Normes mécaniques et spécifications techniques relatives aux poignées de sabre laser

1. Poignée de sabre laser Normes et tolérances de diamètre intérieur (ID)
En ce qui concerne les dimensions des lames circulaires, il n’existe aucune norme fixe pour les lames de forme irrégulière. Les tailles standard industrielles pour les lames circulaires sont de 1 pouce et de 7/8 de pouce. Le diamètre intérieur (ID) de l’émetteur de la poignée est déterminé en fonction de ces deux tailles de lame.
En général, le diamètre intérieur (DI) est environ 0,1 mm supérieur à celui de la lame, plus précisément compris entre 0,05 mm et 0,15 mm. Si l’écart est inférieur à cette plage, la lame sera difficile à insérer en raison de ses propres tolérances de fabrication. Si l’écart dépasse cette plage, la lame vacillera et ne sera pas fixée solidement.
les sabres laser à « manche fin » nécessitent généralement un diamètre intérieur (DI) de l’émetteur adapté aux lames de 7/8 pouce. En raison de la faible profondeur des émetteurs à manche fin, la lame de 7/8 pouce est relativement plus légère et peut être fixée fermement ; dans le cas contraire, cela entraînerait de nombreuses réclamations clients et problèmes après-vente.
Le diamètre intérieur (DI) des pièces du sabre laser autres que l’émetteur dépend de facteurs tels que l’esthétique du design, la taille du haut-parleur et les dimensions du châssis. En général, maintenir le DI de la poignée identique à celui de l’émetteur facilite l’assemblage et la production. Un DI uniforme sur l’ensemble du corps simplifie considérablement l’usinage et réduit sensiblement les coûts.
2. Poignée de sabre laser Spécifications des filetages et intégrité structurelle
Les trois aspects les plus critiques des dimensions des filetages sont la densité du filetage, la profondeur du filetage et l’épaisseur du filetage.
La norme de filetage dans l’industrie des sabres laser est le système VHC. Le volume massif du marché de l’entreprise qui a établi ce système VHC, ainsi que sa capacité à répondre aux exigences liées au « combat au sabre », ont consolidé son statut inébranlable.
Les sabres laser dotés d’un filetage inférieur à la norme VHC présentent une résistance structurelle très faible, ce qui rend très facile la rupture des filetages en alliage d’aluminium. Bien que l’alliage d’aluminium soit le matériau couramment utilisé pour les sabres laser, d’autres matériaux, comme l’acier, offrent une bien meilleure résistance.
La densité du filetage ne doit pas être trop élevée (filetage fin). Un filetage excessivement dense est sujet au défiletage, notamment après des traitements tels que l’anodisation ou la galvanoplastie. Un filetage fin complique également le remplacement des composants électroniques et rend l’assemblage fastidieux.
Inversement, des filets excessivement grossiers ont tendance à se desserrer lors d'une utilisation prolongée, ce qui nécessite un serrage fréquent et affecte l'expérience utilisateur. La densité des filets peut varier selon les procédés de finition utilisés ; par exemple, les filets obtenus par électrodéposition doivent être plus grossiers afin d’assurer un jeu suffisant pour le matériau de placage, évitant ainsi que les espaces ne soient comblés et que les filets ne se détériorent ou ne grippent.

Si la profondeur des filets est trop faible, ceux-ci risquent de se casser. Dans certains cas particuliers, le passage à l’acier permet de résoudre les problèmes liés à une profondeur insuffisante des filets.
Si l’épaisseur de la paroi filetée est trop faible, les filets risquent de se fracturer. Si le diamètre intérieur (DI) est fixe, l’épaisseur des filets peut être augmentée en élargissant le diamètre extérieur (DE). Si le diamètre extérieur (DE) est fixe, l’épaisseur des filets peut être accrue en réduisant le diamètre intérieur (DI) (comme observé dans les sections à col étroit). Dans des scénarios spécifiques, l’utilisation de l’acier constitue la solution adaptée aux parois filetées trop minces.
3. Poignée d’épée laser Systèmes de maintien de la lame
La fixation de la lame repose généralement sur des vis de blocage (vis de retenue). Les positions des trous ne doivent pas être symétriques ; un motif triangulaire de trous est généralement le plus stable. Même si des trous symétriques sont percés, les vis ne doivent pas être placées de façon symétrique pour fixer la lame. Fixer une lame en l’appliquant contre la paroi intérieure de la poignée est plus stable que d’utiliser des vis qui exercent une pression les unes contre les autres.
Pour les sabres laser à manche fin, l’espace limité dans l’émetteur conduit souvent à utiliser un émetteur allongé spécifiquement destiné à la fixation de la lame, tandis que l’émetteur court ne fait office que de « bouchon de lame » afin de conserver les proportions exactes du sabre laser.
Le problème le plus courant lié aux trous de retenue cachés est que des vis desserrées peuvent exercer une pression contre la doublure intérieure de la poignée, provoquant le blocage de l’émetteur et rendant impossible la fixation de la lame. Pour résoudre ce problème, le trou de vis doit être usiné en creux de plusieurs millimètres vers l’intérieur.
Certains sabres laser de combat actuellement disponibles sur le marché fixent la lame sans vis, en s'appuyant plutôt sur une carte de circuits imprimés (PCB) spécialisée située du côté de la lame. châssis cette carte se verrouille dans la partie inférieure de l'émetteur. L'anneau extérieur du châssis de la PCB est plus grand que la lame elle-même. Lors du montage, l'émetteur est d'abord glissé sur la lame, puis vissé sur la poignée. Cela permet de bloquer la lame en place sans avoir besoin de vis pour exercer une pression, ce qui rend le système plus pratique et plus stable.
4. Poignée de sabre laser Dissipation de chaleur
Pour éclairage de base dans les sabres laser, la poignée elle-même agit comme un dissipateur thermique massif. Pour atteindre une forte luminosité, le module LED nécessite des diodes électroluminescentes à fort courant et haute puissance. Se fier uniquement à de petits dissipateurs thermiques ou à un adhésif thermique intégré dans le châssis interne ne suffit pas pour assurer une dissipation thermique efficace.
Cela explique pourquoi le module LED métallique d'un sabre laser à éclairage de base devient extrêmement chaud lorsqu'il n'est pas installé dans la poignée, et pourquoi les composants en plastique du châssis situés à proximité du module LED peuvent fondre.
Une fois que le cœur est installé dans la poignée métallique, celle-ci agit comme un dissipateur thermique pour le module LED. C’est pourquoi sabre laser à éclairage par la base les poignées sont légèrement tièdes pendant l’utilisation. Toutefois, cette chaleur est maîtrisée et, avec la poignée métallique fixée, ne provoque pas de brûlures cutanées.
5. Poignée de sabre laser Ingénierie acoustique et physique de la résonance
5.1.Résonance de Helmholtz — La clé des basses
La chambre de résonance d’un sabre laser constitue essentiellement un résonateur de Helmholtz. Tout comme souffler sur l’ouverture d’une bouteille de bière produit un « bourdonnement », la cavité située à l’extrémité du sabre laser amplifie certaines fréquences sonores.
Principe physique
f = v/(2π) √(A/(VL))
Où V est le volume de la cavité, A est la surface de l’ouverture et L est la longueur du canal d’ouverture.
Lignes directrices destinées aux usines
La distance entre la surface du diaphragme du haut-parleur et la paroi intérieure de la poignée est critique.
Pour les haut-parleurs standards de 24 mm ou 28 mm, un espace de résonance de 15 à 25 mm est recommandé.
Distance trop courte (< 10 mm) : Le son devient « plat » et les aigus deviennent perçants, car les ondes basses manquent d’espace pour se former.
Distance idéale (15–25 mm) : Permet la formation optimale des ondes stationnaires, améliorant ainsi nettement la profondeur des basses.
Distance trop longue (> 40 mm) : Le son devient trouble et le volume diminue en raison des pertes de transmission.
5.2. Annulation de phase et étanchéité — La clé du volume
Il s'agit de l'erreur la plus courante commise par les usines. Lorsqu’un haut-parleur fonctionne, le cône se déplace vers l’avant pour comprimer l’air (onde frontale), tout en créant simultanément de l’air raréfié derrière lui (onde arrière). Si ces deux ondes ne sont pas isolées, elles se mélangent autour des bords du haut-parleur, provoquant une annulation de phase.
Phénomène physique : pression positive + pression négative = son nul (les basses disparaissent presque totalement).
Lignes directrices destinées aux usines
La position de montage du haut-parleur doit être parfaitement étanche à l'air. cœur et la paroi intérieure métallique, ou le haut-parleur doit être entièrement scellé à l’aide d’un adhésif dans le cœur .
Norme de test :Informer l’usine : si le son devient plus fort lorsque l’ouverture de ventilation est obstruée après assemblage, ou si le son devient très faible et aigu, un « court-circuit de phase » s’est produit, ce qui indique un mauvais joint d’étanchéité.
5.3. Impédance acoustique et surface des ouvertures de ventilation
Le son nécessite un débit d’air pour se propager. Si les ouvertures de ventilation situées à l’extrémité du manche sont mal conçues, elles génèrent des turbulences, produisant ainsi un bruit de « vent » sifflant plutôt qu’un son audio clair.
Logique physique :Tout son implique un déplacement d’air. Si les ouvertures de ventilation sont trop petites et que l’air ne peut pas être évacué, la membrane du haut-parleur se retrouve « bloquée » par la contre-pression, provoquant une chute brutale du volume.
Lignes directrices destinées aux usines
Principe de la surface minimale des ouvertures de ventilation :La surface totale de toutes les ouvertures d’aération situées sur la poignée doit représenter au moins 20 % à 30 % de la surface efficace de la membrane du haut-parleur.
Trappes d’aération dissimulées :De nombreux sabres laser factices placent les orifices acoustiques sur les côtés (dissimulés) afin de correspondre aux accessoires utilisés dans les films. Sans calcul acoustique, ces fentes étroites atténueront fortement les hautes fréquences, ne laissant que des basses assourdies. Si des ouvertures d’aération dissimulées sont nécessaires, le débit d’air total doit être garanti en augmentant le nombre de fentes.
5.4. Réflexion acoustique du matériau
Les matériaux plus durs sont préférables :l’aluminium 6061 présente un meilleur taux de réflexion acoustique que le plastique.
Traitement des parois intérieures :Des parois intérieures métalliques lisses favorisent la réflexion sonore, mais peuvent également générer des ondes stationnaires responsables de sons perçants.
Conception avancée destinée aux usines haut de gamme :Des filets ou textures très fins peuvent être intégrés aux parois intérieures de la chambre de résonance. Cela contribue à briser les ondes stationnaires hautes fréquences, rendant le son « plus pur » et réduisant l’âpreté métallique.
5.5.Différence physique fondamentale : rapport périmètre-sur-face
Lorsque le son traverse un orifice, il ne s’agit pas uniquement de propagation d’ondes ; celle-ci s’accompagne d’un déplacement rapide de l’air (notamment à fort volume et lors de vibrations graves intenses).
Troubles ronds
Propriétés physiques :Le cercle présente le plus faible rapport périmètre-sur-face. Cela signifie que, pour une même surface ouverte, un orifice circulaire génère le moins de frottement sur ses bords.
Performance acoustique :Le débit d’air est le plus fluide, avec une turbulence minimale. Le son est percutant et bien défini. L’impact des basses est renforcé, car la colonne d’air est expulsée de manière plus concentrée.
Emplacements
Propriétés physiques :Pour une même surface, les fentes présentent des périmètres plus longs. Le déplacement de l’air le long de bords allongés génère davantage de frottement sur les bords.
Performance acoustique :Si les fentes sont trop étroites (largeur < 2 mm), elles peuvent facilement produire un sifflement ou un « sifflement de vent » (similaire au principe du sifflement). Cela peut altérer le bourdonnement original du sabre laser, rendant le son « impur ». Toutefois, l’avantage des fentes disposées radialement est qu’elles permettent souvent d’obtenir une surface d’ouverture totale plus grande sur un diamètre limité de pommeau, augmentant ainsi le volume sonore global.
Réponse de fréquence
Graves :Les longueurs d’onde basses sont très longues (de plusieurs décimètres à plusieurs mètres), ce qui les rend peu sensibles à la forme des orifices. À condition que la surface totale soit suffisante, il existe peu de différence entre les orifices ronds et les fentes en ce qui concerne la restitution des basses.
Aigu :Les longueurs d’onde hautes sont courtes et directionnelles. Les orifices ronds tendent à former des faisceaux haute fréquence plus concentrés. Les fentes ou les treillis provoquent une diffraction plus complexe, ce qui peut améliorer la diffusion sonore, mais, si les bords sont tranchants, certains détails en haute fréquence peuvent être atténués.
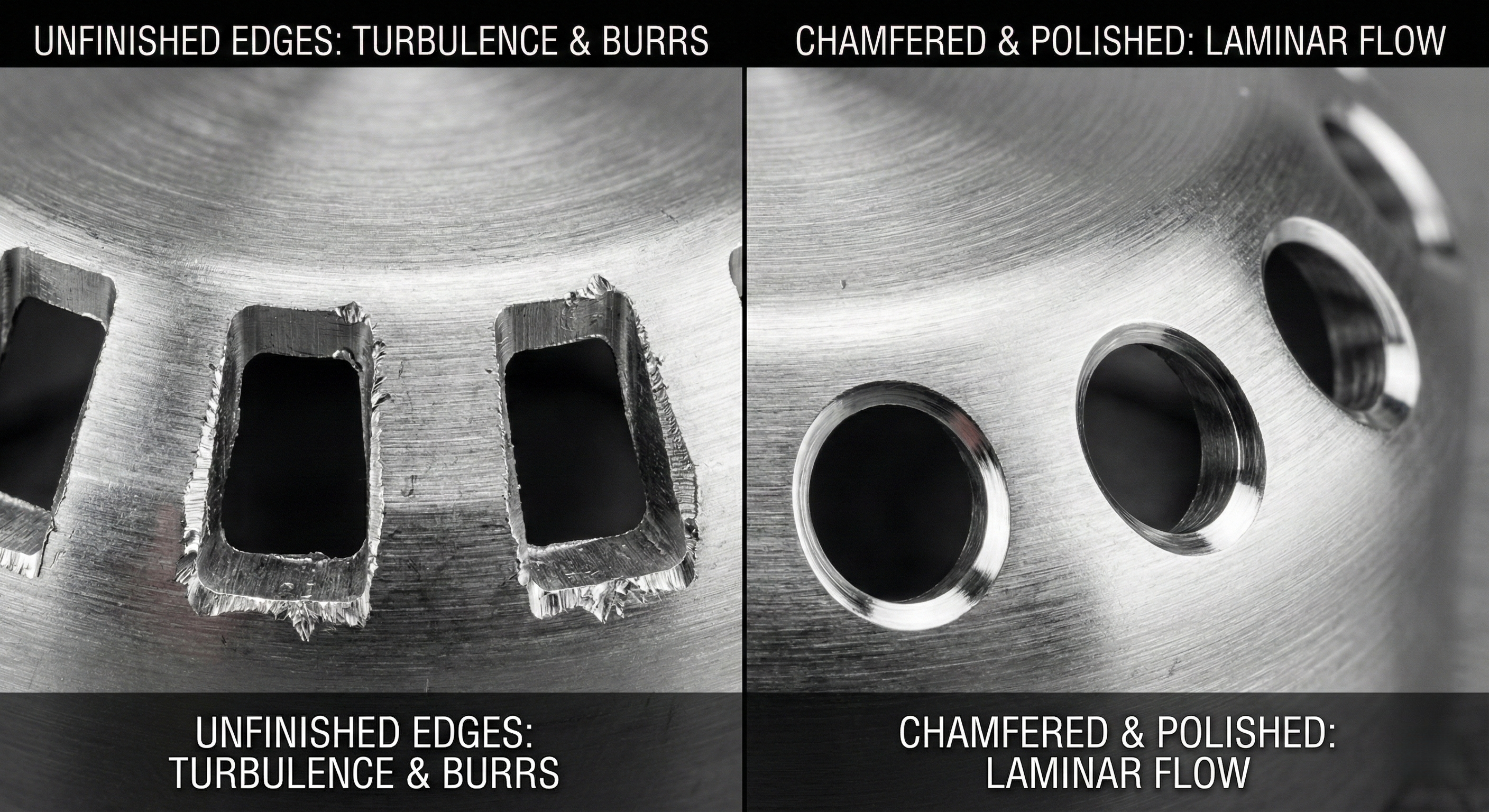
La « formule secrète » de fabrication
Chanfreinage / Ébavurage — L’étape critique :Que ce soit des trous ronds ou des fentes, les bords usinés par commande numérique (CNC) sont généralement à angle droit (90 degrés). Des bords tranchants coupent l’air en mouvement rapide comme une lame, générant un bruit turbulent à haute fréquence. Demandez à l’usine d’effectuer un chanfreinage ou un arrondi (bord arrondi) à la fois sur l’intérieur et sur l’extérieur de toutes les ouvertures acoustiques. Des bords lisses permettent à l’air d’entrer et de sortir en écoulement laminaire, réduisant ainsi le bruit et rendant les effets sonores de balancement plus purs.
Règle de largeur minimale pour les fentes :Si des fentes sont nécessaires pour des raisons esthétiques, une largeur minimale de 2,5 mm est recommandée. Des interstices étroits (par exemple 1 mm) agissent comme un sifflet sous forte pression acoustique, entravent la propagation du son et génèrent un bruit étrange à haute fréquence.
Effet nid d’abeille pour les designs en treillis :Pour les designs à multiples orifices, l’épaisseur des nervures entre les trous doit être aussi faible que possible tout en préservant l’intégrité structurelle. Justification : cela réduit la probabilité que les ondes sonores se réfléchissent sur les parois métalliques pour revenir dans la cavité, améliorant ainsi la transparence acoustique.