Lightsaber Blades: Classification by Material
Replica Lightsaber Blade
Lightsaber Blades: Classification by Material
The blade is the physical core of the lightsaber system. Based on application scenarios (combat, display, training), blade materials are categorized into three main types: Polycarbonate, Composite Materials, and Soft/Safety Materials.

Statement on Excluded Materials: This encyclopedia exclusively features verified materials that demonstrate industrial-grade strength for lightsaber manufacturing. Other transparent materials found in the market (such as Acrylic/PMMA, standard PETG, glass, or generic Polystyrene) are excluded. Due to their high Brittleness and inability to pass standard Charpy Impact Tests, they pose significant risks of shattering and fragmentation during impact. In strict adherence to User Safety protocols, all inferior materials falling below this safety threshold are omitted from this encyclopedia.
Lightsaber Polycarbonate (PC) Blade Technology
What is Polycarbonate?
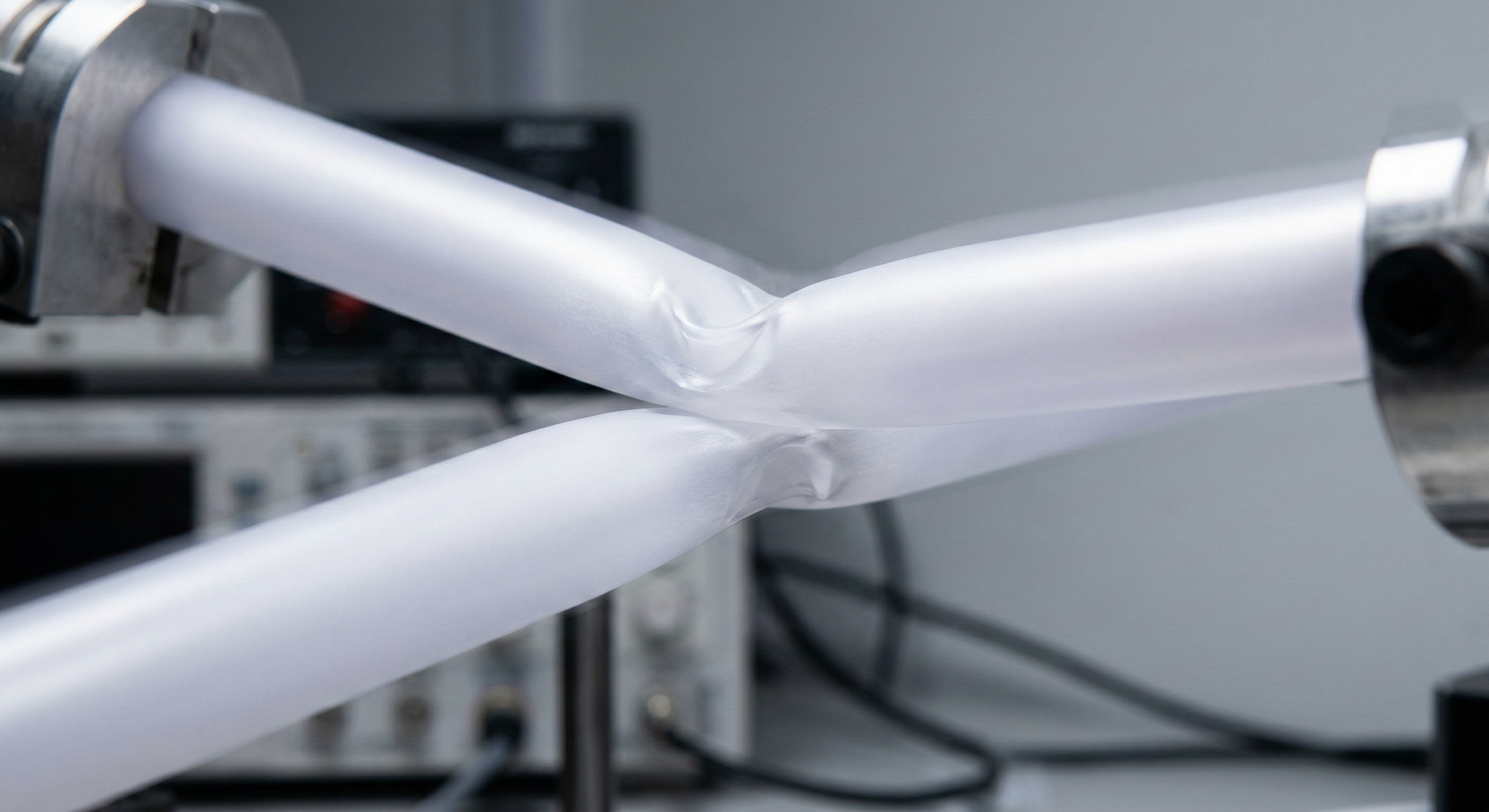
Polycarbonate (PC) is a high-performance engineering plastic belonging to the thermoplastic polymer group. In the lightsaber manufacturing industry, it is often referred to as "transparent metal." From a physics perspective, PC possesses exceptional Impact Strength—it is approximately 250 times more impact-resistant than standard glass and 30 times more than Acrylic (PMMA). Its molecular structure, containing carbonate groups, grants the material superior toughness, allowing it to absorb high-kinetic energy strikes without brittle fracture.

Additionally, PC serves as an excellent Optical Waveguide. High-quality PC offers a light transmission rate of around 90%. Combined with its refractive index, it effectively guides photons emitted from the hilt along the tube walls, making it the optimal physical solution for balancing "durability" with "luminosity."
Quality Grades of PC Material
Not all PC tubes qualify as "Duel-Grade Blades." In the industrial supply chain, the purity and formulation of the resin dictate the blade's lifespan and optical performance.
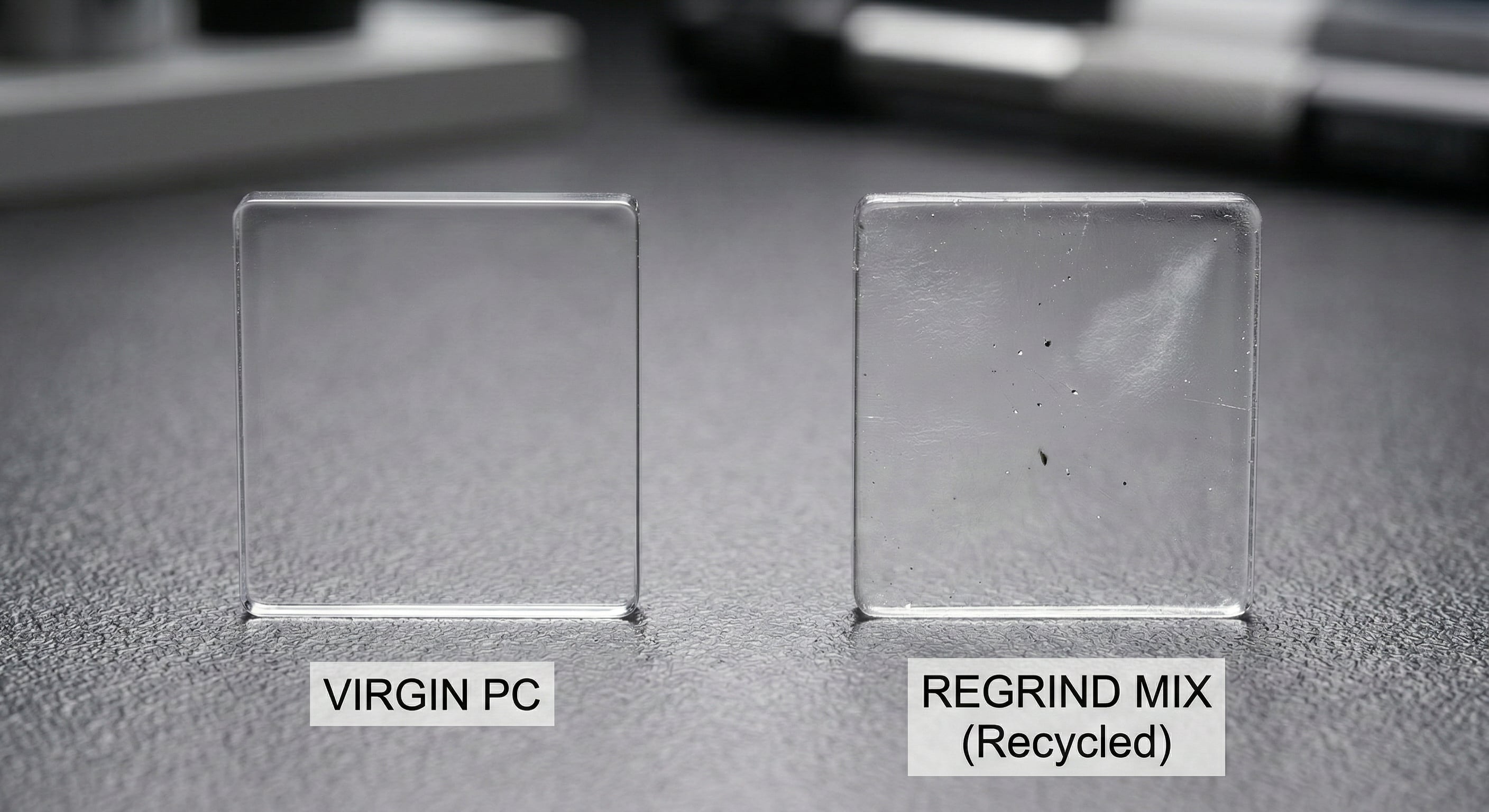
Virgin vs. Regrind: Top-tier blades must be manufactured using 100% Virgin Material. Mixing in recycled material (Regrind) compromises the molecular chain integrity, causing the blade to develop stress marks (whitening) or shatter under impact.
Optical Grade & UV Stabilization: This is the core differentiator between high-end blades and cheap plastic tubes. Standard PC material, when exposed to UV light or thermal radiation from high-power LEDs over time, undergoes Photodegradation, causing the tube to yellow and become brittle. Can utilize only Optical Grade PC infused with UV Stabilizers. This formulation effectively blocks damage from high-energy light, ensuring the blade remains crystal clear over years of use, avoiding the cheap, withered yellow tint caused by aging.

Manufacturing Processes of Polycarbonate (PC)
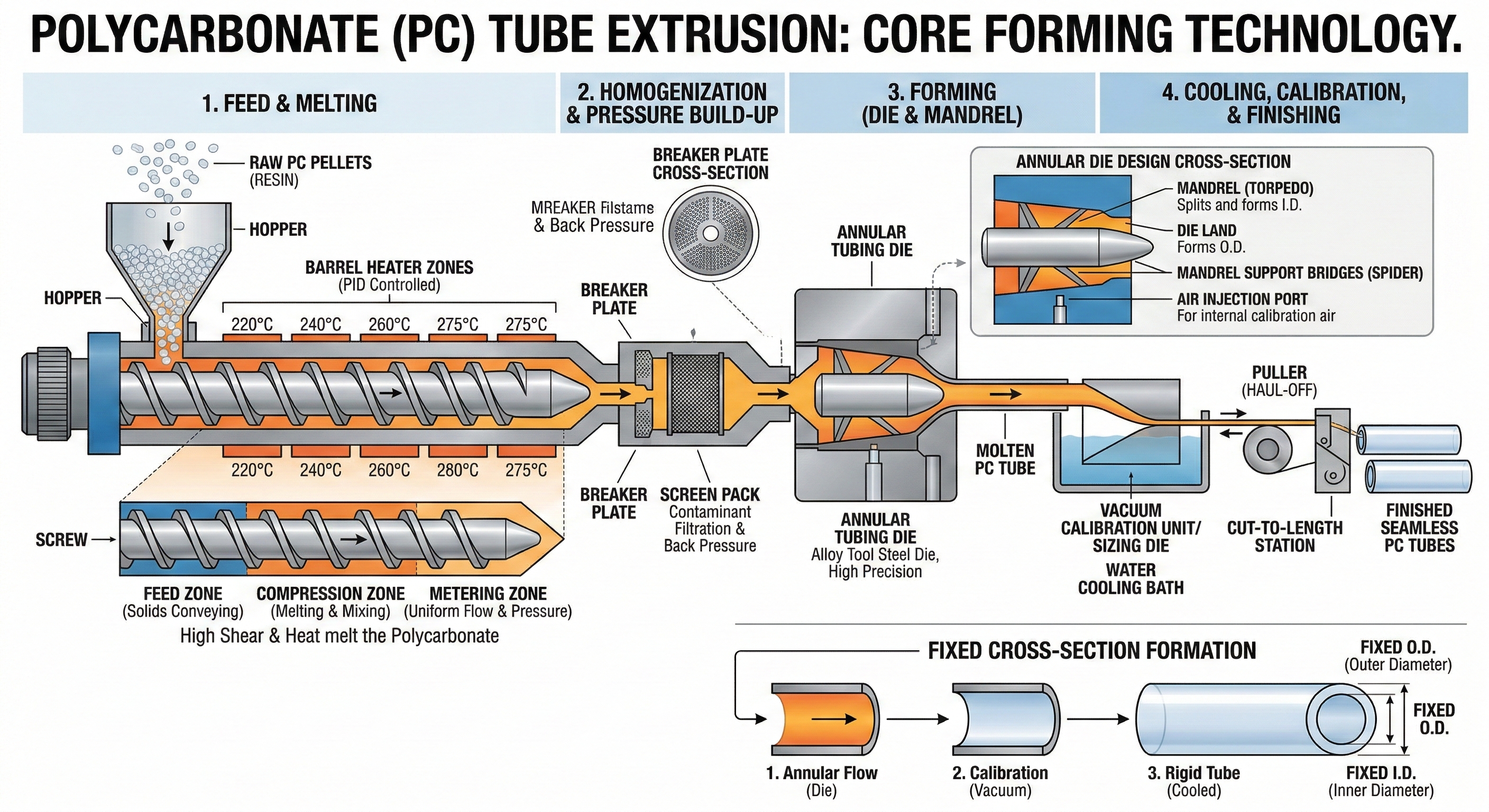
- Extrusion
Focus: The core forming technology for round blades and profiled high-strength blade bodies.
Extrusion is the fundamental and most critical process for manufacturing the blade body. Molten polycarbonate is forced through a specific alloy die under high temperature and pressure via a screw extruder to continuously produce tubes with a fixed cross-section.
Physical Logic: Only high-precision extrusion ensures absolute Concentricity (uniform wall thickness). Uneven wall thickness creates stress concentration points on the thinner side, leading to catastrophic failure under impact. For non-standard shapes like the "Darksaber," can utilize profile extrusion dies to form complex, high-strength cross-sections in a single step.
- Injection Molding
For components with complex geometries that cannot be formed via linear stretching—most notably the hemispherical Blade Tip

- CNC Machining
Focus: Secondary refinement and tolerance control for extruded semi-finished products.
Extruded PC are merely semi-finished goods; they must undergo CNC (Computer Numerical Control) subtractive manufacturing to become qualified industrial products.
Physical Logic: PC is heat-sensitive and has poor thermal conductivity, meaning high-speed cutting can cause localized melting. Can use specialized plastic cutting tools with low-speed, high-feed parameters.
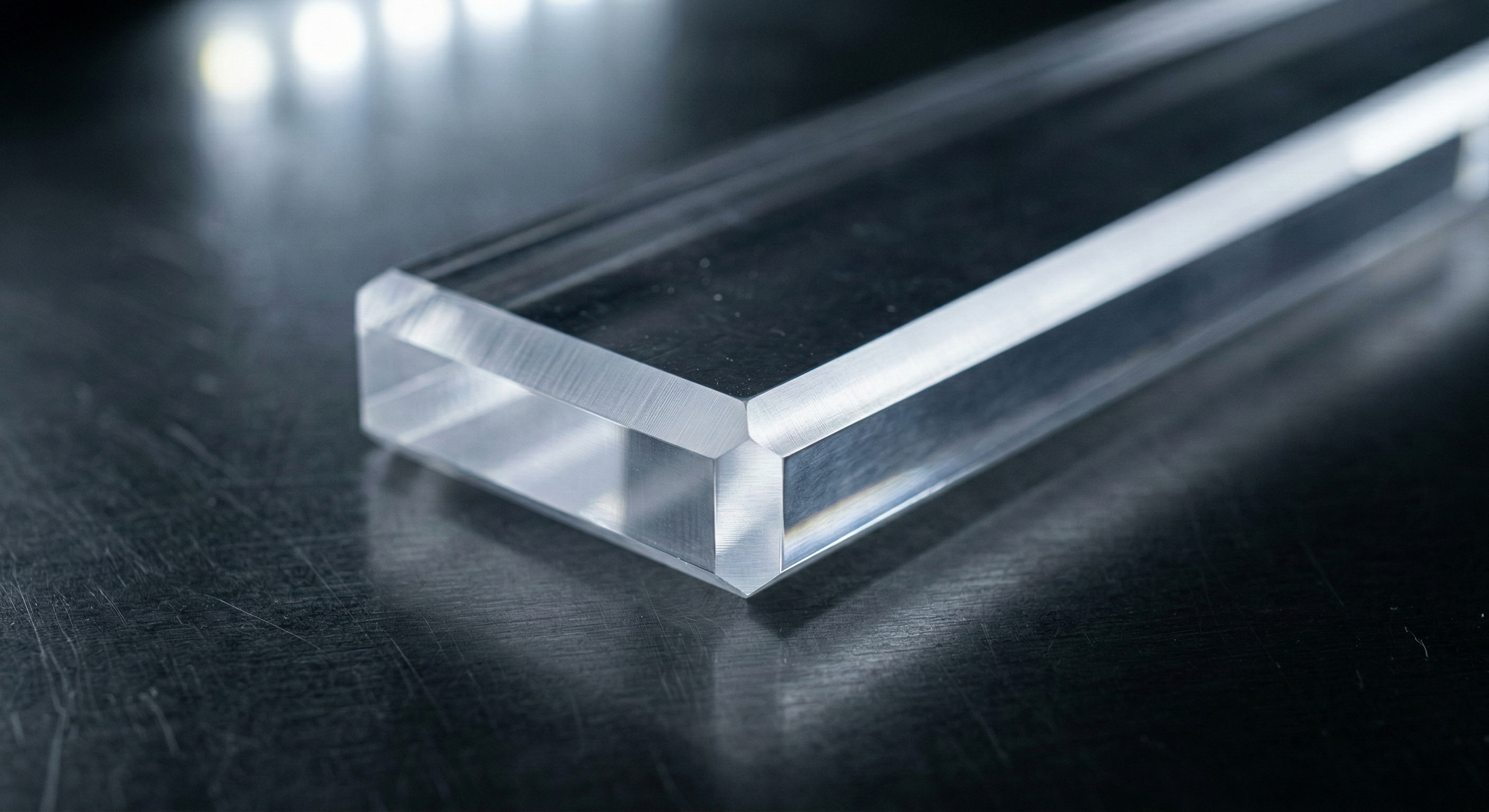
Profile Treatment:For flat blades, CNC milling creates chamfered edges to remove sharp burrs.
Threading:Machining threads at the base of the blade for connecting specific Pixel interfaces or blade tip.
- Electroplating & Vacuum Metallizing
Focus: Imbuing PC material with metallic texture and optical reflective functions.
EAlthough PC is an insulator, specific surface treatments can give it a metallic appearance. This is a cost-effective yet premium process for manufacturing decorative lightsaber accessories (such as claws or plugs).
Physical Logic: Typically use Vacuum Metallizing (PVD). In a vacuum environment, aluminum or chrome is vaporized and deposited onto the PC surface.
- Thermoforming
Focus: Process for manufacturing curved blades (e.g., Katanas) or non-standard irregular structures.
When creating blades with specific curvature (such as Katana-style lightsabers), cold forming would cause excessive internal stress and breakage; thus, Thermoforming is essential.
Physical Logic: The PC material is heated above its Glass Transition Temperature (approx. 147°C) but below its melting point. At this state, polymer chains can slide freely. The material is pressurized and bent in a mold; upon cooling, the chains re-lock in the new configuration. This can manufacture curved Katana blades that retain superior impact resistance.

- Chemical Welding / Solvent Bonding
Focus: The safety assurance that the blade tip will never detach from the tube.
Unlike the glue adhesion used in low-end toys, the assembly of professional duel-grade lightsabers must utilize Chemical Welding.
Physical Logic: Can apply a volatile solvent (like Dichloromethane) to the mating surfaces. The solvent temporarily dissolves the polymer chains on the PC surface. When the tip is inserted into the tube, the materials undergo Intermolecular Entanglement. As the solvent evaporates, the two components fuse physically into a single unit. The strength of this bond equals that of the material itself, completely eliminating the safety hazard of the tip flying off during dueling.
- Why Extruded PC is Stronger than Injection Molded PC
The Verdict: While the chemical composition is identical, Extrusion Grade PC typically possesses higher molecular weight and superior molecular orientation. This results in significantly better performance under the high-impact stress of lightsaber dueling compared to injection molded PC.
Molecular Weight & Chain Length
Processing methods dictate raw material selection.
Injection Molding requires material with high flowability (High Melt Flow Index/MFI) to fill complex molds quickly. To achieve this, injection grade PC typically consists of shorter polymer chains.
Extrusion deals with continuous profiles and uses material with low flowability (Low MFI). This means extrusion grade PC possesses longer polymer chains and higher molecular weight.
Physical Logic: Longer molecular chains result in tighter physical entanglement. Much like a knitted fabric, the longer the threads and the tighter the weave, the more energy is required to tear it apart. This is the fundamental reason for the burst resistance of extruded tubes.
Molecular Orientation
Extrusion: During extrusion, molten PC is continuously stretched along the axis of the tube. This aligns the polymer chains longitudinally. This alignment grants the tube high "anisotropic" strength, providing extreme toughness against lateral strikes (the primary force in lightsaber dueling).
Injection Molding: The plastic flows turbulently into the mold and cools rapidly and unevenly. This leads to random molecular orientation and uneven internal stress distribution, creating microscopic brittle points.
Structural Integrity
Seamless Unity: Extruded tubes are formed continuously, creating a structurally integral unit.
Weld Line Risks: Injection molded products often contain Weld Lines (Knit Lines)—the areas where two flow fronts meet. These are the weakest points in the material bond. In high-stress applications like lightsabers, weld lines serve as the starting point for catastrophic failure.

PC Blade Wall Thickness Standards & Applications
Physics of Wall Thickness
Assuming the outer diameter of the Polycarbonate (PC) tube remains constant (typically 1 inch), Wall Thickness is the sole variable determining the lightsaber's physical performance. From a structural mechanics perspective, increasing wall thickness significantly elevates the tube's Moment of Inertia. This implies an exponential increase in the blade's resistance to bending and buckling. While PC material possesses inherent high toughness, if the wall is too thin, localized impact points cannot effectively dissipate high kinetic energy, potentially exceeding the material's Yield Limit, leading to denting or catastrophic fracture.
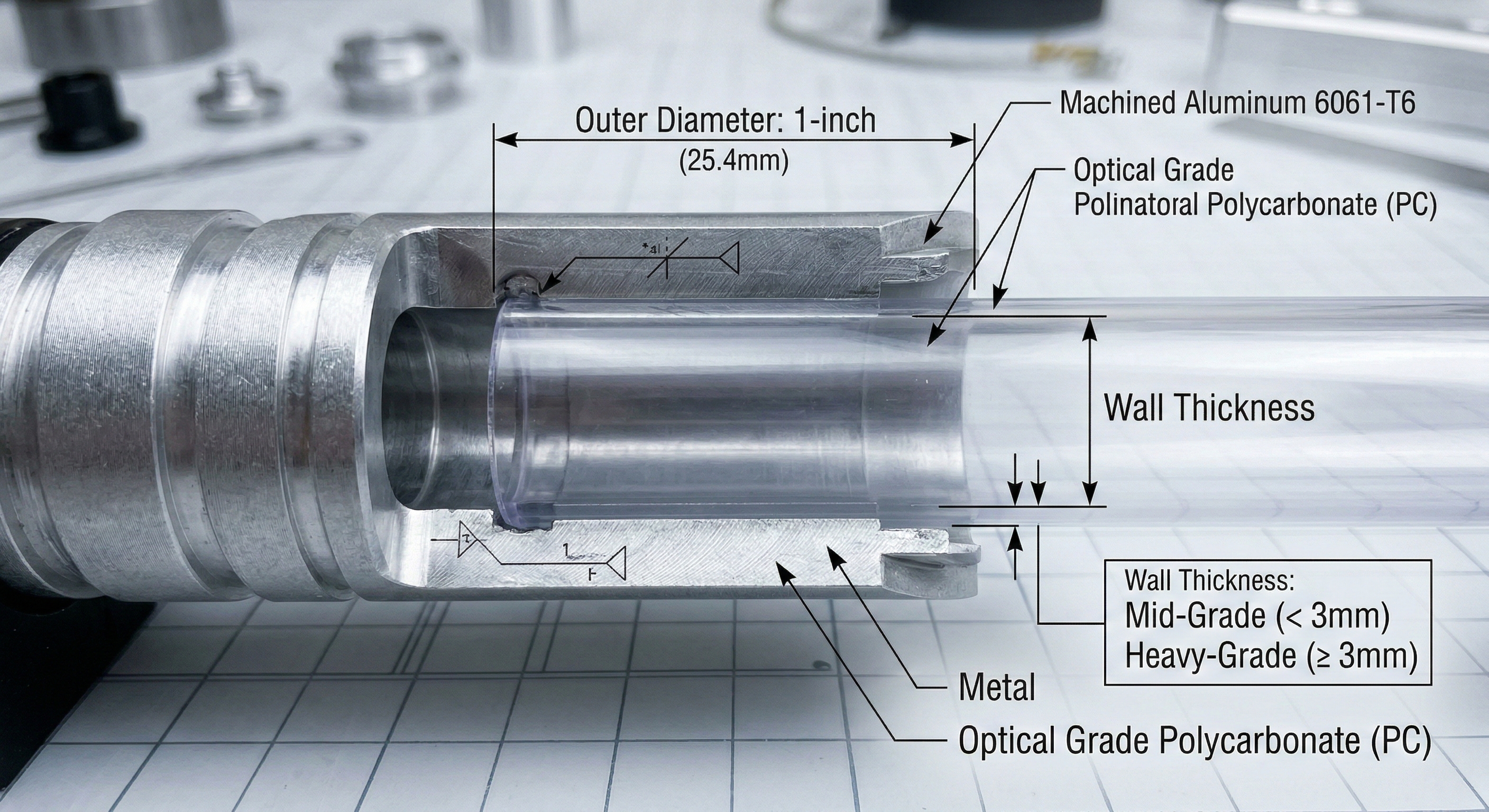
Standard/Mid-Grade: < 3mm
This category typically refers to PC blades with a wall thickness between 1.5mm and 2mm.
Physical Limitations: Extensive destructive testing indicates that PC tubes with a wall thickness under 3mm are highly susceptible to structural failure when subjected to a full-force swing by an adult. The thinner walls lack the mass to absorb the instantaneous shockwaves generated by hard contact.
Applications: These blades are not recommended for full-contact dueling. However, due to their ultra-light weight (low Moment of Inertia), they significantly reduce strain on the user's wrist. Consequently, blades under 3mm are defined as "Practice & Performance Grade," making them the optimal choice for Flow Arts, spinning practice, and Cosplay display.
Heavy/Duel-Grade: ≥ 3mm
This refers to PC blades with a wall thickness of 3mm or greater, commonly known in the industry as "Heavy Grade."
Physical Advantages: 3mm is regarded by the industry as the safety threshold for Saber Combat. At this thickness, the PC material forms a robust arch support structure capable of withstanding high-intensity strikes without plastic deformation. Data shows that 3mm thick PC tubes maintain structural integrity when facing high-velocity, high-torque physical impacts.
Applications: This is the standard for all competitive lightsaber fencing, full-contact dueling, and heavy-duty prop usage. Only at a 3mm wall thickness can the blade survive the extreme environment of two "polycarbonate bars" colliding violently, ensuring it will not snap or shatter, thus guaranteeing user safety.