバー業界におけるねじ規格はVHCシステムです。このVHCシステムを確立した企業の膨大な市場規模に加え、同システムが「セイバー・コンバット」の要件をサポートできる点が評価され、その不動の地位が確立されています。
VHC規格を下回るねじを備えたライトセーバーは構造強度が非常に低く、アルミニウム合金製のねじが簡単に折れてしまいます。ライトセーバーではアルミニウム合金が一般的な素材ですが、鋼鉄などの他の素材ははるかに強度が高いです。
ねじ山密度は高すぎ(細かすぎ)てはなりません。密すぎるねじ山は、特に陽極酸化処理や電気めっきなどの工程後に剥離しやすくなります。また、細かいねじ山は電子部品の交換を困難にし、組み立て作業も煩雑になります。
逆に、ねじ山が粗すぎると、長期間の使用中に緩みやすくなり、頻繁な締め直しが必要となり、ユーザー体験に悪影響を及ぼします。ねじ山の密度(ピッチ)は、仕上げ工程によって異なります。例えば、電気めっき処理を行う場合は、めっき材が十分な隙間を確保できるよう、ねじ山をやや粗く設定する必要があります。これにより、溝が埋まることを防ぎ、ねじ山の剥離や焼き付きを防止します。

ねじ山の深さが浅すぎると、ねじ山が破断しやすくなります。特殊なケースでは、鋼材への変更によって、ねじ山の深さが浅いことに起因する問題を解決できます。
ねじ山の壁厚が薄すぎると、ねじ山が破断しやすくなります。内径(ID)が固定されている場合、外径(OD)を大きくすることでねじ山を太くできます。逆に外径(OD)が固定されている場合、内径(ID)を小さくすることでねじ山を太くできます(細首部などに見られる構造です)。特定の状況では、ねじ山の壁厚が薄い問題に対して鋼材の採用が解決策となります。
3. ライトセーバー・ヒルト ブレード保持機構
ブレードの固定には通常、止めねじ(固定用ねじ)が使用されます。穴の位置は対称的であってはならず、一般的に三角形の穴配置が最も安定性が高いです。たとえ対称的な位置に穴をあけたとしても、ブレードを固定する際にはねじを対称的に締め付けてはいけません。ブレードをヒルトの内壁に押し当てて固定する方法は、ねじ同士が互いに押し合う方式よりも安定性が高くなります。
細首タイプのライトセイバーでは、エミッター内部のスペースが限られているため、ブレード固定専用に延長型エミッターがよく用いられます。一方、短いエミッターは、ライトセイバーの正確なプロポーションを維持するための「ブレードプラグ」の役割のみを果たします。
隠蔽式固定穴で最もよく見られる問題は、緩んだねじがヒルト内部のスリーブに接触し、エミッターが固着してブレードを確実に固定できなくなることです。この問題を解決するには、ねじ穴を数ミリメートル内側に沈め込む必要があります。
現在市場に出回っている一部の戦闘用サバーサーバーでは、ブレードをネジで固定せず、代わりに専用のブレード側PCB(プリント基板)で固定しています。 チャシス このPCBはエミッター底部に嵌め込まれます。PCBフレームの外周はブレード自体よりも大きくなっています。組立時には、まずエミッターをブレードに通し、その後ハルトにねじ止めします。これにより、圧力をかけるためのネジを必要とせずにブレードを確実に固定でき、より便利かつ安定した構造となります。
4. ライトセイバー・ハルト 熱放散
のための ベース発光 ライトセイバーにおいては、ハルト自体が非常に大きなヒートシンクとして機能します。高輝度を実現するためには、LEDモジュールに高電流および高出力LEDが必要です。内部シャーシ内に設置された小型ヒートシンクや熱伝導接着剤だけに頼っては、効果的な放熱が十分に行えません。
そのため、 ベース発光型ライトセイバーのコア に搭載された金属製LEDモジュールは、ハルトに装着されていない状態で極端に高温になり、またLEDモジュール付近のプラスチック製シャーシ部品が溶けることがあります。
一度 コア 金属製のハルトに取り付けられると、ハルトがLEDモジュールの放熱器として機能します。そのため、 ベースライト式ライトセーバー ハルトは使用中にわずかに温かく感じられます。ただし、この熱は制御されており、金属製ハルトが装着されている状態では、皮膚のやけどを引き起こすことはありません。
5. ライトセーバーハルト 音響工学および共鳴物理学
5.1.ヘルムホルツ共鳴——低音再生の鍵
ライトセーバーの共鳴チャンバーは、本質的にヘルムホルツ共振器です。ビール瓶の首の部分に向かって息を吹きかけると「ブーン」という音が生じるのと同様に、ライトセーバー先端の空洞部が特定の周波数の音を増幅します。
物理的原理
f = v / (2π) √(A / (VL))
ここで、Vは空洞部の容積、Aは通気口面積、Lは通気路長さです。
工場向けガイドライン
スピーカーのダイアフラム表面からペルム(柄頭)内壁までの距離は極めて重要です。
標準的な24mmまたは28mmスピーカーの場合、共鳴空間として15mm~25mmが推奨されます。
距離が短すぎると(<10mm):低周波数帯の音波が形成されるのに十分な空間が確保されず、音が「平板」になり、高音域が刺さったような印象になります。
理想的な距離(15~25mm):定在波が最適に形成され、低音の深みが大幅に向上します。
距離が長すぎると(>40mm):音が濁り、伝送損失により音量が低下します。
5.2. 位相キャンセルと密閉性——音量確保の鍵
これは工場で最もよく見られる誤りです。スピーカーが動作すると、コーンが前方へ動き空気を圧縮(前方波)すると同時に、後方には希薄化した空気(後方波)が発生します。この前方波と後方波が遮断されていない場合、スピーカーの周辺部で両波が混ざり合い、位相キャンセルが生じます。
物理現象:正圧+負圧=ゼロサウンド(低音がほぼ完全に消失)。
工場向けガイドライン
スピーカーの取付位置は完全に気密でなければなりません。スピーカーと金属製内壁の間には、 コア 空気漏れがあってはならず、またはスピーカーは「 コア .
試験基準 :」内で接着剤を用いて完全に密封しなければなりません。 工場へ指示:組立後にベントを塞いだ際に音量が大きくなる場合、あるいは音が極端に微弱で高音域寄りになる場合、「位相ショート」が発生しており、気密性が不十分であることを示します。
5.3. 音響インピーダンスおよびベント面積
音は空気の流れを伴って伝播します。ハルト先端部のサウンドベントの設計が不適切な場合、乱流が発生し、「シューシュー」という風切り音が生じ、明瞭な音響出力が得られなくなります。
物理的ロジック :すべての音は空気を押し出すことによって生じます。ベントが小さすぎると空気が押し出せなくなり、スピーカーのダイアフラムは背面圧力によって「ロック」され、急激な音量低下を引き起こします。
工場向けガイドライン
最小ベント面積の原則 :ペルム(鍔)上のすべての通気口の合計面積は、スピーカー・ダイアフラムの有効面積の20%~30%以上でなければならない。
隠蔽型通気口トラップ :多くのレプリカ・ライトセイバーでは、映画のプロップに合わせるために、音孔を側面(隠蔽位置)に配置しています。音響計算を行わないと、このような狭いスリットは高域周波数を大幅に減衰させ、こもった低音のみが残ってしまいます。隠蔽型通気口を設ける必要がある場合、スリットの数を増やすことで、必要な総空気流量を確保しなければなりません。
5.4. 材料による音響反射
硬質な材料ほど優れた音響反射特性を示す :6061アルミニウムは、プラスチックよりも優れた音響反射率を有する。
内壁の処理 :滑らかな金属製内壁は音響反射を助ける一方で、定在波を発生させ、耳障りなピアリング音(鋭い高音)を引き起こす可能性もある。
ハイエンド工場向けの先進的設計 :共鳴チャンバーの内壁には、微細なねじ紋やテクスチャーを意匠的に施すことができます。これにより高域の定在波が分散され、音が「より純粋」になり、金属質のきつさが軽減されます。
5.5.物理的な核心的差異:周長と面積の比率
音が穴を通過する際、単なる波の伝播ではなく、急速な空気の動き(特に大音量および強い低周波振動時)が伴います。
丸穴
物理的性質 :円は周長と面積の比率が最も小さい形状です。つまり、同じ開口面積の場合、丸穴は最も小さな縁摩擦を生じます。
音響性能 :空気流は最も滑らかで、乱流が最小限に抑えられます。音は力強く、確かな印象を与えます。空気柱がより集中して押し出されるため、低音のインパクトが強くなります。
スロット
物理的性質 :同じ面積の場合、スロット(細長い穴)はより長い周長を持ちます。長い縁を通過する空気の流れは、より大きな縁摩擦を生じさせます。
音響性能 :スロットが狭すぎると(幅<2mm)、「風のホイッスル音」または「シッシング音」(ホイッスルを吹く原理と同様)が容易に発生します。これにより、ライトセーバー本来の「ハム音」が汚染され、「不純な音」になる可能性があります。ただし、ラジアルスロット設計の利点として、限られたポンメル直径においてより大きな総開口面積を実現でき、結果として全体的な音量を増大させられる場合が多い点が挙げられます。
周波数特性
バス :低周波数帯域の波長は非常に長く(数十cm~数m)、穴の形状に対して鈍感です。総開口面積が十分であれば、円形穴とスロットとの間で低音特性に大きな差異は生じません。
トゥイーター :高周波数帯域の波長は短く、指向性が強いです。円形穴は、より集中した高周波ビームを形成しやすいのに対し、スロットやメッシュはより複雑な回折を引き起こし、音の拡散性を向上させる可能性がありますが、エッジが鋭い場合には一部の高周波数帯域のディテールが損なわれるおそれがあります。
製造における「秘伝のソース」
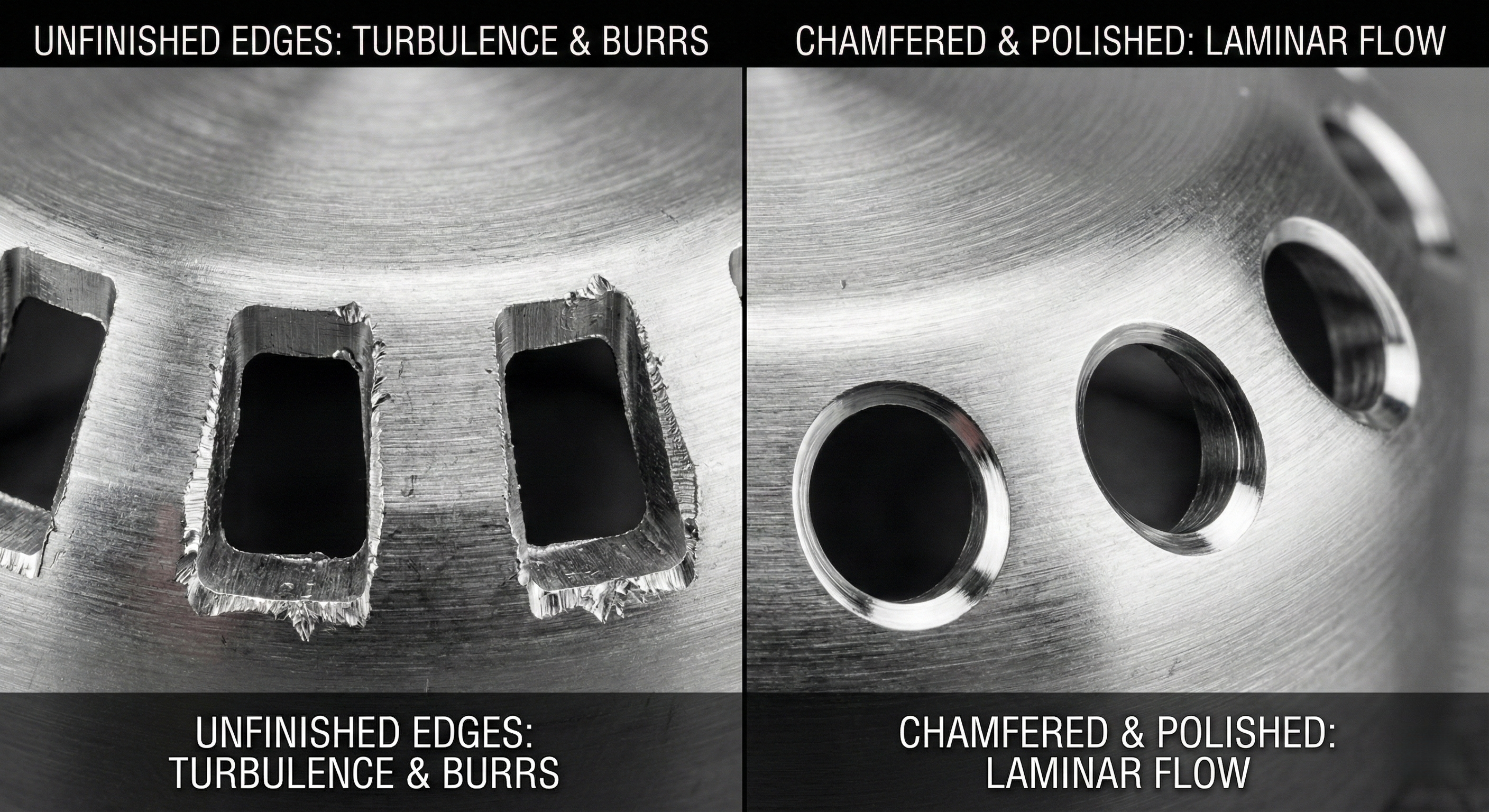
面取り/バリ取り —— 決定的な工程 :丸穴であれスロット(細長い穴)であれ、CNC加工されたエッジは通常直角(90度)になります。鋭いエッジは高速で流れる空気を刃のように切り裂き、高周波乱流ノイズを発生させます。工場に対し、すべてのサウンドベント(音響用通気孔)の内側および外側の両方で面取り(チャムファリング)またはR面加工(フィレット加工)を実施するよう指示してください。滑らかなエッジにより、空気が層流状に流入・流出可能となり、ノイズが低減され、スイング音響効果がより純粋なものになります。
スロットの最小幅ルール :外観上の理由でスロットが必要な場合、最小幅は2.5mmを推奨します。狭い隙間(例:1mm)は、高音圧下でホイッスル(笛)のように機能し、音の通過を妨げ、奇妙な高周波ノイズを発生させます。
メッシュ設計におけるハニカム効果 :複数穴設計においては、穴同士のウェブ(壁部)厚さを、構造的強度を確保しつつ可能な限り薄くすることが望まれます。その理由は、音波が金属壁面で反射してキャビティ内部へ戻る確率を低減し、音響透過性を向上させるためです。