Lâminas de Sabre de Luz: Classificação por Material
Lâmina de Réplica de Sabre de Luz
Lâminas de Sabre de Luz: Classificação por Material
A lâmina é o núcleo físico do sistema de sabre de luz. Com base nos cenários de aplicação (combate, exibição, treinamento), os materiais das lâminas são classificados em três tipos principais: policarbonato, materiais compostos e materiais macios/de segurança.

Declaração sobre Materiais Excluídos: Esta enciclopédia inclui exclusivamente materiais verificados que demonstram resistência de grau industrial para a fabricação de sabres de luz. Outros materiais transparentes encontrados no mercado (como acrílico/PMMA, PETG padrão, vidro ou poliestireno genérico) são excluídos. Devido à sua alta fragilidade e incapacidade de passar nos testes padrão de impacto Charpy, esses materiais representam riscos significativos de trincamento e fragmentação durante o impacto. Em estrita observância aos protocolos de Segurança do Usuário, todos os materiais inferiores que não atendem a esse limiar de segurança são omitidos desta enciclopédia.
Tecnologia de Lâmina de Sabre de Luz em Policarbonato (PC)
O que é o Policarbonato?
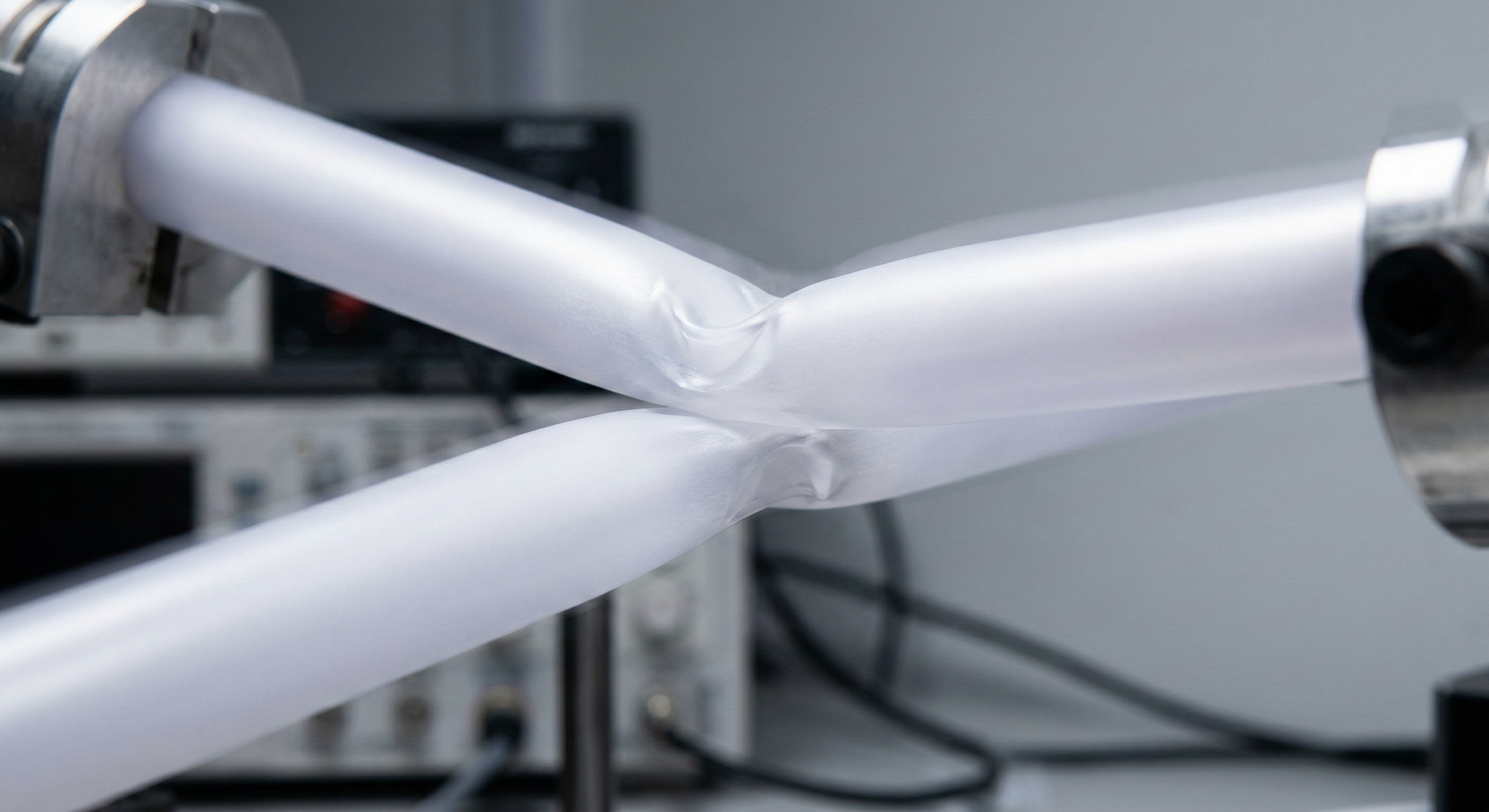
O policarbonato (PC) é um plástico de engenharia de alto desempenho pertencente ao grupo dos polímeros termoplásticos. Na indústria de fabricação de sabres de luz, ele é frequentemente denominado "metal transparente". Do ponto de vista físico, o PC possui uma excepcional resistência ao impacto — é aproximadamente 250 vezes mais resistente ao impacto do que o vidro comum e 30 vezes mais do que o acrílico (PMMA). Sua estrutura molecular, que contém grupos carbonato, confere ao material uma superior tenacidade, permitindo-lhe absorver golpes de alta energia cinética sem sofrer fratura frágil.

Além disso, o PC funciona como um excelente guia de onda óptico. O policarbonato de alta qualidade apresenta uma taxa de transmissão de luz de cerca de 90%. Combinado com seu índice de refração, ele direciona eficazmente os fótons emitidos pelo cabo ao longo das paredes do tubo, tornando-se a solução física ideal para equilibrar "durabilidade" com "luminosidade".
Graus de Qualidade do Material PC
Nem todos os tubos de PC se qualificam como "Lâminas de Grau Duplo". Na cadeia de suprimentos industrial, a pureza e a formulação da resina determinam a vida útil e o desempenho óptico da lâmina.
Material Virgem vs. Reutilizado: As lâminas de ponta devem ser fabricadas exclusivamente com material virgem (100%). A mistura de material reciclado (Reutilizado) compromete a integridade da cadeia molecular, fazendo com que a lâmina desenvolva marcas de tensão (embranquecimento) ou se fragmente sob impacto.
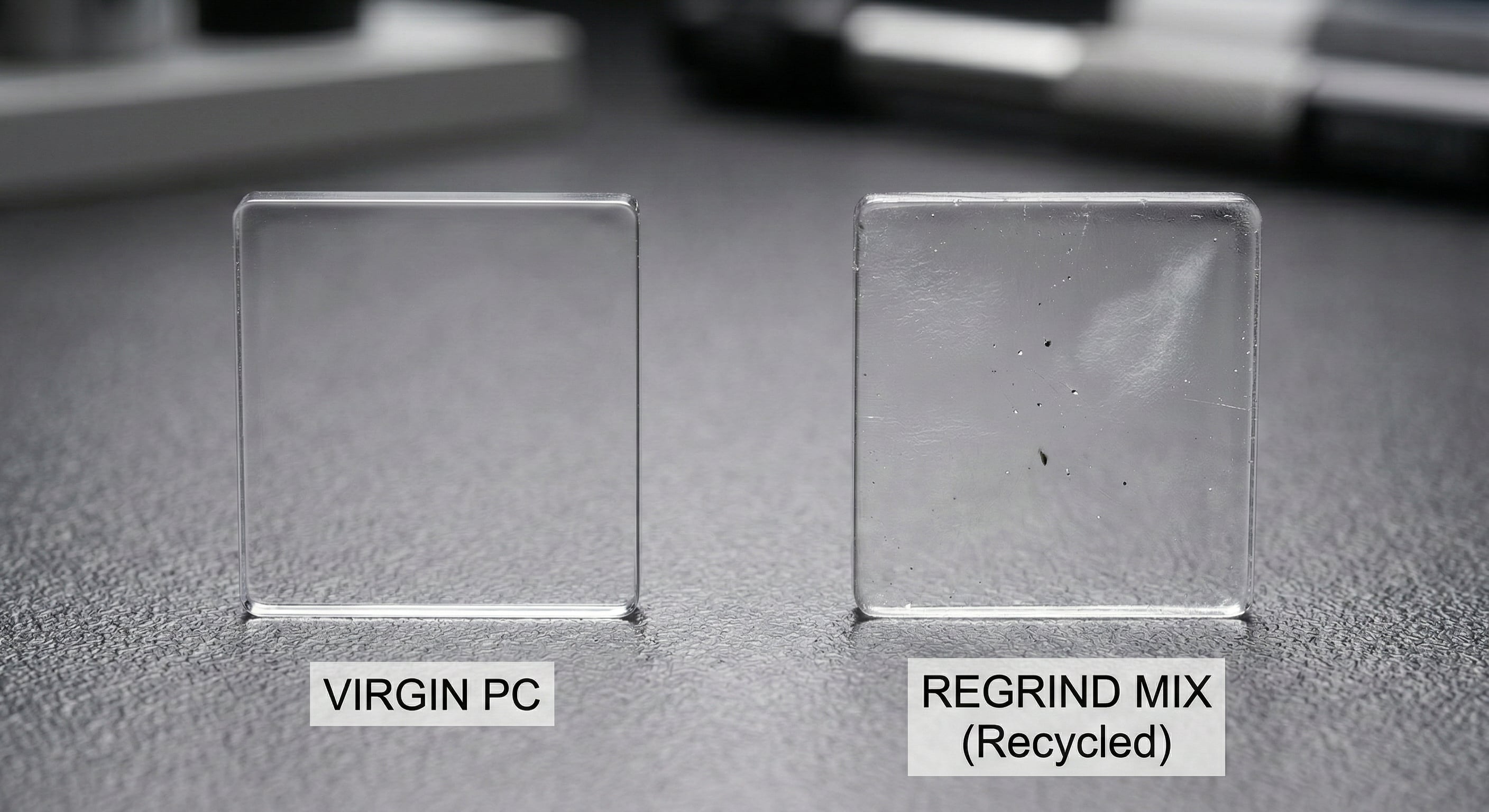
Grau Óptico e Estabilização UV: Este é o principal diferencial entre lâminas de alta qualidade e tubos plásticos baratos. O material de PC padrão, quando exposto à luz UV ou à radiação térmica de LEDs de alta potência ao longo do tempo, sofre fotodegradação, provocando amarelecimento e fragilização do tubo. Apenas o PC de Grau Óptico, enriquecido com estabilizadores UV, pode ser utilizado. Essa formulação bloqueia eficazmente os danos causados pela luz de alta energia, garantindo que a lâmina permaneça cristalina por anos de uso, evitando a coloração amarelada e envelhecida típica de produtos de baixa qualidade.

Processos de Fabricação do Policarbonato (PC)
- Extrusão
Foco: A tecnologia central de conformação para lâminas redondas e corpos de lâminas de alta resistência com perfil definido.
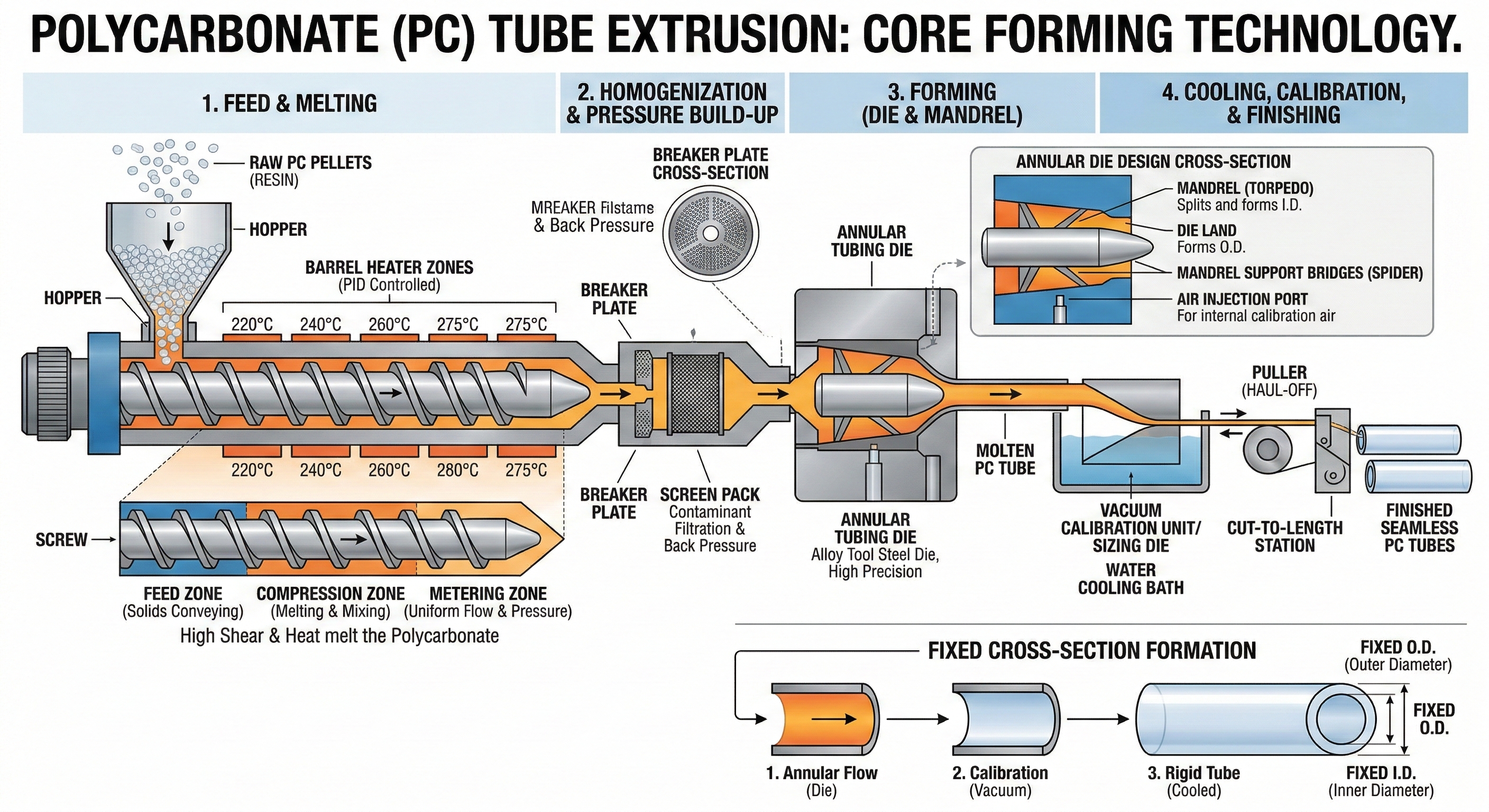
A extrusão é o processo fundamental e mais crítico para a fabricação do corpo da lâmina. O policarbonato fundido é forçado, sob alta temperatura e pressão, através de um molde de liga específica por meio de um extrusor de rosca, produzindo continuamente tubos com seção transversal fixa.
Lógica física: Somente uma extrusão de alta precisão garante concentricidade absoluta (espessura uniforme da parede). Uma espessura irregular da parede cria pontos de concentração de tensão no lado mais fino, levando à falha catastrófica sob impacto. Para formas não padronizadas, como a "Darksaber", podem ser utilizados moldes de extrusão de perfil para formar, em uma única etapa, seções transversais complexas e de alta resistência.
- Moldagem por injeção
Para componentes com geometrias complexas que não podem ser conformados por alongamento linear — notadamente a ponta hemisférica da lâmina

- Usinagem CNC
Foco: Refinamento secundário e controle de tolerâncias para produtos semiacabados obtidos por extrusão.
Os policarbonatos extrudados são meramente produtos semiacabados; eles devem passar por usinagem subtrativa CNC (Controle Numérico Computadorizado) para se tornarem produtos industriais qualificados.
Lógica física: o PC é sensível ao calor e possui baixa condutividade térmica, o que significa que o corte em alta velocidade pode causar fusão localizada. Pode-se utilizar ferramentas especializadas para corte de plásticos com parâmetros de baixa velocidade e alta avanço.
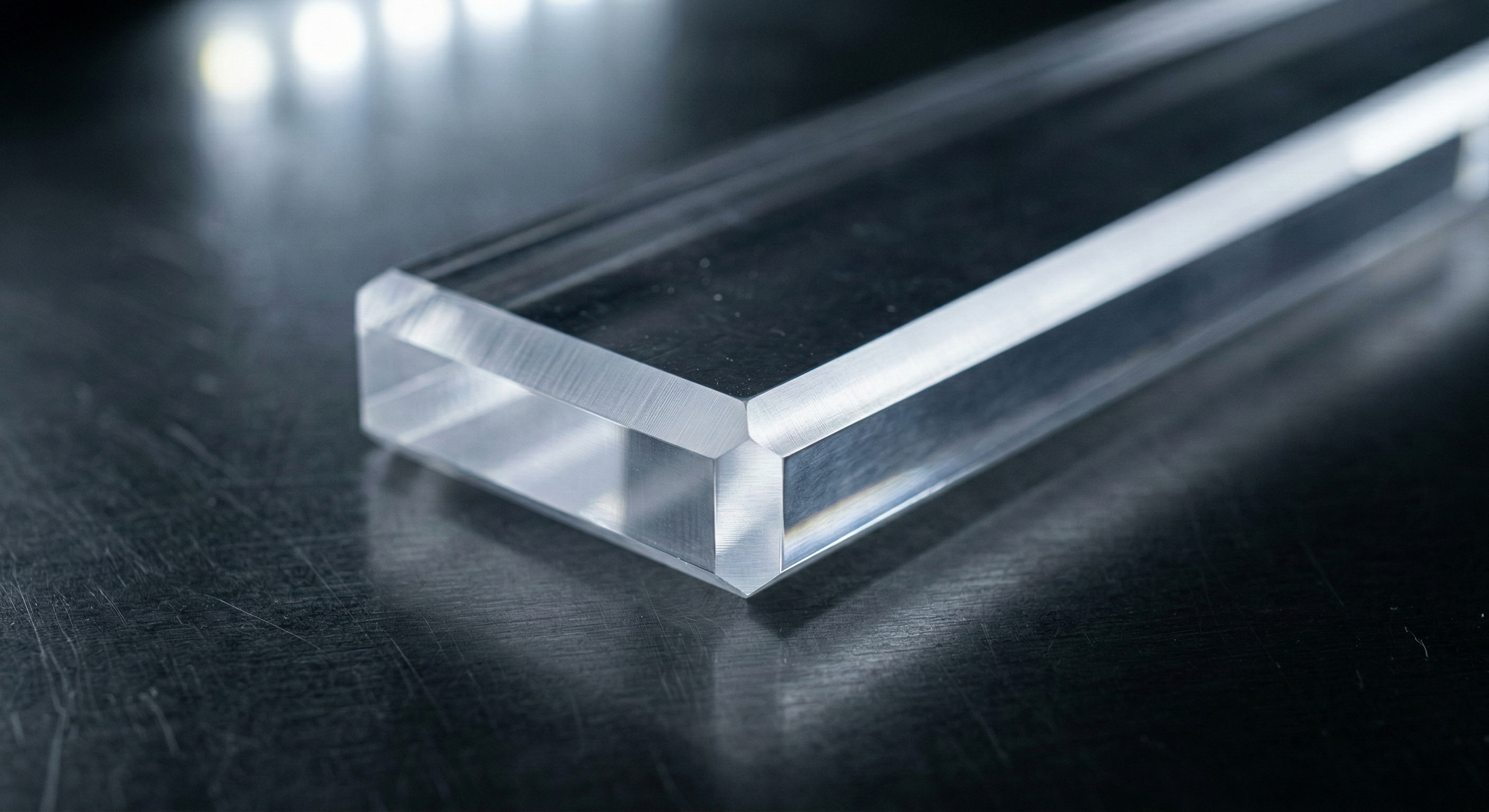
Tratamento do perfil: para lâminas planas, a fresagem CNC cria arestas chanfradas para remover rebarbas afiadas.
Rosqueamento: usinagem de roscas na base da lâmina para conexão com interfaces específicas Pixel ou com a ponta da lâmina.
- Galvanoplastia e metalização a vácuo
Foco: conferir ao material PC textura metálica e funções ópticas reflexivas.
Embora o PC seja um isolante, tratamentos superficiais específicos podem lhe conferir aparência metálica. Trata-se de um processo econômico, porém premium, para a fabricação de acessórios decorativos para sabres de luz (como garras ou tampões).
Lógica Física: Normalmente utiliza a metalização a vácuo (PVD). Em um ambiente de vácuo, o alumínio ou o cromo é vaporizado e depositado sobre a superfície de policarbonato (PC).
- Termoformagem
Foco: Processo de fabricação de lâminas curvas (por exemplo, katanas) ou estruturas irregulares não padronizadas.
Ao criar lâminas com curvatura específica (como sabres de luz no estilo katana), a conformação a frio causaria tensões internas excessivas e fraturas; portanto, a termoconformação é essencial.
Lógica Física: O material de policarbonato (PC) é aquecido acima de sua temperatura de transição vítrea (aprox. 147 °C), mas abaixo de seu ponto de fusão. Nesse estado, as cadeias poliméricas podem deslizar livremente. O material é submetido à pressão e moldado em uma matriz curva; ao ser resfriado, as cadeias se reorganizam e travam na nova configuração. Esse processo permite fabricar lâminas curvas no estilo katana que mantêm excelente resistência ao impacto.

- Soldagem Química / União por Solvente
Foco: Garantia de segurança de que a ponta da lâmina nunca se soltará do tubo.
Diferentemente da adesão por cola utilizada em brinquedos de baixa qualidade, a montagem de sabres de luz profissionais de grau duelístico deve empregar Soldagem Química.
Lógica Física: Pode-se aplicar um solvente volátil (como o diclorometano) nas superfícies de encaixe. O solvente dissolve temporariamente as cadeias poliméricas na superfície do policarbonato (PC). Quando a ponta é inserida no tubo, os materiais sofrem Emaranhamento Intermolecular. À medida que o solvente evapora, os dois componentes fundem-se fisicamente em uma única unidade. A resistência dessa ligação equivale à do próprio material, eliminando completamente o risco de segurança representado pelo desprendimento da ponta durante o duelo.
- Por que o PC Extrudido é mais resistente que o PC injetado
Veredito: Embora a composição química seja idêntica, o PC de grau extrusão normalmente possui maior massa molecular e melhor orientação molecular. Isso resulta em desempenho significativamente superior sob a tensão de alto impacto característica dos duelos com sabres de luz, comparado ao PC injetado.
Massa Molecular e Comprimento da Cadeia
Os métodos de processamento ditam a seleção da matéria-prima.
A moldagem por injeção exige um material com alta fluidez (alto índice de fluidez no estado fundido/MFI) para preencher rapidamente moldes complexos. Para alcançar isso, o policarbonato para injeção normalmente é composto por cadeias poliméricas mais curtas.
A extrusão lida com perfis contínuos e utiliza materiais com baixa fluidez (baixo MFI). Isso significa que o policarbonato para extrusão possui cadeias poliméricas mais longas e maior massa molecular.
Lógica física: cadeias moleculares mais longas resultam em um entrelaçamento físico mais apertado. Assim como em um tecido de tricô, quanto mais longos os fios e mais apertado o ponto, maior a energia necessária para rasgá-lo. Essa é a razão fundamental para a resistência à ruptura dos tubos extrudados.
Orientação Molecular
Extrusão: Durante a extrusão, o policarbonato (PC) fundido é continuamente esticado ao longo do eixo do tubo. Isso alinha as cadeias poliméricas longitudinalmente. Esse alinhamento confere ao tubo uma alta resistência "anisotrópica", proporcionando extrema tenacidade contra impactos laterais (a força principal nos duelos com sabres de luz).
Moldagem por Injeção: O plástico flui de forma turbulenta para o molde e resfria rapidamente e de maneira não uniforme. Isso resulta em uma orientação molecular aleatória e em uma distribuição irregular de tensões internas, criando pontos microscópicos de fragilidade.
Integridade Estrutural
Unidade Contínua sem Emendas: Os tubos extrudados são formados de forma contínua, gerando uma unidade estruturalmente integral.
Riscos das Linhas de Solda: Produtos moldados por injeção frequentemente apresentam Linhas de Solda (ou Linhas de Junção) — áreas onde duas frentes de fluxo se encontram. Esses são os pontos mais fracos na ligação do material. Em aplicações de alta tensão, como sabres de luz, as linhas de solda atuam como ponto de origem para falhas catastróficas.

Padrões de Espessura da Parede da Lâmina de PC e Aplicações
Física da Espessura da Parede
Assumindo que o diâmetro externo do tubo de policarbonato (PC) permanece constante (normalmente 1 polegada), a espessura da parede é a única variável que determina o desempenho físico do sabre de luz. Do ponto de vista da mecânica estrutural, o aumento da espessura da parede eleva significativamente o Momento de Inércia do tubo. Isso implica um aumento exponencial na resistência da lâmina à flexão e ao flambamento. Embora o material PC possua naturalmente alta tenacidade, se a parede for muito fina, os pontos de impacto localizados não conseguem dissipar eficazmente a alta energia cinética, podendo superar o Limite de Escoamento do material e provocar amassamentos ou fraturas catastróficas.
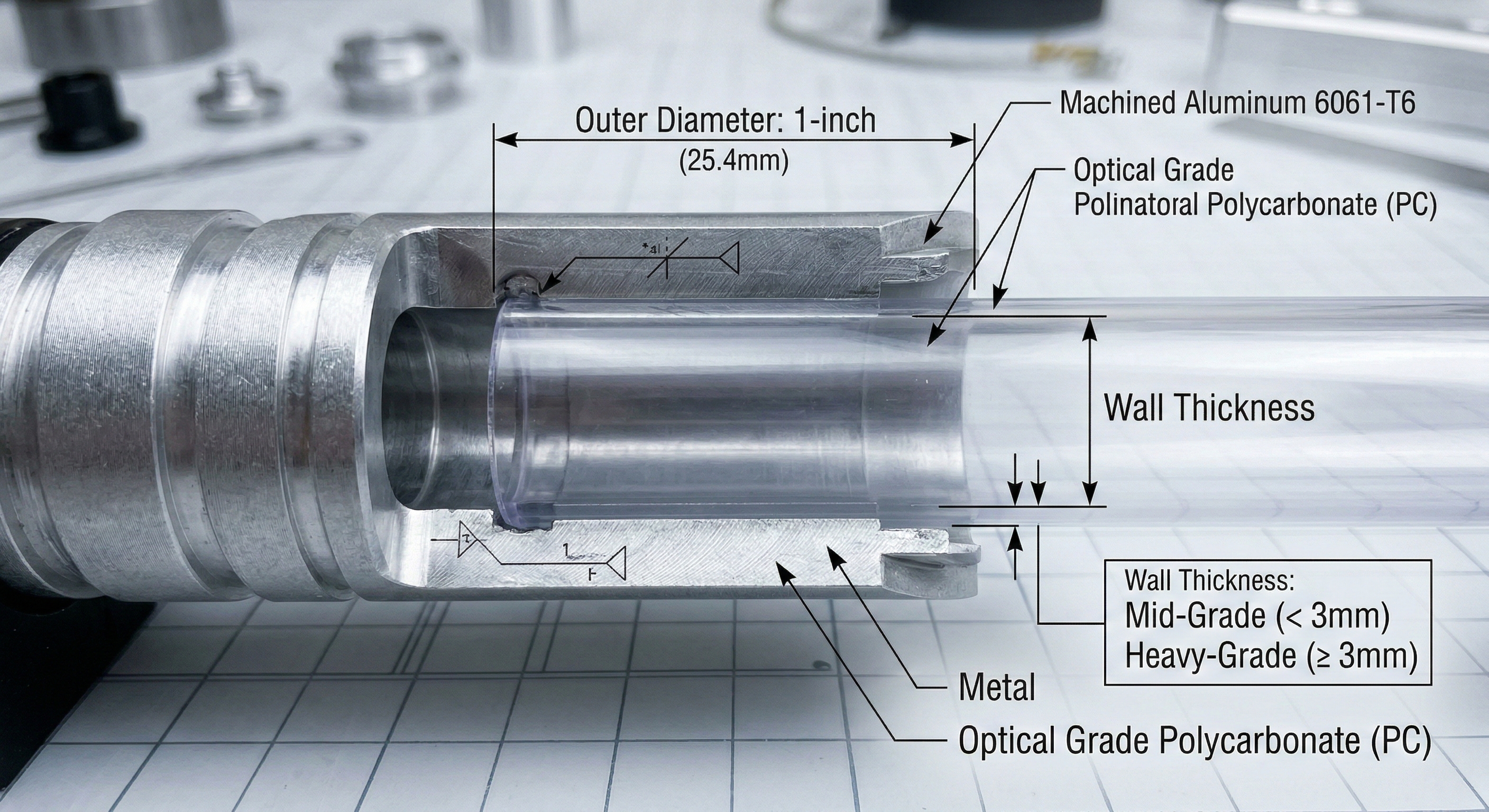
Padrão/Médio: < 3 mm
Esta categoria refere-se normalmente a lâminas de PC com espessura de parede entre 1,5 mm e 2 mm.
Limitações Físicas: Testes destrutivos extensivos indicam que tubos de PC com espessura de parede inferior a 3 mm são altamente suscetíveis a falhas estruturais quando submetidos a um golpe completo com força total por um adulto. As paredes mais finas não possuem massa suficiente para absorver as ondas de choque instantâneas geradas pelo impacto forte.
Aplicações: Essas lâminas não são recomendadas para duelos de contato total. No entanto, devido ao seu peso extremamente leve (baixo Momento de Inércia), elas reduzem significativamente a sobrecarga no pulso do usuário. Consequentemente, lâminas com espessura inferior a 3 mm são classificadas como "Grau de Treino e Apresentação", tornando-as a escolha ideal para artes de fluxo (Flow Arts), treino de rotação e exibição em Cosplay.
Pesado/Para Duelo: ≥ 3 mm
Isso refere-se a lâminas de PC com espessura de parede igual ou superior a 3 mm, comumente conhecidas na indústria como "Grau Pesado".
Vantagens Físicas: 3 mm é considerado pela indústria o limiar de segurança para o combate com sabres. Nessa espessura, o material de policarbonato forma uma estrutura robusta de suporte em arco, capaz de suportar golpes de alta intensidade sem sofrer deformação plástica. Dados indicam que tubos de policarbonato com 3 mm de espessura mantêm a integridade estrutural ao enfrentar impactos físicos de alta velocidade e alto torque.
Aplicações: Este é o padrão para todos os torneios competitivos de esgrima com sabres luminosos, duelos de contato total e uso intensivo de adereços. Apenas com uma espessura de parede de 3 mm a lâmina consegue suportar o ambiente extremo gerado pela colisão violenta de duas "barras de policarbonato", garantindo que não se quebre nem se fragmente, assegurando, assim, a segurança do usuário.