Lichtschwertklingen: Klassifizierung nach Material
Replik-Lightsaber-Klinge
Lichtschwertklingen: Klassifizierung nach Material
Die Klinge ist der physische Kern des Lightsaber-Systems. Basierend auf den Einsatzszenarien (Kampf, Display, Training) werden Klingenmaterialien in drei Haupttypen unterteilt: Polycarbonat, Verbundwerkstoffe und weiche/sichere Materialien.

Hinweis zu ausgeschlossenen Materialien: Diese Enzyklopädie enthält ausschließlich verifizierte Materialien, die industrielle Festigkeit für die Herstellung von Lightsabern nachweisen. Andere im Markt erhältliche transparente Materialien (wie Acryl/PMMA, Standard-PETG, Glas oder handelsübliches Polystyrol) sind ausgeschlossen. Aufgrund ihrer hohen Sprödigkeit und der Unfähigkeit, gängige Charpy-Schlagzähigkeitstests zu bestehen, bergen sie erhebliche Risiken des Zersplitterns und der Fragmentierung bei Aufprall. In strikter Einhaltung der Benutzersicherheitsprotokolle werden alle minderwertigen Materialien, die diese Sicherheitsschwelle unterschreiten, aus dieser Enzyklopädie ausgeschlossen.
Lightsaber-Polycarbonat-(PC)-Klingentechnologie
Was ist Polycarbonat?
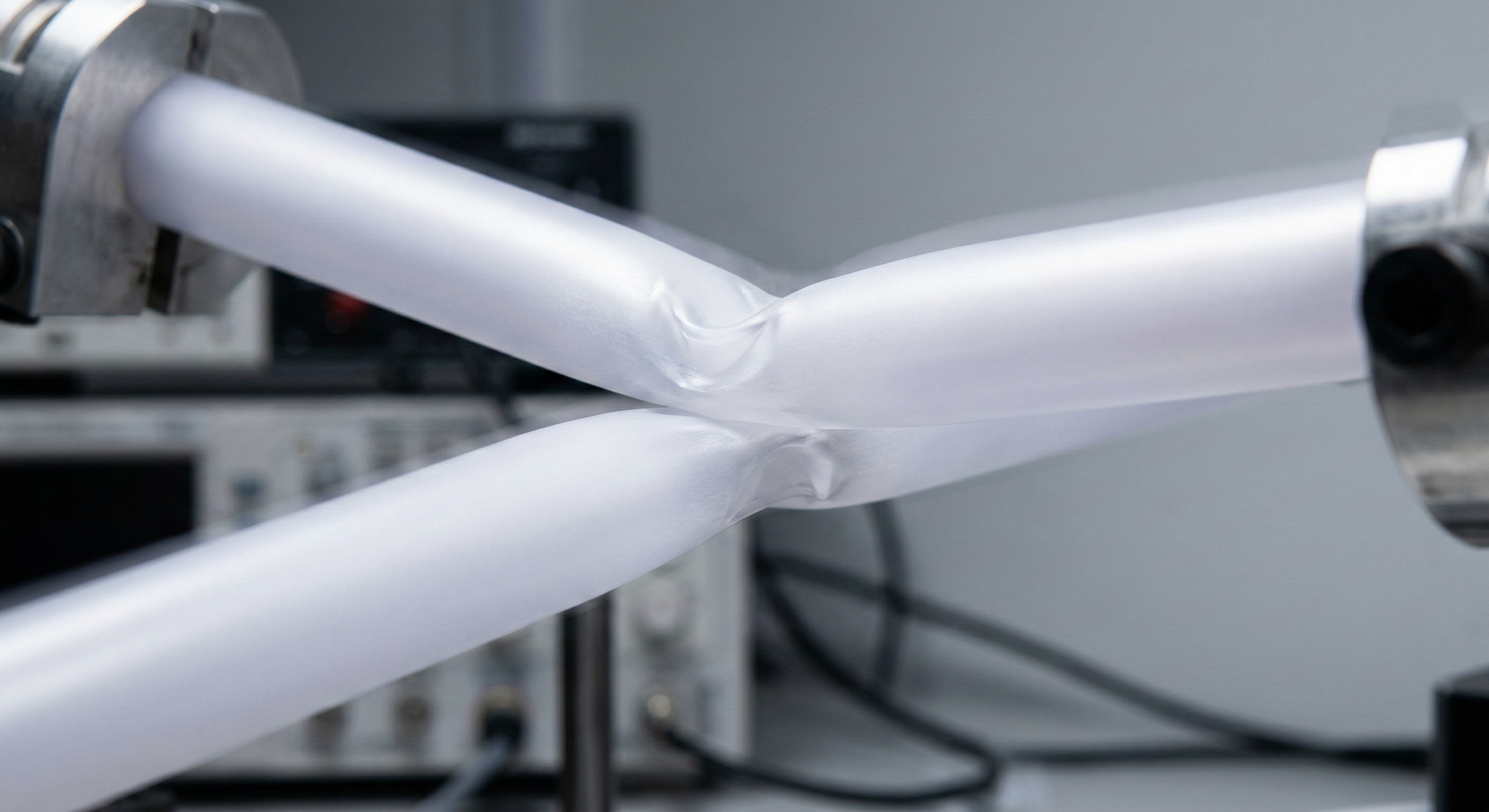
Polycarbonat (PC) ist ein Hochleistungskunststoff aus der Gruppe der thermoplastischen Polymere. In der Lightsaber-Herbranungsindustrie wird er häufig als „transparentes Metall“ bezeichnet. Aus physikalischer Sicht besitzt PC eine außergewöhnliche Schlagzähigkeit – er ist etwa 250-mal schlagfester als Standardglas und 30-mal schlagfester als Acryl (PMMA). Seine molekulare Struktur, die Carbonatgruppen enthält, verleiht dem Material eine überlegene Zähigkeit, sodass es hohe kinetische Energien bei Aufschlägen absorbieren kann, ohne spröde zu brechen.

Darüber hinaus fungiert PC als ausgezeichneter optischer Wellenleiter. Hochwertiges PC weist eine Lichtdurchlässigkeit von rund 90 % auf. In Kombination mit seinem Brechungsindex leitet es effektiv die vom Griff emittierten Photonen entlang der Rohrwände, wodurch es die optimale physikalische Lösung für das Gleichgewicht zwischen „Haltbarkeit“ und „Leuchtkraft“ darstellt.
Qualitätsklassen des PC-Materials
Nicht alle PC-Rohre erfüllen die Anforderungen an „Dual-Grade-Klingen“. In der industriellen Lieferkette bestimmen Reinheit und Zusammensetzung des Harzes die Lebensdauer und optische Leistungsfähigkeit der Klinge.
Primärmaterial vs. Regranulat: Hochwertige Klingen müssen ausschließlich aus 100 % Primärmaterial hergestellt werden. Der Zusatz von Recyclingmaterial (Regranulat) beeinträchtigt die Integrität der Molekülkette, wodurch die Klinge unter mechanischer Belastung Spannungsrissbildung (Aufhellen) oder gar Bruch aufweisen kann.
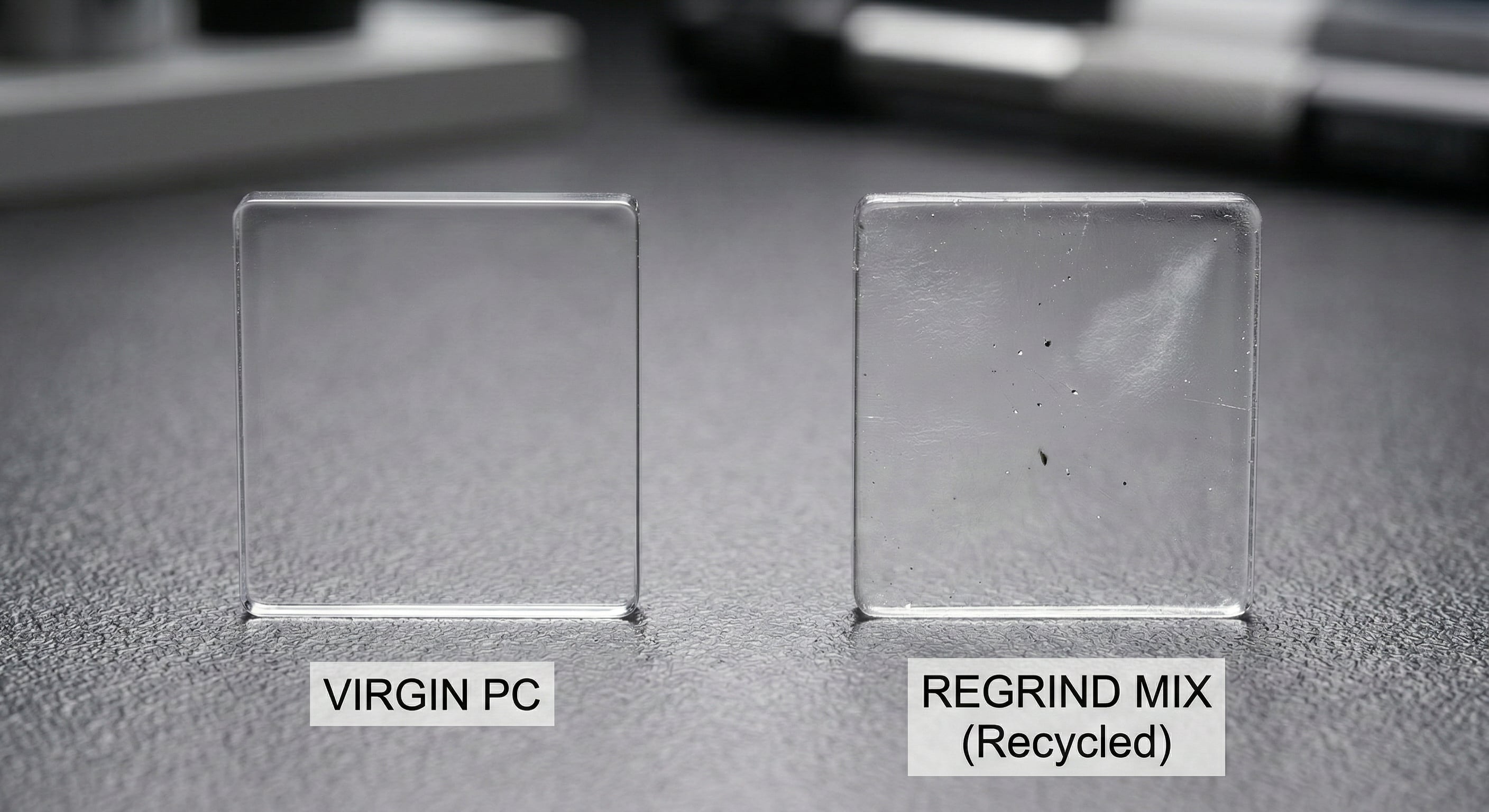
Optikqualität & UV-Stabilisierung: Dies ist der entscheidende Unterschied zwischen hochwertigen Klingen und preiswerten Kunststoffrohren. Standard-PC-Material unterliegt bei längerer Einwirkung von UV-Licht oder thermischer Strahlung starker LEDs einer Photoalterung, wodurch das Rohr vergilbt und spröde wird. Nur optisch hochwertiges PC mit integrierten UV-Stabilisatoren ist hierfür geeignet. Diese spezielle Formulierung blockt effektiv Schäden durch energiereiches Licht und gewährleistet, dass die Klinge über Jahre hinweg kristallklar bleibt – ohne die billige, altersbedingte Vergilbung.

Herstellungsverfahren für Polycarbonat (PC)
- Extrusion
Fokus: Die Kernformtechnik für runde Klingen und profilierte, hochfeste Klingenkörper.
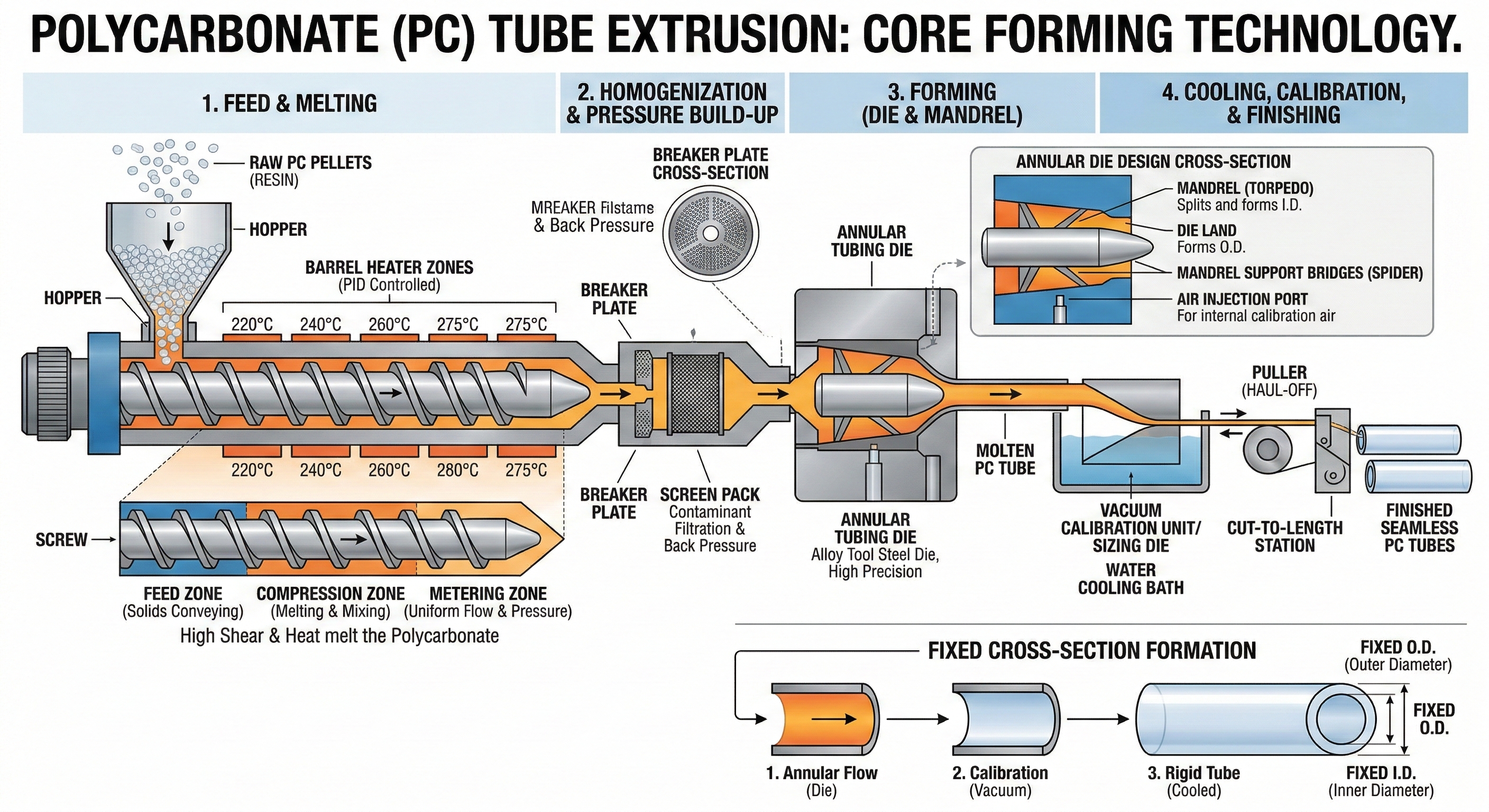
Extrusion ist der grundlegende und kritischste Prozess zur Herstellung des Klingenkörpers. Geschmolzenes Polycarbonat wird mittels eines Schneckenextruders bei hoher Temperatur und unter hohem Druck durch eine spezifische Legierungsdüse gepresst, um kontinuierlich Rohre mit einem festen Querschnitt herzustellen.
Physikalische Logik: Nur eine hochpräzise Extrusion gewährleistet absolute Konzentrizität (gleichmäßige Wandstärke). Eine ungleichmäßige Wandstärke erzeugt Spannungskonzentrationsstellen an der dünneren Seite, was bei Aufprall zu katastrophalem Versagen führen kann. Für nichtstandardisierte Formen wie das „Darksaber“ können Profil-Extrusionsdüsen eingesetzt werden, um komplexe, hochfeste Querschnitte in einem einzigen Arbeitsschritt zu formen.
- Spritzguss
Für Komponenten mit komplexen Geometrien, die nicht durch lineares Strecken hergestellt werden können – insbesondere die halbkugelförmige Klingenspitze

- CNC-Bearbeitung
Fokus: Sekundäre Feinbearbeitung und Toleranzkontrolle für extrudierte Halbfertigprodukte.
Extrudierte PC-Materialien sind lediglich Halbfertigprodukte; sie müssen einer CNC-gestützten (Computerized Numerical Control) subtraktiven Fertigung unterzogen werden, um als qualifizierte industrielle Produkte zu gelten.
Physikalische Logik: PC ist wärmeempfindlich und weist eine geringe Wärmeleitfähigkeit auf, was bedeutet, dass Hochgeschwindigkeitsschneiden zu lokalem Schmelzen führen kann. Es können spezielle Kunststoffschneidwerkzeuge mit niedriger Drehzahl und hohem Vorschub eingesetzt werden.
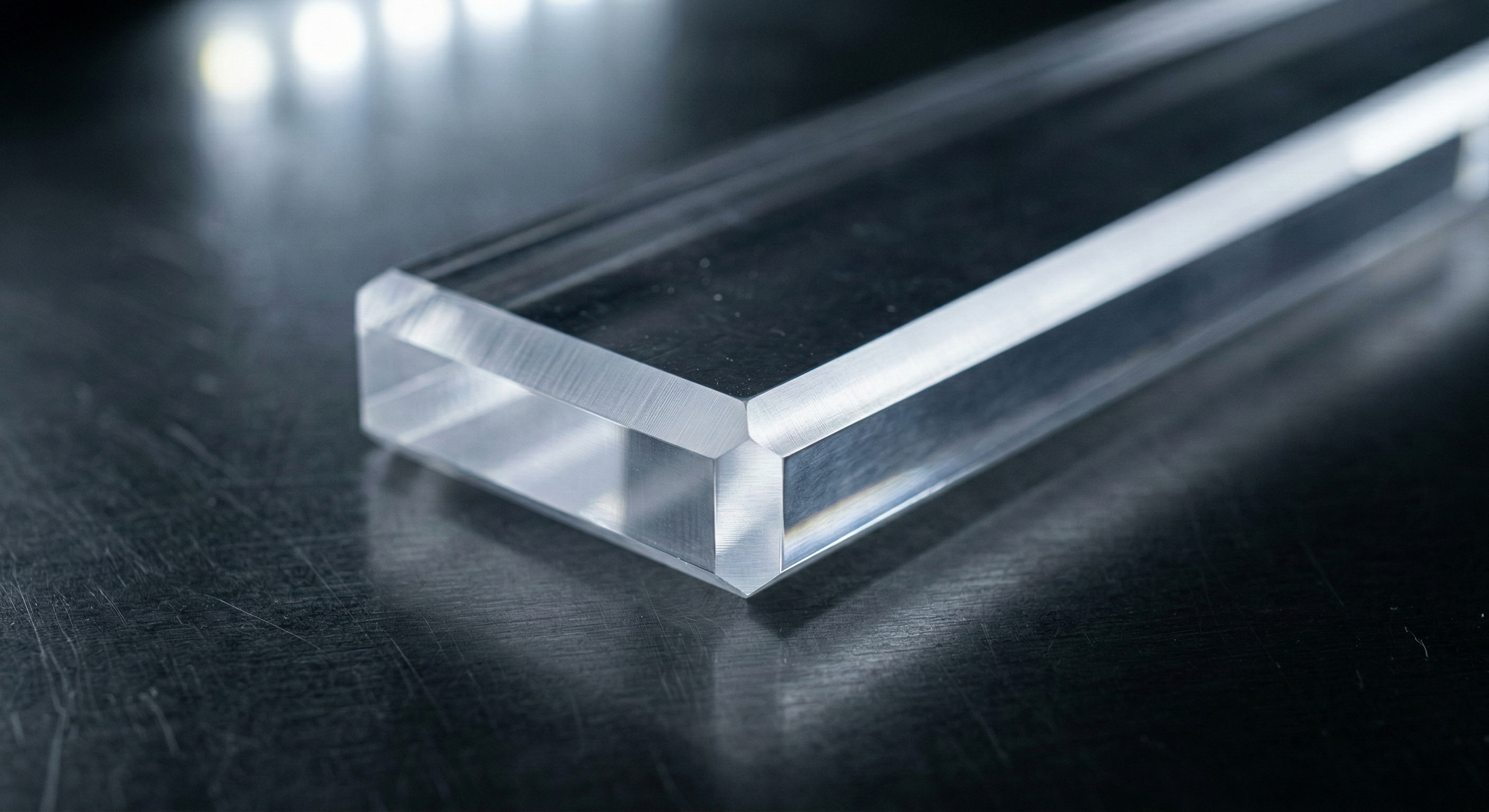
Profilbehandlung: Bei flachen Klingen erzeugt das CNC-Fräsen abgeschrägte Kanten, um scharfe Grate zu entfernen.
Gewindeschneiden: An der Basis der Klinge wird ein Gewinde zur Verbindung mit bestimmten Pixel-Schnittstellen oder der Klingenspitze gefertigt.
- Galvanisierung & Vakuummetallisierung
Fokus: Verleihung einer metallischen Textur und optisch reflektierender Eigenschaften an das PC-Material.
Obwohl PC ein Isolator ist, können spezifische Oberflächenbehandlungen ihm ein metallisches Aussehen verleihen. Dies ist ein kostengünstiger, dennoch hochwertiger Prozess zur Herstellung dekorativer Lichtschwert-Zubehörteile (wie Klauen oder Stecker).
Physikalischer Vorgang: Verwendet typischerweise die Vakuummetallisierung (PVD). In einer Vakuumumgebung werden Aluminium oder Chrom verdampft und auf die PC-Oberfläche abgeschieden.
- Mit einem Gehalt an Zellstoff von
Schwerpunkt: Verfahren zur Herstellung gekrümmter Klingen (z. B. Katana) oder nichtstandardmäßiger, unregelmäßiger Strukturen.
Bei der Herstellung von Klingen mit spezifischer Krümmung (z. B. Lichtschwertern im Katana-Stil) würde eine Kaltformung zu übermäßigem innerem Spannungszustand und Bruch führen; daher ist das Thermoformen unverzichtbar.
Physikalischer Vorgang: Das PC-Material wird oberhalb seiner Glasübergangstemperatur (ca. 147 °C), jedoch unterhalb seines Schmelzpunkts erhitzt. In diesem Zustand können sich die Polymerketten frei verschieben. Das Material wird unter Druck gesetzt und in einer Form gebogen; beim Abkühlen verankern sich die Ketten erneut in der neuen Konfiguration. Damit lassen sich gekrümmte Katana-Klingen herstellen, die ihre hervorragende Schlagfestigkeit bewahren.

- Chemisches Schweißen / Lösemittelbindung
Schwerpunkt: Sicherstellung, dass die Klingenspitze niemals vom Rohr abtrennbar ist.
Im Gegensatz zur Klebehaftung, die bei preisgünstigen Spielzeugen verwendet wird, muss bei professionellen Duell-Lightsabern die chemische Verschweißung angewendet werden.
Physikalische Funktionsweise: Ein flüchtiges Lösungsmittel (wie Dichlormethan) kann auf die sich berührenden Oberflächen aufgetragen werden. Das Lösungsmittel löst die Polymerketten an der Polycarbonat-Oberfläche vorübergehend auf. Wenn die Spitze in die Hülse eingeführt wird, kommt es zu einer intermolekularen Verflechtung der Materialien. Während das Lösungsmittel verdunstet, verschmelzen die beiden Komponenten physikalisch zu einer einzigen Einheit. Die Festigkeit dieser Verbindung entspricht der des Grundmaterials selbst und beseitigt damit vollständig die Sicherheitsgefahr, dass die Spitze während eines Duells abfliegt.
- Warum extrudiertes PC stabiler ist als spritzgegossenes PC
Fazit: Obwohl die chemische Zusammensetzung identisch ist, weist Extrusions-PC in der Regel ein höheres Molekulargewicht und eine bessere molekulare Orientierung auf. Dadurch erzielt es im Vergleich zu spritzgegossenem PC eine deutlich höhere Leistungsfähigkeit unter der hohen Stoßbelastung eines Lightsaber-Duells.
Molekulargewicht und Kettenlänge
Verarbeitungsmethoden bestimmen die Auswahl der Rohstoffe.
Beim Spritzgießen ist ein Werkstoff mit hoher Fließfähigkeit (hoher Schmelzflussindex, MFI) erforderlich, um komplexe Formen schnell zu füllen. Um dies zu erreichen, besteht spritzgussfähiges Polycarbonat (PC) typischerweise aus kürzeren Polymerketten.
Bei der Extrusion werden kontinuierliche Profile verarbeitet; hierfür wird ein Werkstoff mit geringer Fließfähigkeit (niedriger MFI) verwendet. Das bedeutet, dass extrusionsfähiges PC längere Polymerketten und ein höheres Molekulargewicht aufweist.
Physikalische Logik: Längere Molekülketten führen zu einer stärkeren physikalischen Verhakung. Ähnlich wie bei einem gestrickten Gewebe gilt: Je länger die Fäden und je fester die Maschenbindung, desto mehr Energie ist erforderlich, um das Gewebe zu zerreißen. Dies ist der grundlegende Grund für die Berstfestigkeit extrudierter Rohre.
Molekulare Orientierung
Extrusion: Während der Extrusion wird geschmolzenes PC kontinuierlich entlang der Rohrachse gestreckt. Dadurch richten sich die Polymerketten in Längsrichtung aus. Diese Ausrichtung verleiht dem Rohr eine hohe „anisotrope“ Festigkeit und damit außergewöhnliche Zähigkeit gegenüber seitlichen Aufschlägen (die Hauptbelastung beim Lichtschwertkampf).
Spritzguss: Der Kunststoff strömt turbulent in die Form ein und kühlt schnell und ungleichmäßig ab. Dies führt zu einer zufälligen molekularen Orientierung und einer ungleichmäßigen Verteilung innerer Spannungen, wodurch mikroskopisch kleine spröde Stellen entstehen.
Strukturelle Integrität
Nahtlose Einheit: Extrudierte Rohre werden kontinuierlich hergestellt und bilden dadurch eine strukturell durchgängige, einheitliche Einheit.
Schweißnaht-Risiken: Spritzgegossene Produkte weisen häufig Schweißnähte (auch Verbindungsnähte genannt) auf – jene Bereiche, an denen sich zwei Strömungsfronten treffen. Dies sind die schwächsten Stellen der Materialverbindung. Bei hochbelasteten Anwendungen wie Lichtschwertern stellen Schweißnähte den Ausgangspunkt für katastrophalen Versagen dar.

PC-Klingendicke-Standards und Anwendungen
Physik der Wanddicke
Unter der Annahme, dass der Außendurchmesser des Polycarbonat-(PC-)Rohrs konstant bleibt (typischerweise 1 Zoll), ist die Wandstärke die einzige Variable, die die physikalische Leistung des Lichtschwerts bestimmt. Aus strukturmechanischer Sicht führt eine Erhöhung der Wandstärke zu einer deutlichen Steigerung des Flächenträgheitsmoments des Rohrs. Dies bedeutet einen exponentiellen Anstieg des Widerstands der Klinge gegen Biegen und Beulen. Obwohl Polycarbonat von Natur aus eine hohe Zähigkeit aufweist, können bei zu geringer Wandstärke lokalisierte Aufprallstellen die hohe kinetische Energie nicht wirksam ableiten, was möglicherweise die Streckgrenze des Materials überschreitet und zu Dellen oder einem katastrophalen Bruch führen kann.
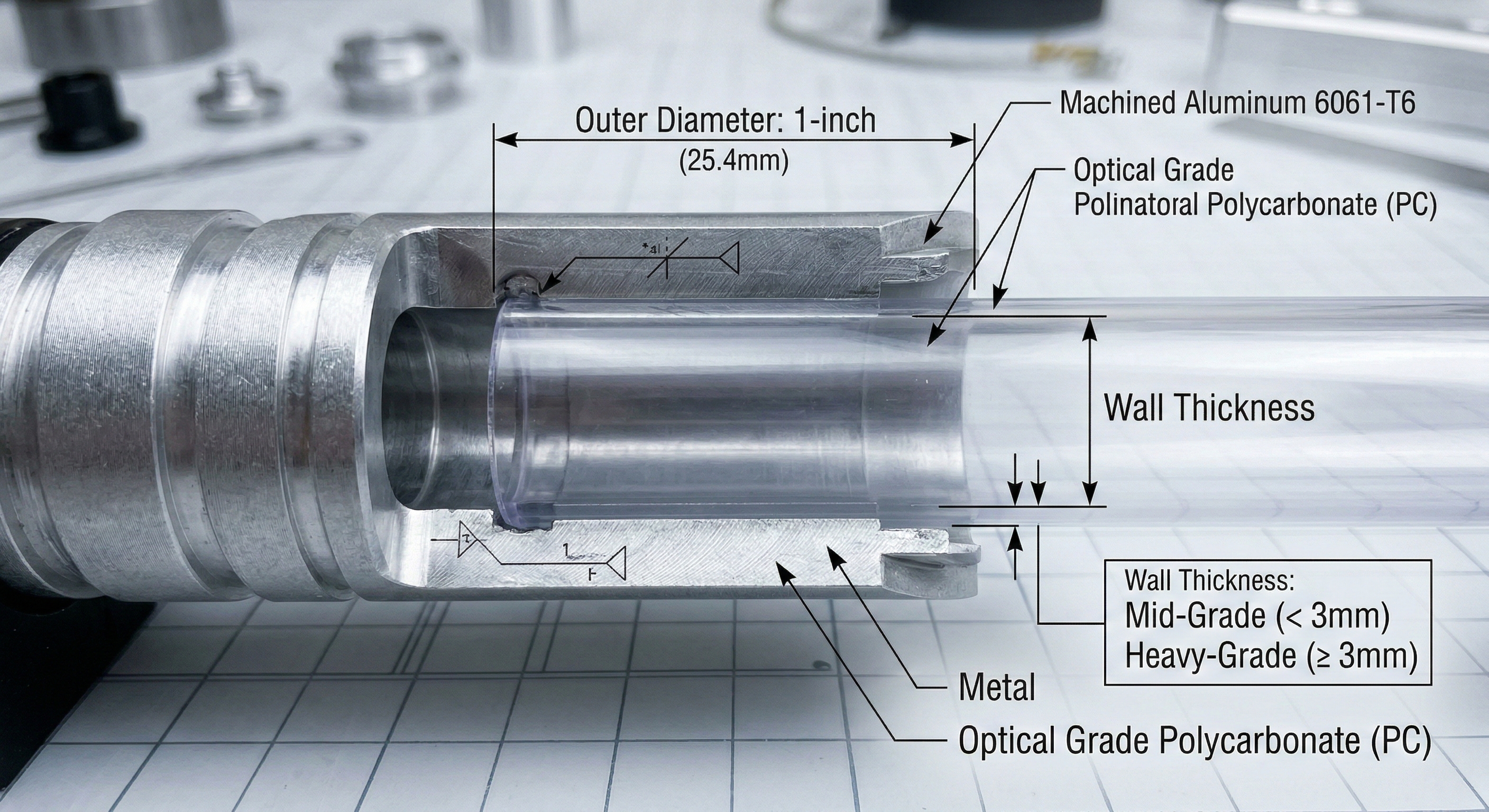
Standard-/Mittelklasse: < 3 mm
Diese Kategorie bezieht sich typischerweise auf PC-Klingen mit einer Wandstärke zwischen 1,5 mm und 2 mm.
Physikalische Einschränkungen: Umfangreiche zerstörende Prüfungen zeigen, dass Polycarbonatrohre mit einer Wandstärke unter 3 mm bei einem Schwung mit voller Kraft durch einen Erwachsenen sehr anfällig für Strukturversagen sind. Die dünneren Wände verfügen nicht über die nötige Masse, um die durch den harten Aufprall entstehenden Stoßwellen zu absorbieren.
Anwendungen: Diese Klingen werden nicht für Vollkontakt-Duelle empfohlen. Aufgrund ihres extrem geringen Gewichts (niedriges Trägheitsmoment) verringern sie jedoch die Belastung des Handgelenks des Benutzers deutlich. Klingen mit einer Wandstärke unter 3 mm werden daher als „Übungs- und Darstellungsqualität“ definiert und sind damit die optimale Wahl für Flow Arts, Drehübungen und Cosplay-Präsentationen.
Schwer- / Duell-Qualität: ≥ 3 mm
Damit sind PC-Klingen mit einer Wandstärke von 3 mm oder mehr gemeint, die in der Branche üblicherweise als „Schwer-Qualität“ bezeichnet werden.
Physische Vorteile: 3 mm gilt in der Branche als Sicherheitsschwelle für Saberkampf. Bei dieser Dicke bildet das PC-Material eine robuste Bogenstützstruktur, die hochintensive Schläge ohne plastische Verformung aushält. Daten zeigen, dass PC-Rohre mit einer Wandstärke von 3 mm ihre strukturelle Integrität bei physischen Hochgeschwindigkeits- und Hochdrehmoment-Einwirkungen bewahren.
Anwendungen: Dies ist der Standard für alle Wettkampf-Lichtschwertfechtkämpfe, Vollkontakt-Duelle und den Einsatz als schwer belastetes Requisit. Erst bei einer Wandstärke von 3 mm kann die Klinge die extreme Belastung überstehen, die entsteht, wenn zwei „Polycarbonat-Stäbe“ heftig aufeinanderprallen – wodurch sichergestellt wird, dass sie weder bricht noch zersplittert und somit die Sicherheit des Benutzers gewährleistet ist.