Lame per Spada Laser: Classificazione in base al materiale
Lama per replica di spada laser
Lame per Spada Laser: Classificazione in base al materiale
La lama è il nucleo fisico del sistema spada laser. In base agli scenari di utilizzo (combattimento, esposizione, addestramento), i materiali per le lame sono suddivisi in tre categorie principali: policarbonato, materiali compositi e materiali morbidi/sicuri.

Dichiarazione sui materiali esclusi: questa enciclopedia include esclusivamente materiali verificati che dimostrano una resistenza di livello industriale per la produzione di spade laser. Altri materiali trasparenti presenti sul mercato (ad esempio acrilico/PMMA, PETG standard, vetro o polistirene generico) sono esclusi. A causa della loro elevata fragilità e dell’incapacità di superare i normali test di impatto Charpy, questi materiali comportano rischi significativi di frantumazione e scheggiatura durante gli urti. Nel rigoroso rispetto dei protocolli di sicurezza per l’utente, tutti i materiali scadenti che non soddisfano questo livello minimo di sicurezza sono stati omessi da questa enciclopedia.
Tecnologia della lama per spada laser in policarbonato (PC)
Cos'è il policarbonato?
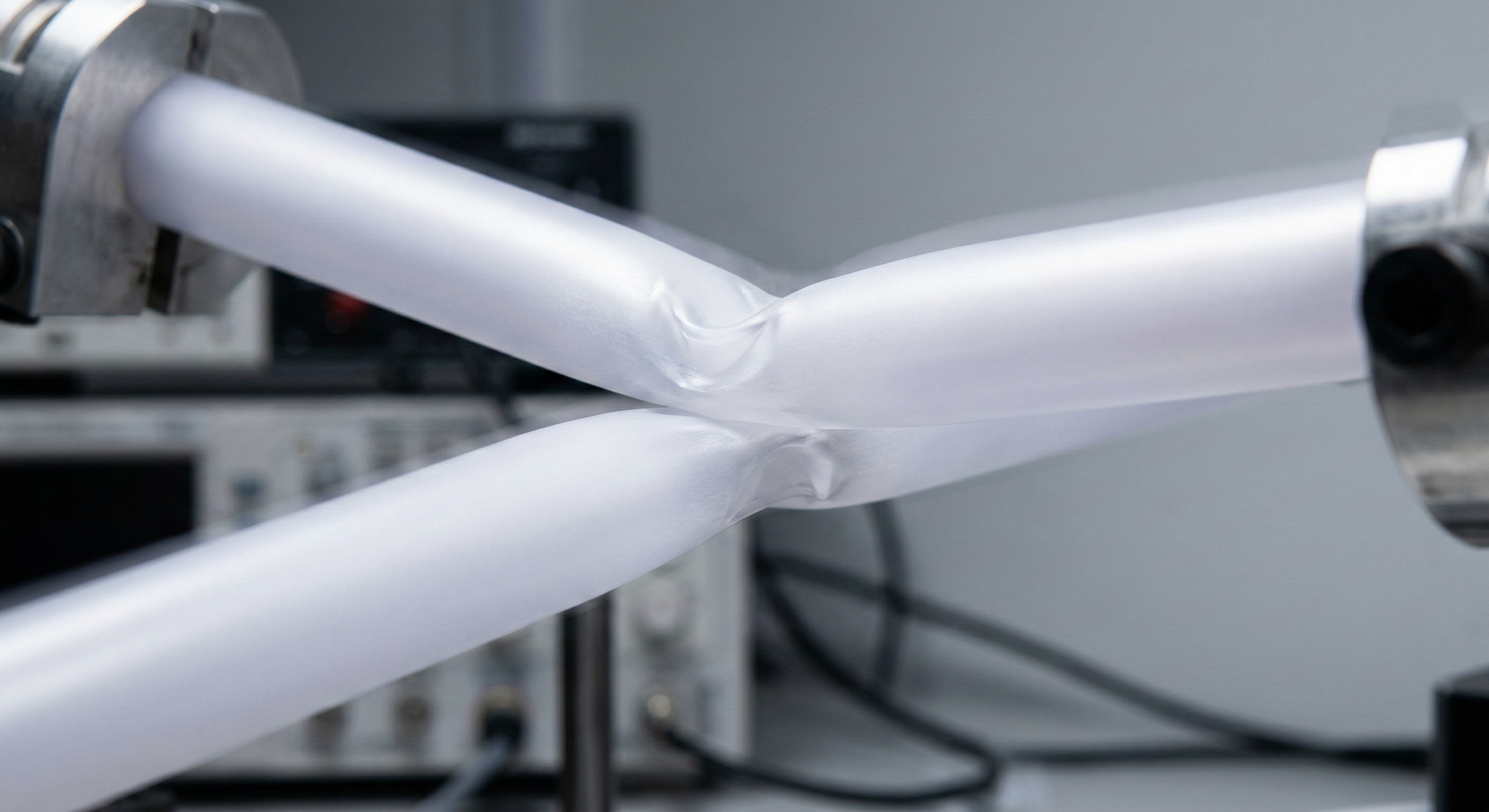
Il policarbonato (PC) è una plastica ingegneristica ad alte prestazioni appartenente al gruppo dei polimeri termoplastici. Nel settore della produzione di spade laser, è spesso indicato come "metallo trasparente". Dal punto di vista fisico, il PC possiede un’eccezionale resistenza agli urti: è circa 250 volte più resistente agli urti del vetro standard e 30 volte più resistente dell’acrilico (PMMA). La sua struttura molecolare, contenente gruppi carbonato, conferisce al materiale un’eccellente tenacità, permettendogli di assorbire colpi ad alta energia cinetica senza subire fratture fragili.

Inoltre, il PC funge da eccellente guida d’onda ottica. Il policarbonato di alta qualità offre un tasso di trasmissione della luce pari a circa il 90%. Combinato con il suo indice di rifrazione, guida efficacemente i fotoni emessi dal manico lungo le pareti del tubo, rendendolo la soluzione fisica ottimale per bilanciare "durata" e "luminosità".
Gradi di qualità del materiale in policarbonato
Non tutti i tubi in PC soddisfano i requisiti per essere definiti «Lame a doppia qualità». Nella catena di approvvigionamento industriale, la purezza e la formulazione della resina determinano la durata e le prestazioni ottiche della lama.
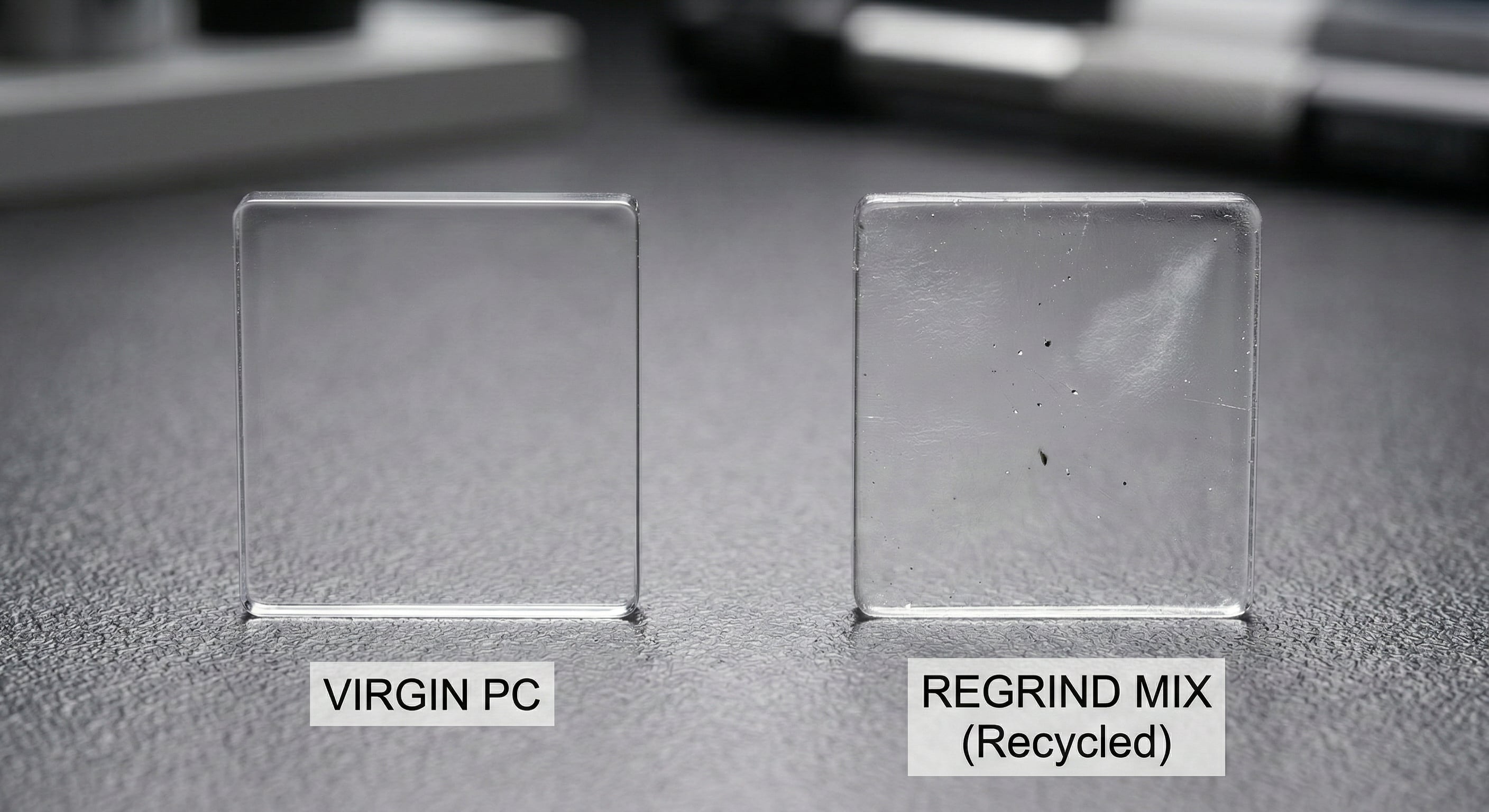
Materiale vergine vs. rigenerato: le lame di fascia alta devono essere prodotte esclusivamente con materiale vergine al 100%. L’aggiunta di materiale riciclato (rigenerato) compromette l’integrità della catena molecolare, causando la formazione di segni di tensione (ingiallimento) o la rottura della lama in caso di impatto.
Grado ottico e stabilizzazione UV: questo è il fattore distintivo principale tra lame di alta gamma e tubi plastici economici. Il normale materiale in PC, se esposto alla luce UV o alle radiazioni termiche emesse da LED ad alta potenza nel tempo, subisce un fenomeno di fotodegradazione, che provoca l’ingiallimento e la fragilità del tubo. È possibile utilizzare esclusivamente PC di grado ottico arricchito con stabilizzanti UV. Questa formulazione blocca efficacemente i danni provocati dalla luce ad alta energia, garantendo che la lama mantenga una trasparenza cristallina per anni di utilizzo, evitando così la sfumatura giallastra e opaca tipica dei prodotti economici soggetti all’invecchiamento.

Processi di produzione del policarbonato (PC)
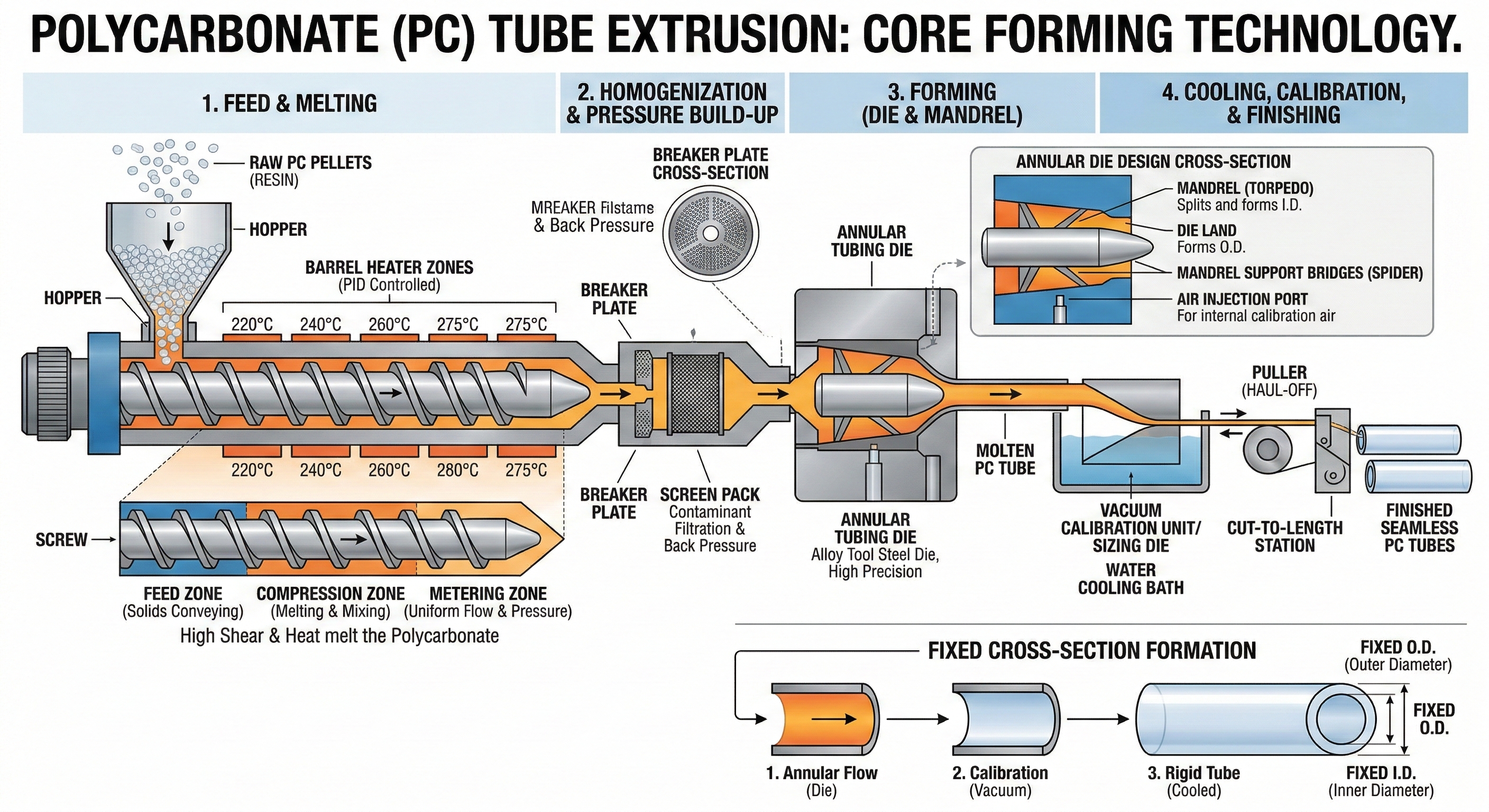
- Estrusione
Focus: La tecnologia fondamentale per la formatura di lame rotonde e di corpi di lama profilati ad alta resistenza.
L’estrusione è il processo fondamentale e più critico per la produzione del corpo della lama. Il policarbonato fuso viene spinto attraverso una filiera in lega specifica a elevata temperatura e pressione mediante un estrusore a vite, per produrre in modo continuo tubi con sezione trasversale fissa.
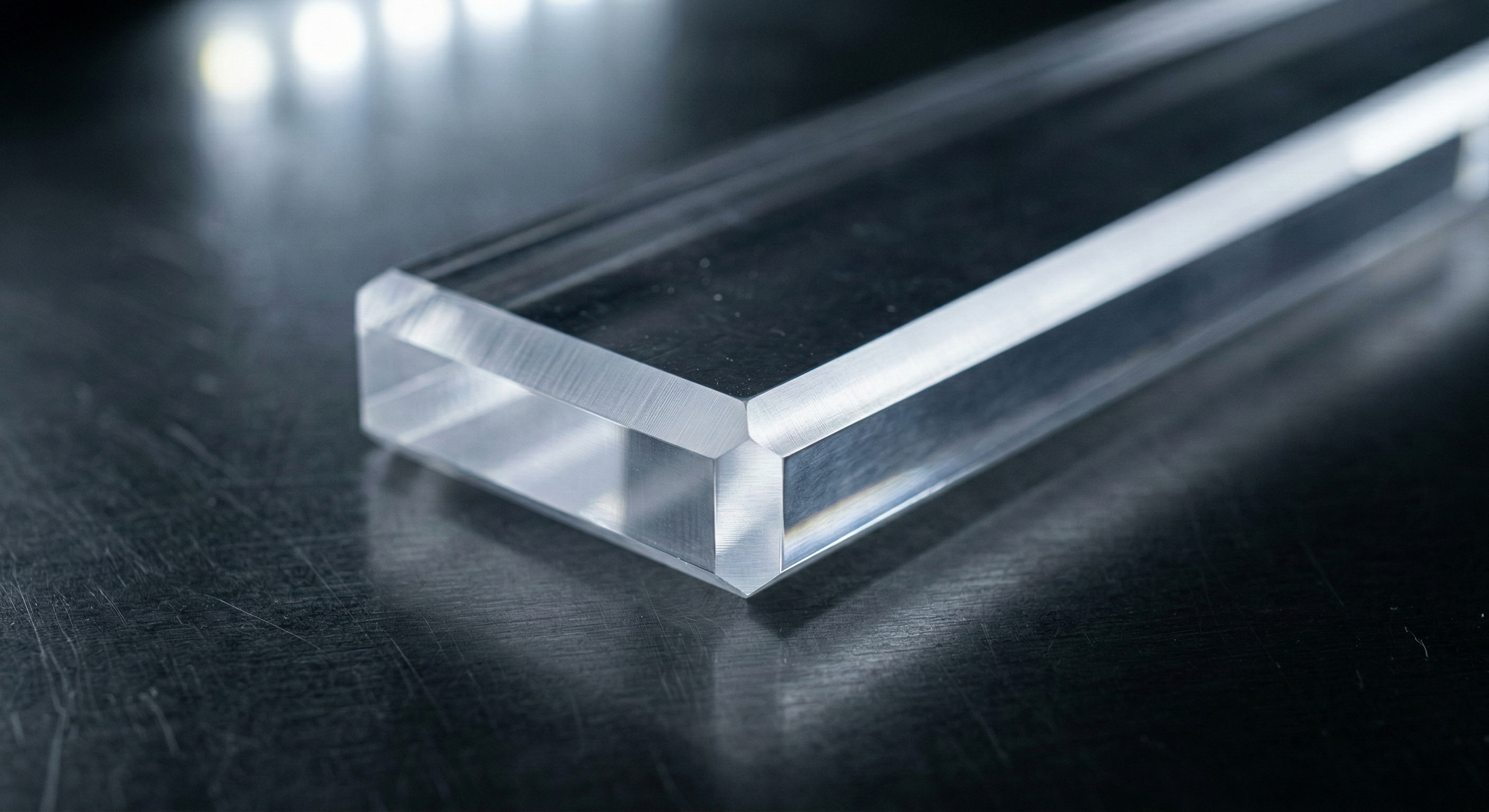
Logica fisica: Solo un’estrusione ad alta precisione garantisce una concentricità assoluta (spessore uniforme della parete). Uno spessore non uniforme della parete genera punti di concentrazione dello sforzo sul lato più sottile, causando un guasto catastrofico in caso di impatto. Per forme non standard, come la «Darksaber», è possibile utilizzare filiere per estrusione profilata per realizzare in un unico passaggio sezioni trasversali complesse e ad alta resistenza.
- Iniezione di materiale plastico
Per componenti con geometrie complesse che non possono essere formati mediante allungamento lineare — in particolare la Punta della Lama emisferica

- Fresatura cnc
Focus: Affinamento secondario e controllo delle tolleranze sui semilavorati estrusi.
I policarbonati estrusi sono semplicemente semilavorati; devono essere sottoposti a lavorazione sottrattiva CNC (Controllo Numerico Computerizzato) per diventare prodotti industriali conformi.
Logica fisica: il PC è sensibile al calore e presenta una scarsa conducibilità termica, il che significa che la lavorazione ad alta velocità può causare fusione localizzata. È possibile utilizzare utensili specializzati per la lavorazione della plastica con parametri di bassa velocità e alta avanzata.
Trattamento del profilo: per le lame piane, la fresatura CNC crea spigoli smussati per rimuovere le sbavature taglienti.
Filettatura: lavorazione di filettature alla base della lama per il collegamento a specifiche interfacce Pixel o alla punta della lama.
- Galvanica e metallizzazione sotto vuoto
Obiettivo: conferire al materiale PC una texture metallica e funzioni ottiche riflettenti.
Anche se il PC è un isolante, specifici trattamenti superficiali possono dargli un aspetto metallico. Si tratta di un processo economico ma di alto livello per la produzione di accessori decorativi per spade laser (ad esempio artigli o tappi).
Logica fisica: utilizza tipicamente la metallizzazione a vuoto (PVD). In un ambiente sottovuoto, l'alluminio o il cromo vengono vaporizzati e depositati sulla superficie in policarbonato.
- Termogenerazione
Focus: processo per la produzione di lame curve (ad es. katana) o di strutture irregolari non standard.
Nella realizzazione di lame con una curvatura specifica (ad es. spade laser nello stile delle katana), la deformazione a freddo causerebbe sollecitazioni interne eccessive e rottura; pertanto, la termoformatura è indispensabile.
Logica fisica: il materiale in policarbonato viene riscaldato al di sopra della sua temperatura di transizione vetrosa (circa 147 °C), ma al di sotto del suo punto di fusione. In questo stato, le catene polimeriche possono scorrere liberamente. Il materiale viene quindi sottoposto a pressione e piegato in uno stampo; durante il raffreddamento, le catene si bloccano nuovamente nella nuova configurazione. Questo processo consente di produrre lame curve nello stile delle katana che mantengono un’eccellente resistenza agli urti.

- Saldatura chimica / incollaggio con solvente
Focus: garanzia della sicurezza che la punta della lama non si staccherà mai dal tubo.
A differenza dell'adesione mediante colla utilizzata nei giocattoli di fascia bassa, l’assemblaggio di spade laser professionali di livello duellistico deve ricorrere alla saldatura chimica.
Logica fisica: è possibile applicare un solvente volatile (ad esempio il diclorometano) sulle superfici di accoppiamento. Il solvente dissolve temporaneamente le catene polimeriche sulla superficie del policarbonato (PC). Quando la punta viene inserita nel tubo, i materiali subiscono un’intreccio intermolecolare. Con l’evaporazione del solvente, le due componenti si fondono fisicamente in un’unica unità. La resistenza di questo legame è pari a quella del materiale stesso, eliminando completamente il rischio per la sicurezza rappresentato dal distacco della punta durante il duello.
- Perché il policarbonato estruso è più resistente del policarbonato ottenuto per stampaggio ad iniezione
Verdetto: sebbene la composizione chimica sia identica, il policarbonato di grado estruso presenta generalmente un peso molecolare più elevato e un migliore orientamento molecolare. Ciò comporta prestazioni significativamente superiori sotto lo stress da impatto elevato tipico del duello con spade laser, rispetto al policarbonato ottenuto per stampaggio ad iniezione.
Peso molecolare e lunghezza delle catene
I metodi di lavorazione determinano la scelta delle materie prime.
Lo stampaggio a iniezione richiede un materiale con elevata fluidità (alto indice di fluidità della massa fusa, MFI) per riempire rapidamente stampi complessi. Per ottenere ciò, il policarbonato per stampaggio a iniezione è tipicamente costituito da catene polimeriche più corte.
L’estrusione riguarda profili continui e utilizza un materiale con bassa fluidità (basso MFI). Ciò significa che il policarbonato per estrusione possiede catene polimeriche più lunghe e un peso molecolare più elevato.
Logica fisica: catene molecolari più lunghe determinano un’intreccio fisico più stretto. Proprio come un tessuto a maglia, più lunghi sono i fili e più stretta è la trama, maggiore è l’energia necessaria per strapparlo. Questa è la ragione fondamentale della resistenza alla rottura dei tubi estrusi.
Orientamento molecolare
Estrusione: Durante l'estrusione, il policarbonato fuso viene continuamente allungato lungo l'asse del tubo. Ciò allinea le catene polimeriche longitudinalmente. Questo allineamento conferisce al tubo un'elevata resistenza "anisotropa", garantendo un'eccezionale tenacità agli impatti laterali (la forza principale negli scontri con spade laser).
Iniezione: La plastica fluisce in modo turbolento nello stampo e si raffredda rapidamente e in modo non uniforme. Ciò determina un'orientazione molecolare casuale e una distribuzione non uniforme delle sollecitazioni interne, creando punti microscopici di fragilità.
Integrità Strutturale
Unità senza giunture: I tubi estrusi vengono formati in modo continuo, creando un'unità strutturalmente integrale.
Rischi legati alle linee di saldatura: I prodotti ottenuti per stampaggio a iniezione contengono spesso linee di saldatura (o linee di congiunzione), ovvero le zone in cui due fronti di flusso si incontrano. Si tratta dei punti più deboli nel legame del materiale. In applicazioni ad alta sollecitazione, come le spade laser, le linee di saldatura costituiscono il punto di partenza per un guasto catastrofico.

Standard di spessore della parete per le lame in PC e relative applicazioni
Fisica dello spessore della parete
Assumendo che il diametro esterno del tubo in policarbonato (PC) rimanga costante (tipicamente 1 pollice), lo spessore della parete è l'unico parametro variabile che determina le prestazioni fisiche del lightsaber. Dal punto di vista della meccanica strutturale, l'aumento dello spessore della parete incrementa significativamente il momento d'inerzia del tubo. Ciò implica un aumento esponenziale della resistenza della lama alla flessione e al carico di punta. Sebbene il materiale PC possieda intrinsecamente un'elevata tenacità, qualora lo spessore della parete sia troppo ridotto, i punti di impatto localizzati non riescono a dissipare efficacemente l'elevata energia cinetica, potenzialmente superando il limite di snervamento del materiale e causando ammaccature o fratture catastrofiche.
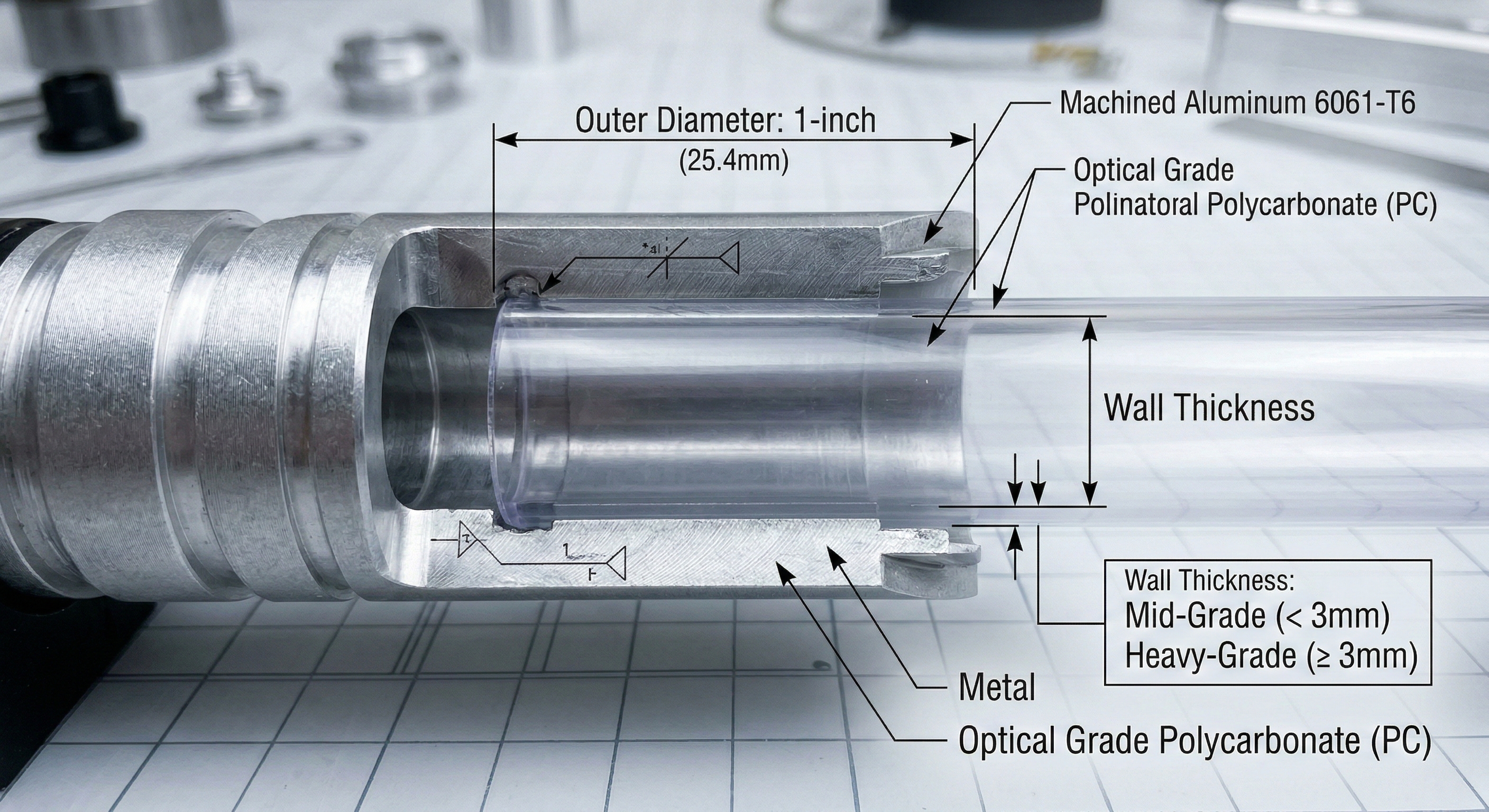
Standard/Intermedio: < 3 mm
Questa categoria si riferisce tipicamente a lame in PC con uno spessore della parete compreso tra 1,5 mm e 2 mm.
Limitazioni fisiche: Test distruttivi estensivi indicano che i tubi in policarbonato con uno spessore della parete inferiore a 3 mm sono altamente soggetti a cedimento strutturale quando sottoposti a un colpo completo eseguito da un adulto. Le pareti più sottili non possiedono la massa necessaria per assorbire le onde d'urto istantanee generate dall'impatto violento.
Applicazioni: Queste lame non sono raccomandate per duelli a contatto pieno. Tuttavia, grazie al loro peso estremamente ridotto (basso momento d'inerzia), riducono significativamente lo sforzo sul polso dell'utilizzatore. Di conseguenza, le lame con spessore inferiore a 3 mm sono classificate come «di livello Pratica e Performance», rendendole la scelta ottimale per le arti del movimento (Flow Arts), gli esercizi di rotazione e le esposizioni cosplay.
Pesante / per Duello: ≥ 3 mm
Questo termine si riferisce a lame in policarbonato con uno spessore della parete pari o superiore a 3 mm, comunemente note nel settore come «Heavy Grade».
Vantaggi fisici: 3 mm è considerato dall'industria la soglia di sicurezza per il combattimento con spade luminose. A questo spessore, il materiale in policarbonato forma una struttura di supporto ad arco robusta, in grado di resistere a colpi ad alta intensità senza subire deformazioni plastiche. I dati dimostrano che i tubi in PC da 3 mm mantengono l'integrità strutturale anche in presenza di impatti fisici ad alta velocità e ad alto momento torcente.
Applicazioni: Questo è lo standard per tutti i tornei competitivi di scherma con spade luminose, per i duelli a contatto completo e per un utilizzo intensivo come oggetto di scena. Solo con uno spessore della parete di 3 mm la lama è in grado di sopravvivere all'ambiente estremo generato dalla violenta collisione di due "barre in policarbonato", garantendo che non si spezzi né si frantumi, assicurando così la sicurezza dell'utente.