Hojas de sable de luz: clasificación según el material
Hoja de réplica de sable de luz
Hojas de sable de luz: clasificación según el material
La hoja es el núcleo físico del sistema de sable de luz. En función de los escenarios de aplicación (combate, exhibición, entrenamiento), los materiales de las hojas se clasifican en tres tipos principales: policarbonato, materiales compuestos y materiales blandos/de seguridad.

Declaración sobre materiales excluidos: Esta enciclopedia incluye exclusivamente materiales verificados que demuestran una resistencia industrial para la fabricación de sables de luz. Se excluyen otros materiales transparentes disponibles en el mercado (como acrílico/PMMA, PETG estándar, vidrio o poliestireno genérico). Debido a su alta fragilidad y su incapacidad para superar las pruebas estándar de impacto Charpy, suponen riesgos significativos de fractura y fragmentación durante el impacto. En estricta conformidad con los protocolos de seguridad del usuario, todos los materiales inferiores que no alcancen este umbral de seguridad quedan excluidos de esta enciclopedia.
Tecnología de hoja de sable de luz en policarbonato (PC)
¿Qué es el policarbonato?
El policarbonato (PC) es un plástico de ingeniería de alto rendimiento que pertenece al grupo de los polímeros termoplásticos. En la industria de fabricación de sables de luz, suele denominarse «metal transparente». Desde el punto de vista físico, el PC posee una resistencia al impacto excepcional: es aproximadamente 250 veces más resistente al impacto que el vidrio estándar y 30 veces más que el metacrilato (PMMA). Su estructura molecular, que contiene grupos carbonato, le confiere una tenacidad superior, lo que le permite absorber golpes de alta energía cinética sin sufrir fracturas frágiles.

Además, el PC constituye una excelente guía de onda óptica. El policarbonato de alta calidad ofrece una tasa de transmisión de luz de aproximadamente el 90 %. Combinado con su índice de refracción, guía eficazmente los fotones emitidos desde la empuñadura a lo largo de las paredes del tubo, lo que lo convierte en la solución física óptima para equilibrar la «durabilidad» con la «luminosidad».
Grados de calidad del material de policarbonato
No todos los tubos de PC cumplen los requisitos para ser considerados «cuchillas de doble grado». En la cadena de suministro industrial, la pureza y la formulación de la resina determinan la vida útil y el rendimiento óptico de la cuchilla.
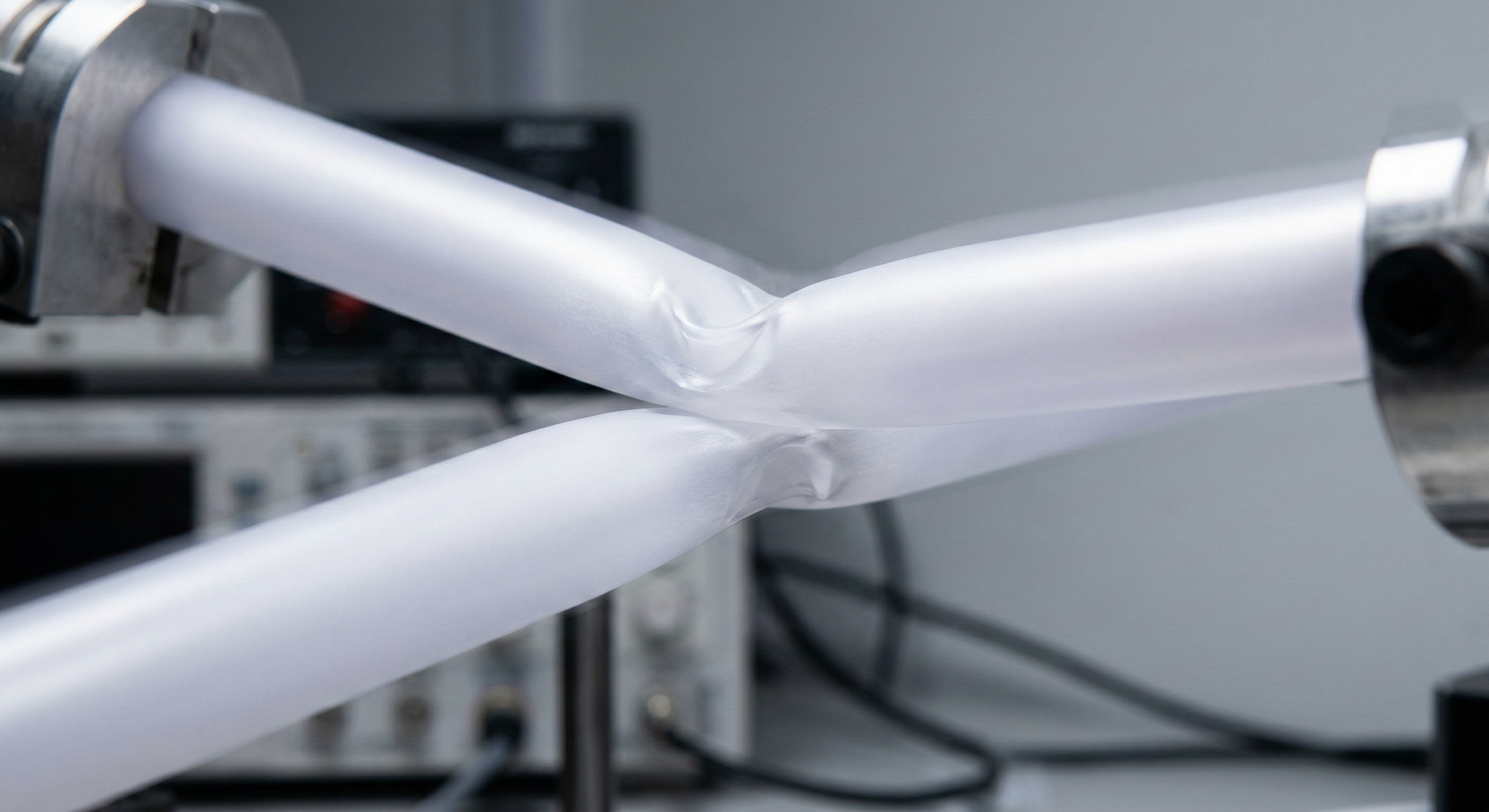
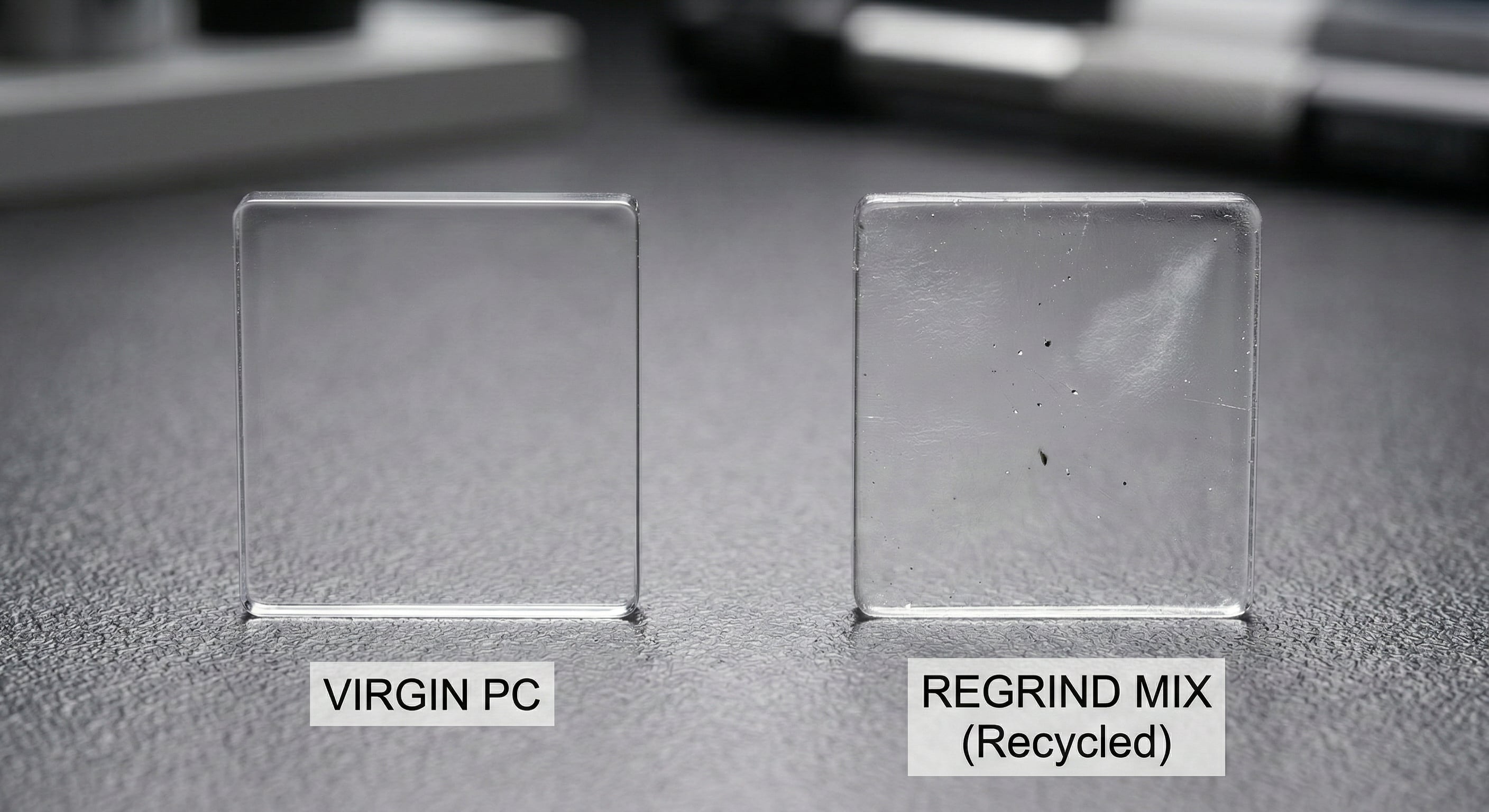
Materia prima virgen frente a material reciclado: Las cuchillas de gama alta deben fabricarse exclusivamente con material virgen al 100 %. La incorporación de material reciclado (regrind) compromete la integridad de la cadena molecular, provocando la aparición de marcas de tensión (blanquecino) o la rotura por impacto de la cuchilla.
Grado óptico y estabilización UV: Este es el factor diferenciador fundamental entre las cuchillas de alta gama y los tubos plásticos económicos. El material de policarbonato (PC) estándar, al exponerse durante mucho tiempo a la luz UV o a la radiación térmica procedente de LEDs de alta potencia, sufre fotodegradación, lo que provoca el amarilleamiento y la fragilidad del tubo. Únicamente se puede utilizar PC de grado óptico impregnado con estabilizadores UV. Esta formulación bloquea eficazmente los daños causados por la luz de alta energía, garantizando que la cuchilla permanezca cristalina durante años de uso, evitando así el tono amarillento y marchito, típico de los productos económicos, provocado por el envejecimiento.

Procesos de fabricación del policarbonato (PC)
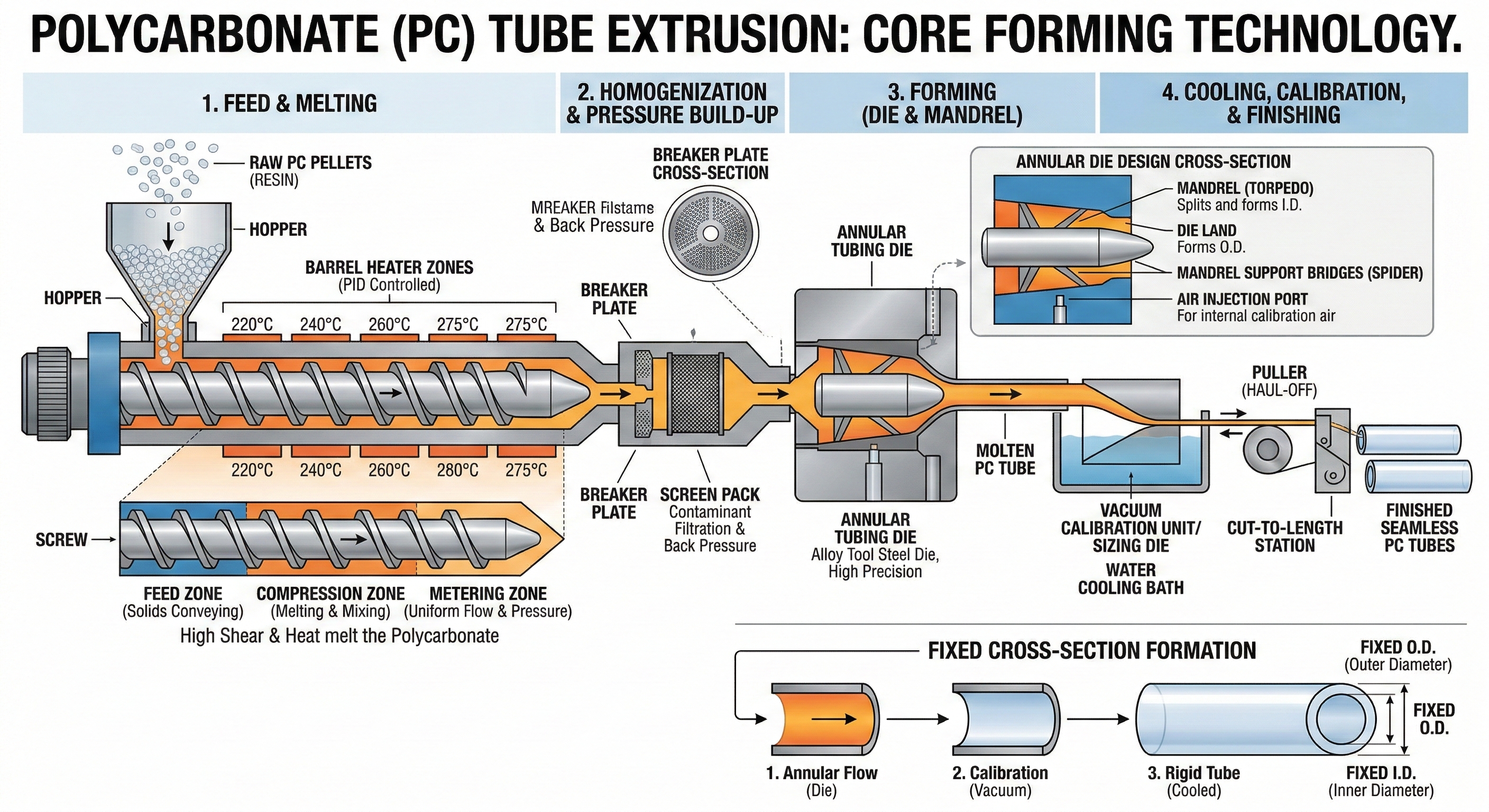
- Extrusión
Enfoque: La tecnología fundamental de conformación para cuchillas redondas y cuerpos de cuchilla de alta resistencia con perfiles definidos.
La extrusión es el proceso fundamental y más crítico para la fabricación del cuerpo de la cuchilla. El policarbonato fundido se fuerza a través de una matriz de aleación específica, a alta temperatura y presión, mediante un extrusor de tornillo, para producir continuamente tubos con una sección transversal fija.
Lógica física: Solo una extrusión de alta precisión garantiza una concentricidad absoluta (espesor uniforme de la pared). Un espesor de pared no uniforme crea puntos de concentración de tensión en los lados más delgados, lo que puede provocar una falla catastrófica bajo impacto. Para formas no estándar, como la «Darksaber», se pueden utilizar matrices de extrusión de perfiles para formar, en un solo paso, secciones transversales complejas y de alta resistencia.
- Moldeo por inyección
Para componentes con geometrías complejas que no pueden conformarse mediante estiramiento lineal —en particular, la punta de la cuchilla, de forma hemisférica—

- Mecanizado por CNC
Enfoque: Refinamiento secundario y control de tolerancias de los semielaborados obtenidos por extrusión.
Los policarbonatos extruidos son simplemente productos semiacabados; deben someterse a fabricación sustractiva mediante CNC (Control Numérico por Computadora) para convertirse en productos industriales calificados.
Lógica física: el PC es sensible al calor y tiene mala conductividad térmica, lo que significa que el corte a alta velocidad puede provocar fusión localizada. Se pueden utilizar herramientas especializadas para plásticos con parámetros de corte de baja velocidad y alta avance.
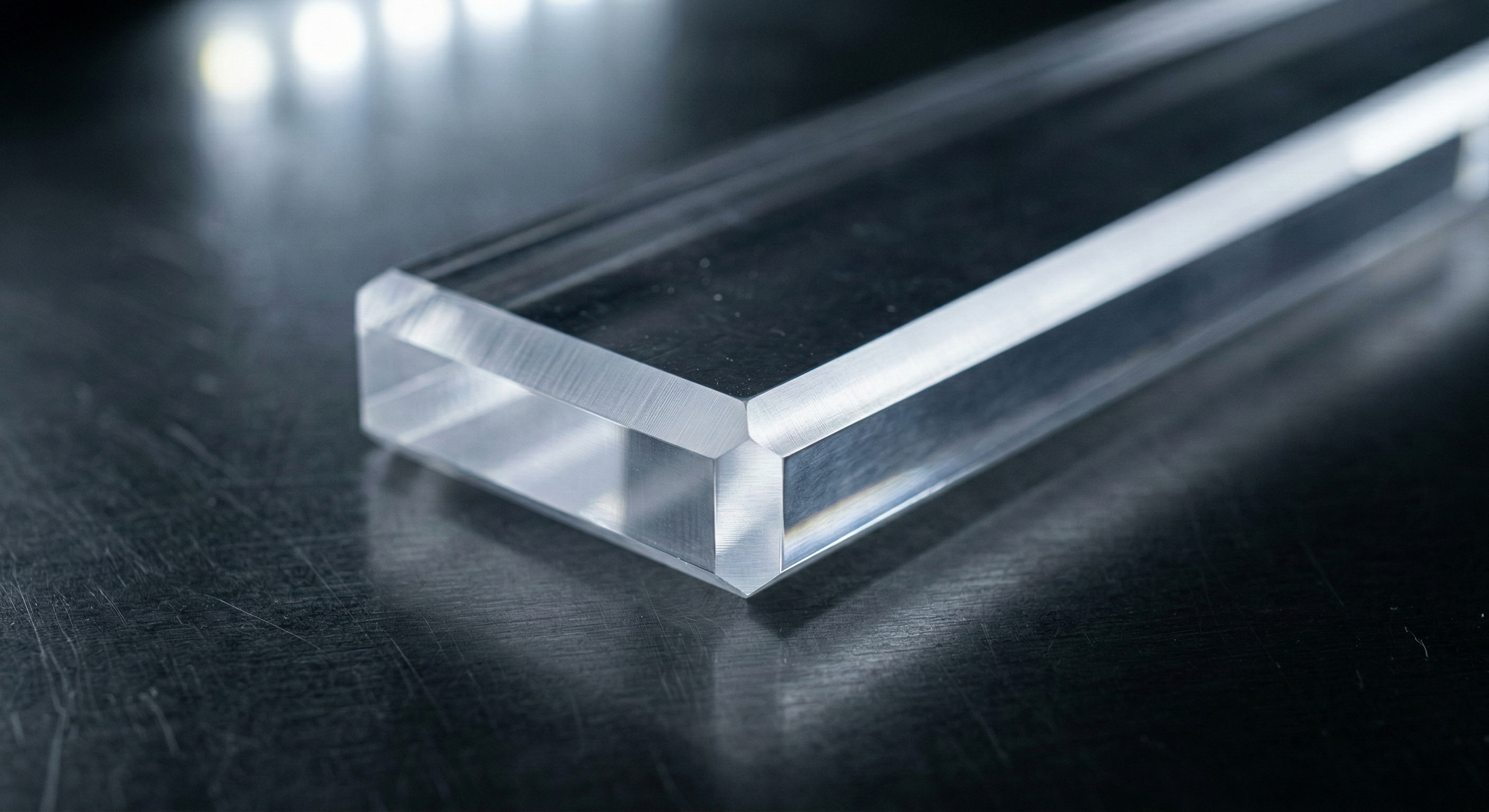
Tratamiento del perfil: para cuchillas planas, el fresado CNC crea bordes biselados para eliminar rebabas afiladas.
Rosca: mecanizado de roscas en la base de la cuchilla para conectar interfaces Pixel específicas o la punta de la cuchilla.
- Galvanoplastia y metalización al vacío
Enfoque: dotar al material de PC de textura metálica y funciones ópticas reflectantes.
Aunque el PC es un aislante, tratamientos superficiales específicos pueden otorgarle un aspecto metálico. Se trata de un proceso rentable pero de alta calidad para la fabricación de accesorios decorativos para sables de luz (como garras o tapones).
Lógica física: Normalmente se utiliza la metalización al vacío (PVD). En un entorno de vacío, el aluminio o el cromo se vaporizan y se depositan sobre la superficie de policarbonato (PC).
- De termogestión
Enfoque: Proceso de fabricación de hojas curvadas (por ejemplo, katana) o estructuras irregulares no estándar.
Al fabricar hojas con una curvatura específica (como las espadas láser de estilo katana), el conformado en frío provocaría tensiones internas excesivas y rotura; por tanto, el termoconformado es imprescindible.
Lógica física: El material de policarbonato (PC) se calienta por encima de su temperatura de transición vítrea (aprox. 147 °C), pero por debajo de su punto de fusión. En este estado, las cadenas poliméricas pueden deslizarse libremente. El material se somete a presión y se dobla dentro de un molde; al enfriarse, las cadenas se fijan nuevamente en la nueva configuración. Este proceso permite fabricar hojas curvas de tipo katana que conservan una excelente resistencia al impacto.

- Soldadura química / unión por disolvente
Enfoque: Garantía de seguridad de que la punta de la hoja nunca se desprenderá del tubo.
A diferencia de la adhesión mediante pegamento utilizada en juguetes de gama baja, el ensamblaje de sables de luz profesionales de grado dual debe emplear soldadura química.
Lógica física: Se puede aplicar un disolvente volátil (como el diclorometano) sobre las superficies de acoplamiento. El disolvente disuelve temporalmente las cadenas poliméricas en la superficie de policarbonato (PC). Cuando la punta se inserta en el tubo, los materiales experimentan un enredo intermolecular. A medida que el disolvente se evapora, los dos componentes se fusionan físicamente en una sola unidad. La resistencia de esta unión es equivalente a la del propio material, eliminando por completo el riesgo de seguridad de que la punta se desprenda durante el combate.
- ¿Por qué el policarbonato extruido es más resistente que el policarbonato inyectado?
Conclusión: Aunque su composición química es idéntica, el policarbonato de grado extruido suele tener un peso molecular mayor y una orientación molecular superior. Esto se traduce en un rendimiento significativamente mejor bajo las tensiones de alto impacto propias del combate con sables de luz, comparado con el policarbonato inyectado.
Peso molecular y longitud de cadena
Los métodos de procesamiento determinan la selección de las materias primas.
El moldeo por inyección requiere un material con alta fluidez (índice de fluidez en fusión alto, o MFI) para llenar moldes complejos rápidamente. Para lograrlo, el policarbonato de grado inyección suele constar de cadenas poliméricas más cortas.
La extrusión trata perfiles continuos y utiliza materiales con baja fluidez (MFI bajo). Esto significa que el policarbonato de grado extrusión posee cadenas poliméricas más largas y mayor peso molecular.
Lógica física: las cadenas moleculares más largas generan un entrelazamiento físico más estrecho. Al igual que una tela de punto, cuanto más largos sean los hilos y más apretado el tejido, mayor será la energía necesaria para desgarrarla. Esta es la razón fundamental de la resistencia a la rotura de los tubos extruidos.
Orientación molecular
Extrusión: Durante la extrusión, el policarbonato fundido se estira continuamente a lo largo del eje del tubo. Esto alinea las cadenas poliméricas longitudinalmente. Esta alineación otorga al tubo una alta resistencia "anisotrópica", proporcionando una extrema tenacidad frente a impactos laterales (la fuerza principal en los duelos con sables de luz).
Moldeo por inyección: El plástico fluye de forma turbulenta hacia el molde y se enfría rápidamente y de manera desigual. Esto provoca una orientación molecular aleatoria y una distribución irregular de tensiones internas, generando puntos microscópicamente frágiles.
Integridad Estructural
Unidad sin juntas: Los tubos extruidos se forman de forma continua, creando una unidad estructuralmente integral.
Riesgos de líneas de soldadura: Los productos moldeados por inyección suelen contener líneas de soldadura (líneas de unión), es decir, las zonas donde se encuentran dos frentes de flujo. Estas constituyen los puntos más débiles en la unión del material. En aplicaciones de alta tensión, como los sables de luz, las líneas de soldadura actúan como punto de inicio de una falla catastrófica.

Normas de espesor de pared de la hoja de PC y aplicaciones
Física del espesor de pared
Suponiendo que el diámetro exterior del tubo de policarbonato (PC) permanece constante (típicamente de 1 pulgada), el espesor de la pared es la única variable que determina el rendimiento físico del sable de luz. Desde una perspectiva de mecánica estructural, aumentar el espesor de la pared eleva significativamente el momento de inercia del tubo. Esto implica un aumento exponencial en la resistencia de la hoja a la flexión y al pandeo. Aunque el material PC posee una tenacidad intrínseca elevada, si la pared es demasiado delgada, los puntos de impacto localizados no pueden disipar eficazmente una alta energía cinética, lo que podría superar el límite elástico del material y provocar abolladuras o fracturas catastróficas.
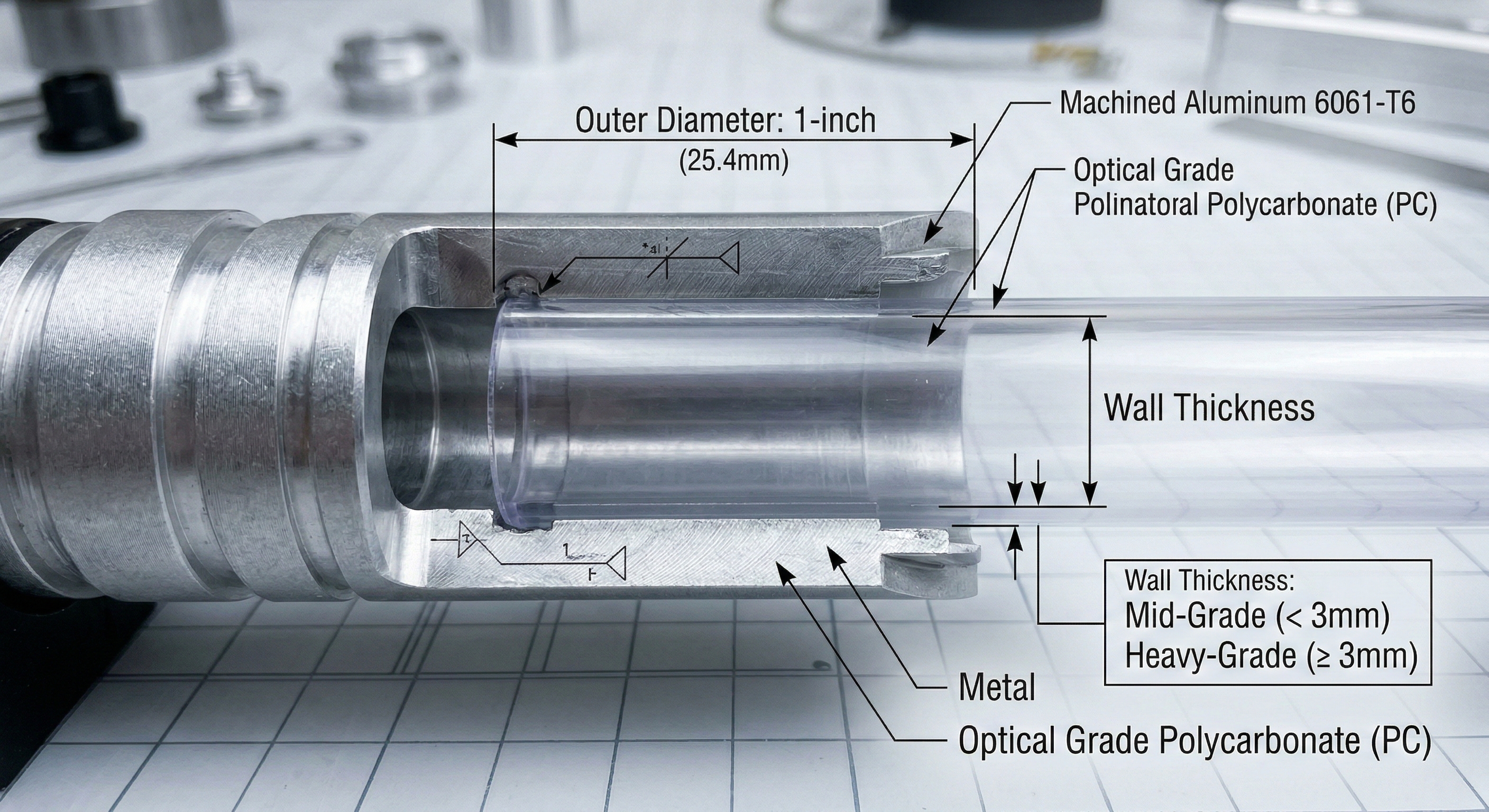
Estándar/Calidad media: < 3 mm
Esta categoría hace referencia típicamente a hojas de PC con un espesor de pared entre 1,5 mm y 2 mm.
Limitaciones físicas: Las pruebas destructivas extensas indican que los tubos de policarbonato (PC) con un espesor de pared inferior a 3 mm son altamente susceptibles a fallos estructurales cuando se someten a un golpe completo y con fuerza por parte de un adulto. Las paredes más delgadas carecen de la masa necesaria para absorber las ondas de choque instantáneas generadas por el impacto fuerte.
Aplicaciones: Estas cuchillas no se recomiendan para duelos de contacto total. Sin embargo, debido a su peso ultraligero (bajo momento de inercia), reducen significativamente la tensión en la muñeca del usuario. Por consiguiente, las cuchillas con un espesor inferior a 3 mm se clasifican como «de práctica y actuación», lo que las convierte en la opción óptima para las artes del flujo (Flow Arts), la práctica de giros y la exhibición en disfraces (Cosplay).
Pesada / para duelos: ≥ 3 mm
Esto hace referencia a cuchillas de policarbonato (PC) con un espesor de pared de 3 mm o superior, comúnmente conocidas en la industria como «grado pesado».
Ventajas físicas: 3 mm es considerado por la industria como el umbral de seguridad para el combate con sables de luz. Con este grosor, el material de policarbonato forma una estructura de soporte en arco robusta, capaz de resistir golpes de alta intensidad sin sufrir deformación plástica. Los datos muestran que los tubos de policarbonato de 3 mm de grosor mantienen su integridad estructural ante impactos físicos de alta velocidad y alto par.
Aplicaciones: Este es el estándar para toda la esgrima competitiva con sables de luz, los duelos de contacto completo y el uso intensivo de accesorios. Únicamente con un grosor de pared de 3 mm puede la hoja sobrevivir al entorno extremo generado cuando dos «barras de policarbonato» chocan violentamente, garantizando así que no se rompa ni se astille, lo que asegura la seguridad del usuario.