ใบมีดแสงเลเซอร์: การจัดหมวดหมู่ตามวัสดุ
ใบมีดแสงเซเบอร์จำลอง
ใบมีดแสงเลเซอร์: การจัดหมวดหมู่ตามวัสดุ
ใบมีดคือแกนหลักเชิงกายภาพของระบบแสงเซเบอร์ ซึ่งวัสดุที่ใช้ทำใบมีดนั้นแบ่งออกเป็นสามประเภทหลักตามสถานการณ์การใช้งาน (การต่อสู้ การจัดแสดง และการฝึกฝน) ได้แก่ พอลิคาร์บอเนต วัสดุคอมโพสิต และวัสดุแบบนุ่ม/ปลอดภัย

คำชี้แจงเกี่ยวกับวัสดุที่ถูกตัดออก: สารานุกรมฉบับนี้นำเสนอเฉพาะวัสดุที่ผ่านการรับรองแล้ว ซึ่งแสดงให้เห็นถึงความแข็งแรงระดับอุตสาหกรรมสำหรับการผลิตดาบแสงเท่านั้น วัสดุโปร่งใสอื่นๆ ที่พบในตลาด (เช่น อะคริลิก/PMMA, PETG ทั่วไป, แก้ว หรือพอลิสไตรีนทั่วไป) ถูกตัดออกจากการพิจารณา เนื่องจากมีความเปราะสูงและไม่สามารถผ่านการทดสอบแรงกระแทกแบบชาร์ปี (Charpy Impact Tests) ตามมาตรฐาน วัสดุเหล่านี้จึงก่อให้เกิดความเสี่ยงอย่างมากต่อการแตกร้าวและแตกเป็นเศษเล็กเศษน้อยเมื่อได้รับแรงกระแทก ด้วยความมุ่งมั่นอย่างเคร่งครัดต่อมาตรการความปลอดภัยของผู้ใช้ วัสดุที่มีคุณภาพต่ำกว่าเกณฑ์ความปลอดภัยข้อนี้จึงถูกตัดออกทั้งหมดจากสารานุกรมฉบับนี้
เทคโนโลยีใบมีดโพลีคาร์บอเนต (PC) สำหรับดาบแสง
โพลีคาร์บอเนตคืออะไร
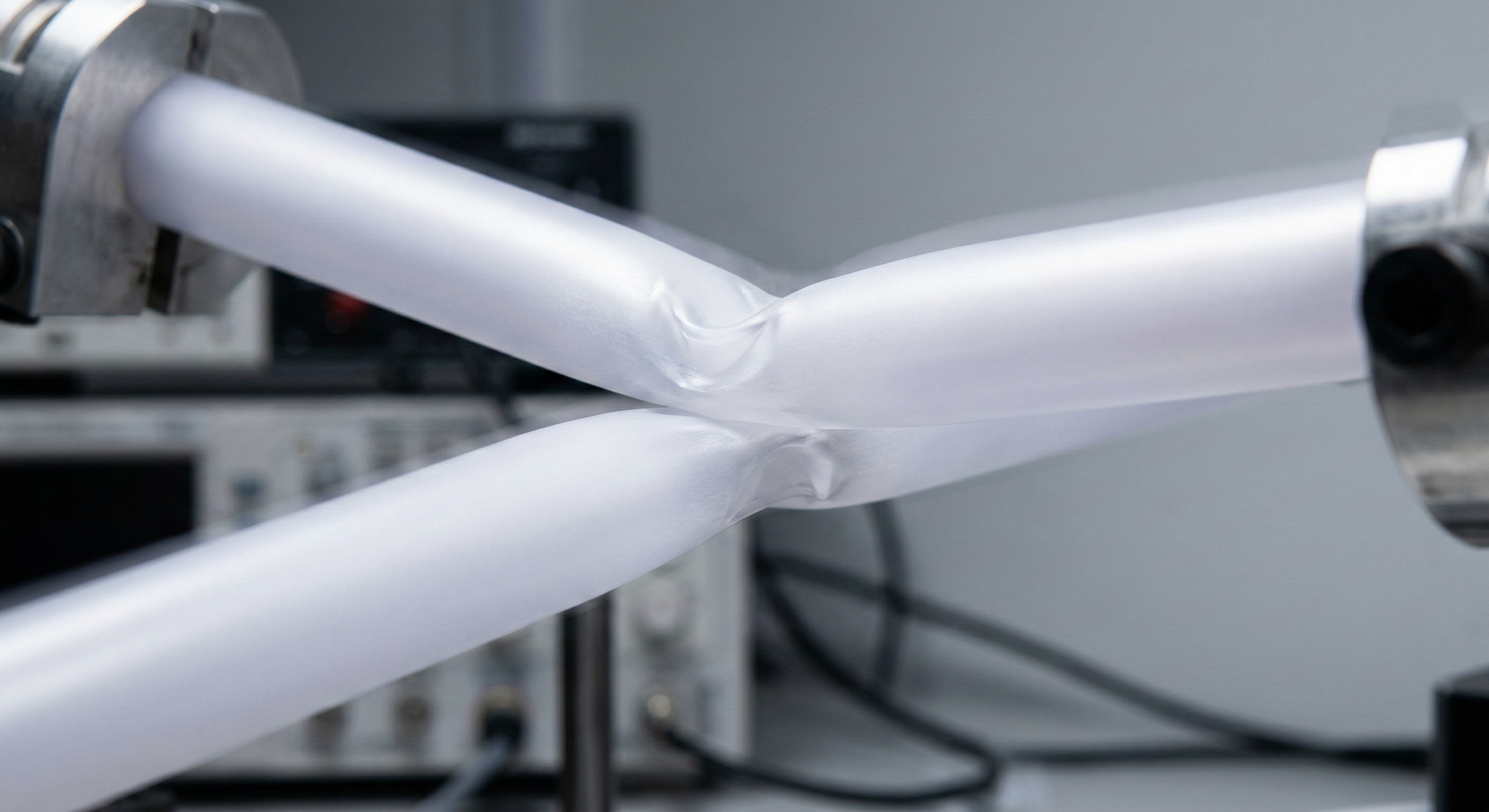
พอลิคาร์บอเนต (PC) เป็นพลาสติกวิศวกรรมประสิทธิภาพสูงที่จัดอยู่ในกลุ่มพอลิเมอร์เทอร์โมพลาสติก ในอุตสาหกรรมการผลิตแสงดาบ (lightsaber) มักเรียกว่า "โลหะใส" จากมุมมองด้านฟิสิกส์ พอลิคาร์บอเนตมีคุณสมบัติด้านความต้านทานแรงกระแทกที่โดดเด่นมาก — โดยมีความต้านทานแรงกระแทกสูงกว่ากระจกทั่วไปประมาณ 250 เท่า และสูงกว่าอะคริลิก (PMMA) ถึง 30 เท่า โครงสร้างโมเลกุลของวัสดุนี้ซึ่งประกอบด้วยหมู่คาร์บอเนต ทำให้มีความเหนียวสูงเป็นพิเศษ จึงสามารถดูดซับพลังงานจลน์สูงได้โดยไม่เกิดการแตกหักแบบเปราะ

นอกจากนี้ พอลิคาร์บอเนตยังทำหน้าที่เป็นเวฟไกด์ออปติคัลที่ยอดเยี่ยม อีกด้วย พอลิคาร์บอเนตคุณภาพสูงมีอัตราการส่งผ่านแสงประมาณร้อยละ 90 เมื่อรวมกับดัชนีหักเหของมัน วัสดุนี้สามารถนำโฟตอนที่ปล่อยออกมาจากส่วนด้ามจับ (hilt) ไปตามผนังของหลอดได้อย่างมีประสิทธิภาพ จึงถือเป็นทางออกเชิงกายภาพที่เหมาะสมที่สุดสำหรับการรักษาสมดุลระหว่าง "ความทนทาน" กับ "ความสว่าง"
เกรดคุณภาพของวัสดุพอลิคาร์บอเนต
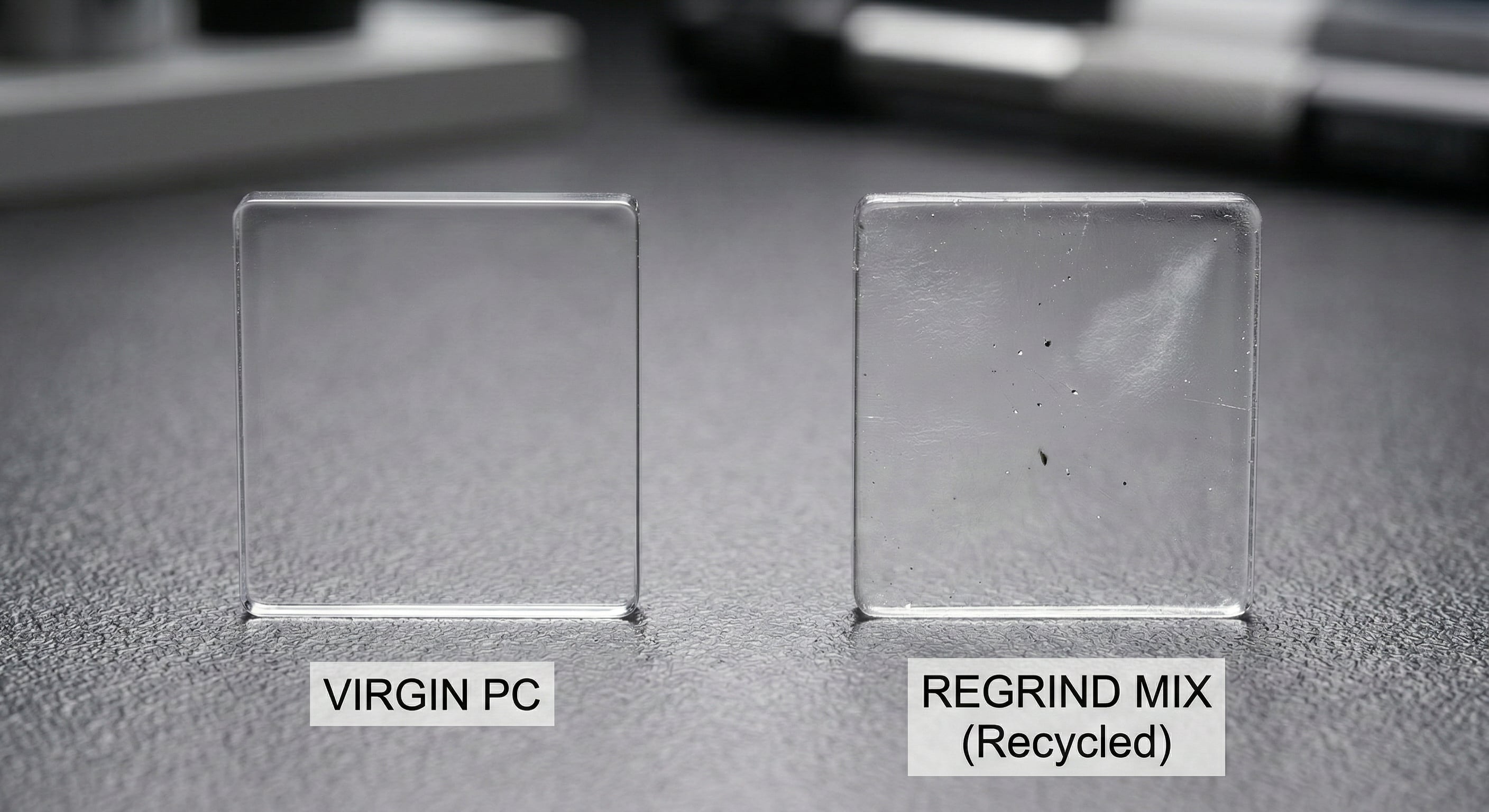
ไม่ใช่ท่อพีซีทั้งหมดที่มีคุณสมบัติเป็น "ใบมีดเกรดคู่" ในการจัดหาวัสดุอุตสาหกรรม ความบริสุทธิ์และสูตรของเรซินจะกำหนดอายุการใช้งานและประสิทธิภาพด้านแสงของใบมีด
เรซินบริสุทธิ์ (Virgin) เทียบกับเรซินรีเกรนด์ (Regrind): ใบมีดระดับพรีเมียมต้องผลิตจากวัสดุบริสุทธิ์ 100% การผสมวัสดุรีไซเคิล (Regrind) จะทำลายความสมบูรณ์ของโครงสร้างโมเลกุล ส่งผลให้ใบมีดเกิดรอยเครียด (สีขาวขุ่น) หรือแตกร้าวหักเป็นชิ้นเล็กๆ เมื่อได้รับแรงกระแทก
เกรดแสงและสารป้องกันรังสี UV: นี่คือจุดแตกต่างหลักระหว่างใบมีดคุณภาพสูงกับท่อพลาสติกราคาถูก วัสดุพีซีมาตรฐาน เมื่อสัมผัสกับรังสี UV หรือรังสีความร้อนจากระบบ LED กำลังสูงเป็นเวลานาน จะเกิดปรากฏการณ์การเสื่อมสภาพจากแสง (Photodegradation) ทำให้ท่อเปลี่ยนเป็นสีเหลืองและเปราะบาง จึงต้องใช้เฉพาะพีซีเกรดแสง (Optical Grade PC) ที่ผสมสารป้องกันรังสี UV แล้วเท่านั้น สูตรนี้สามารถป้องกันความเสียหายจากรังสีแสงพลังงานสูงได้อย่างมีประสิทธิภาพ ทำให้ใบมีดคงความใสกระจ่างอย่างสมบูรณ์แบบตลอดหลายปีของการใช้งาน และหลีกเลี่ยงสีเหลืองหมองคล้ำแบบราคาถูกที่เกิดจากการเสื่อมสภาพตามอายุการใช้งาน

กระบวนการผลิตโพลีคาร์บอเนต (PC)
- การอัดรีด
จุดเน้น: เทคโนโลยีการขึ้นรูปหลักสำหรับใบมีดทรงกลมและตัวใบมีดที่มีความแข็งแรงสูงแบบมีรูปร่างเฉพาะ
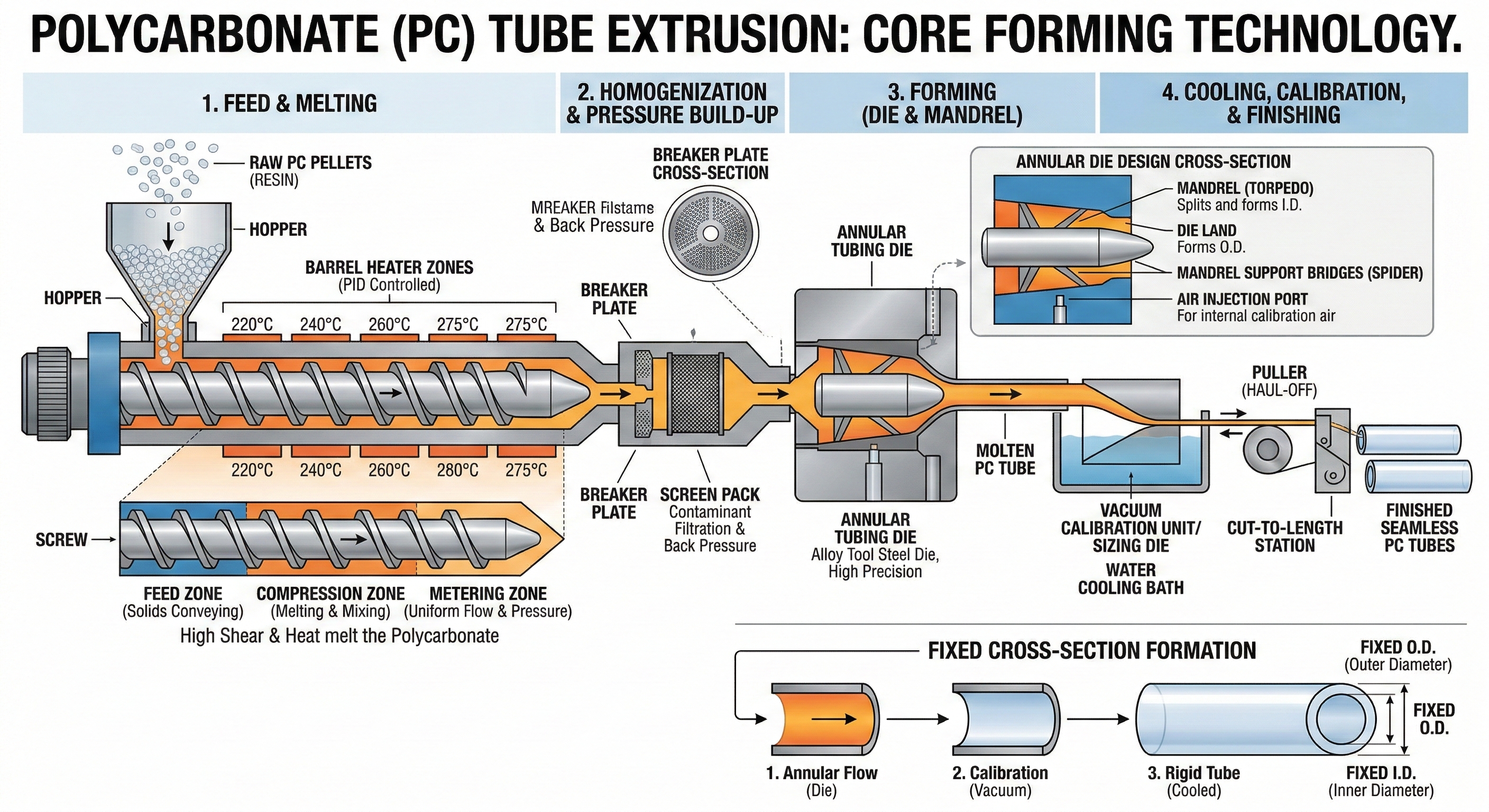
การอัดรีดเป็นกระบวนการพื้นฐานและสำคัญที่สุดในการผลิตตัวใบมีด โดยใช้เครื่องอัดรีดแบบสกรูเพื่อผลักดันโพลีคาร์บอเนตที่หลอมละลายผ่านแม่พิมพ์โลหะผสมเฉพาะภายใต้อุณหภูมิและความดันสูง เพื่อผลิตท่อที่มีหน้าตัดคงที่อย่างต่อเนื่อง
เหตุผลเชิงกายภาพ: การอัดรีดที่มีความแม่นยำสูงเท่านั้นที่จะรับประกันความสมมาตรแบบสมบูรณ์ (ความหนาของผนังสม่ำเสมอ) ความหนาของผนังที่ไม่สม่ำเสมอจะก่อให้เกิดจุดที่มีความเค้นสะสมบริเวณผนังที่บางกว่า ซึ่งอาจนำไปสู่ความล้มเหลวอย่างรุนแรงเมื่อได้รับแรงกระแทก สำหรับรูปร่างที่ไม่มาตรฐาน เช่น "Darksaber" สามารถใช้แม่พิมพ์อัดรีดแบบมีรูปร่างเฉพาะเพื่อขึ้นรูปหน้าตัดที่ซับซ้อนและมีความแข็งแรงสูงในขั้นตอนเดียว
- การฉีดขึ้นรูป
สำหรับชิ้นส่วนที่มีเรขาคณิตซับซ้อนซึ่งไม่สามารถขึ้นรูปได้ด้วยการยืดแบบเชิงเส้น — โดยเฉพาะอย่างยิ่งปลายใบมีดทรงครึ่งทรงกลม

- การเจียร CNC
จุดเน้น: การปรับแต่งขั้นที่สองและการควบคุมความคลาดเคลื่อนสำหรับผลิตภัณฑ์กึ่งสำเร็จรูปที่ผ่านกระบวนการอัดรีดแล้ว
พีซีที่ผ่านกระบวนการอัดรีดเป็นเพียงสินค้ากึ่งสำเร็จรูปเท่านั้น ต้องผ่านกระบวนการผลิตแบบลบวัสดุโดยใช้เครื่องจักรควบคุมด้วยคอมพิวเตอร์ (CNC) เพื่อให้ได้ผลิตภัณฑ์อุตสาหกรรมที่มีคุณสมบัติตรงตามมาตรฐาน
หลักการทางกายภาพ: พีซีมีความไวต่อความร้อนและมีความสามารถในการนำความร้อนต่ำ หมายความว่าการตัดด้วยความเร็วสูงอาจทำให้วัสดุละลายเฉพาะจุด จึงสามารถใช้เครื่องมือตัดพลาสติกแบบพิเศษที่ออกแบบมาเฉพาะ พร้อมตั้งค่าพารามิเตอร์การตัดที่ความเร็วต่ำแต่ป้อนวัสดุเร็ว
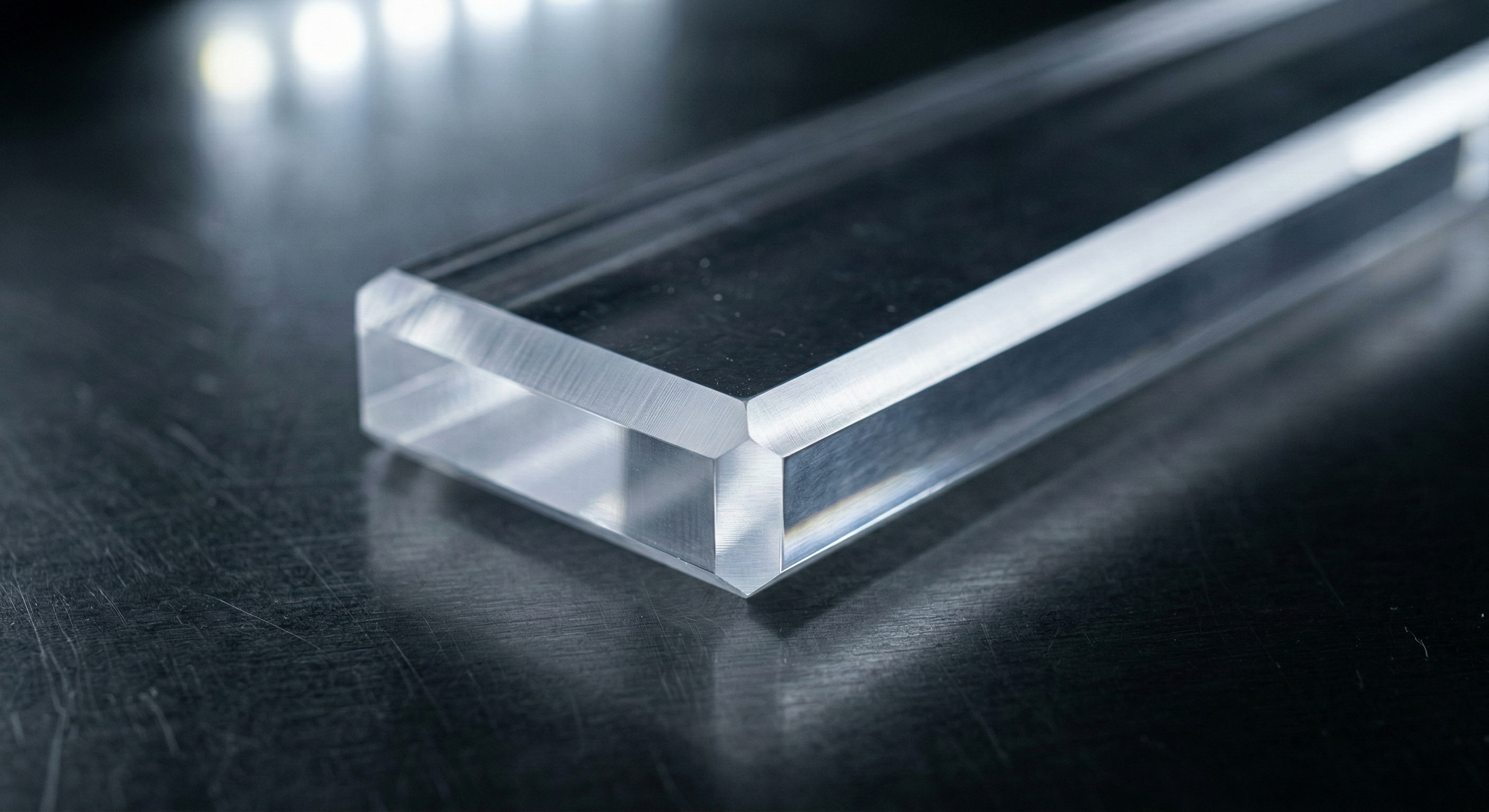
การปรับแต่งรูปทรง: สำหรับใบมีดแบบแบน เครื่องกัด CNC จะสร้างขอบเอียง (chamfer) เพื่อกำจัดเศษคมที่เกิดขึ้นหลังการตัด
การตัดเกลียว: การกลึงเกลียวบริเวณฐานของใบมีดเพื่อเชื่อมต่อกับอินเทอร์เฟซ Pixel แบบเฉพาะ หรือปลายใบมีด
- การชุบไฟฟ้าและการเคลือบโลหะภายใต้สุญญากาศ
จุดเน้น: การให้พื้นผิวแบบโลหะและคุณสมบัติการสะท้อนแสงแก่วัสดุพีซี
แม้ว่าพีซีจะเป็นฉนวนไฟฟ้า แต่การบำบัดพื้นผิวแบบเฉพาะสามารถให้ลักษณะภายนอกที่เหมือนโลหะได้ ซึ่งเป็นกระบวนการที่มีต้นทุนต่ำแต่ให้ผลลัพธ์ระดับพรีเมียม ใช้ในการผลิตอุปกรณ์เสริมสำหรับไลท์เซเบอร์แบบตกแต่ง (เช่น ส่วนปลายคล้ายกรงเล็บ หรือปลั๊ก)
หลักการทางกายภาพ: โดยทั่วไปใช้กระบวนการเคลือบผิวด้วยโลหะภายใต้สุญญากาศ (PVD) ซึ่งในสภาพสุญญากาศ อะลูมิเนียมหรือโครเมียมจะถูกทำให้ระเหิดและตกตะกอนลงบนพื้นผิวของพอลิคาร์บอเนต
- การหล่อร้อน
จุดเน้น: กระบวนการผลิตใบมีดโค้ง (เช่น ดาบคาตาณะ) หรือโครงสร้างที่มีรูปร่างไม่ปกติและไม่เป็นมาตรฐาน
เมื่อผลิตใบมีดที่มีความโค้งเฉพาะ (เช่น แสงดาบแบบคาตาณะ) การขึ้นรูปแบบเย็นจะก่อให้เกิดแรงเครียดภายในมากเกินไปจนทำให้วัสดุแตกร้าวหรือหักได้ ดังนั้นจึงจำเป็นต้องใช้กระบวนการขึ้นรูปด้วยความร้อน (Thermoforming)
หลักการทางกายภาพ: วัสดุพอลิคาร์บอเนตจะถูกให้ความร้อนสูงกว่าอุณหภูมิการเปลี่ยนสถานะจากแข็งเป็นยาง (Glass Transition Temperature) ซึ่งอยู่ที่ประมาณ 147°C แต่ต่ำกว่าจุดหลอมเหลว เมื่ออยู่ในสภาวะนี้ โซ่พอลิเมอร์สามารถเลื่อนตัวได้อย่างอิสระ จากนั้นวัสดุจะถูกกดดันและขึ้นรูปให้โค้งตามแม่พิมพ์ เมื่อปล่อยให้เย็นลง โซ่พอลิเมอร์จะกลับมาจับยึดคงรูปใหม่นี้ไว้ กระบวนการนี้สามารถผลิตใบมีดคาตาณะที่มีความโค้งได้ พร้อมรักษาคุณสมบัติในการทนต่อแรงกระแทกได้เหนือกว่า

- การเชื่อมด้วยสารเคมี / การประสานด้วยตัวทำละลาย
จุดเน้น: การรับประกันความปลอดภัยว่าปลายใบมีดจะไม่หลุดออกจากท่อกลางอย่างเด็ดขาด
ต่างจากกาวที่ใช้ยึดติดในของเล่นระดับล่าง ซึ่งการประกอบแสงดาบสำหรับการต่อสู้ระดับมืออาชีพจำเป็นต้องใช้การเชื่อมด้วยสารเคมี
หลักการทางกายภาพ: สามารถใช้ตัวทำละลายระเหยง่าย (เช่น ไดคลอโรเมเทน) ทาลงบนผิวส่วนที่ต้องเชื่อมกัน ตัวทำละลายจะทำให้สายโพลิเมอร์บนพื้นผิวของพอลิคาร์บอเนต (PC) ละลายชั่วคราว เมื่อส่วนปลายถูกสอดเข้าไปในท่อกลวง วัสดุทั้งสองจะเกิดการพันกันระหว่างโมเลกุล (Intermolecular Entanglement) ขณะที่ตัวทำละลายระเหยออกไป ชิ้นส่วนทั้งสองจะหลอมรวมกันอย่างแน่นหนาจนกลายเป็นหนึ่งเดียว ความแข็งแรงของการยึดติดนี้เทียบเท่ากับความแข็งแรงของวัสดุเอง จึงขจัดอันตรายด้านความปลอดภัยจากการที่ส่วนปลายหลุดกระเด็นออกขณะต่อสู้ได้อย่างสมบูรณ์
- เหตุใดพอลิคาร์บอเนตแบบอัดรีด (Extruded PC) จึงแข็งแรงกว่าพอลิคาร์บอเนตแบบฉีดขึ้นรูป (Injection Molded PC)
สรุปผล: แม้ส่วนประกอบทางเคมีจะเหมือนกัน แต่พอลิคาร์บอเนตเกรดอัดรีดมักมีน้ำหนักโมเลกุลสูงกว่าและมีการจัดเรียงโมเลกุลที่เหนือกว่า ส่งผลให้มีสมรรถนะดีกว่ามากภายใต้แรงกระแทกสูงที่เกิดขึ้นระหว่างการต่อสู้ด้วยแสงดาบ เมื่อเทียบกับพอลิคาร์บอเนตแบบฉีดขึ้นรูป
น้ำหนักโมเลกุลและความยาวของสายโซ่
วิธีการแปรรูปกำหนดการเลือกวัตถุดิบ
การขึ้นรูปด้วยแรงดัน (Injection Molding) ต้องใช้วัสดุที่มีความสามารถในการไหลสูง (ค่าดัชนีการไหลของมวลหลอมละลายสูง หรือ High Melt Flow Index/MFI) เพื่อให้สามารถเติมแม่พิมพ์ที่ซับซ้อนได้อย่างรวดเร็ว ดังนั้น พอลิคาร์บอเนตเกรดสำหรับการขึ้นรูปด้วยแรงดันมักประกอบด้วยสายโซ่พอลิเมอร์ที่สั้นกว่า
การขึ้นรูปแบบอัดผ่าน (Extrusion) ใช้สำหรับผลิตชิ้นงานที่มีลักษณะเป็นโปรไฟล์ต่อเนื่อง และใช้วัสดุที่มีความสามารถในการไหลต่ำ (ค่าดัชนีการไหลของมวลหลอมละลายต่ำ หรือ Low MFI) ซึ่งหมายความว่า พอลิคาร์บอเนตเกรดสำหรับการขึ้นรูปแบบอัดผ่านมีสายโซ่พอลิเมอร์ที่ยาวกว่าและน้ำหนักโมเลกุลสูงกว่า
เหตุผลเชิงกายภาพ: สายโซ่โมเลกุลที่ยาวขึ้นส่งผลให้เกิดการพันกันทางกายภาพอย่างแน่นหนาขึ้น คล้ายกับผ้าถัก — ยิ่งเส้นด้ายยาวและยิ่งถักแน่นเท่าใด ก็ยิ่งต้องใช้พลังงานมากขึ้นเท่านั้นในการฉีกขาด นี่คือเหตุผลพื้นฐานที่ทำให้ท่อบรรจุภัณฑ์ที่ผลิตด้วยกระบวนการอัดผ่านมีความต้านทานต่อการระเบิด
การจัดเรียงโมเลกุล
การขึ้นรูปแบบอัดผ่านแม่พิมพ์ (Extrusion): ระหว่างกระบวนการอัดผ่านแม่พิมพ์ โพลีคาร์บอเนต (PC) ที่อยู่ในสถานะหลอมละลายจะถูกยืดออกอย่างต่อเนื่องตามแกนของท่อกลวง ซึ่งทำให้สายโซ่โมเลกุลของพอลิเมอร์จัดเรียงตัวขนานไปกับแกนของท่อ การจัดเรียงตัวนี้ทำให้ท่อกลวงมีความแข็งแรงแบบ "แอนิโซโทรปิก" สูงมาก จึงมีความทนทานสุดขีดต่อแรงกระแทกจากด้านข้าง (ซึ่งเป็นแรงหลักที่เกิดขึ้นในการต่อสู้ด้วยแสงเซเบอร์)
การขึ้นรูปแบบฉีดขึ้นรูป (Injection Molding): พลาสติกไหลเข้าสู่แม่พิมพ์ด้วยการไหลแบบไม่เป็นระเบียบ (turbulent flow) และเย็นตัวลงอย่างรวดเร็วและไม่สม่ำเสมอ ส่งผลให้เกิดการจัดเรียงตัวของโมเลกุลแบบสุ่ม และการกระจายตัวของแรงเครียดภายในที่ไม่สม่ำเสมอ จึงก่อให้เกิดจุดเปราะบางในระดับจุลภาค
ความสมบูรณ์ของโครงสร้าง
ความต่อเนื่องแบบไร้รอยต่อ: ท่อกลวงที่ผลิตด้วยกระบวนการอัดผ่านแม่พิมพ์จะถูกสร้างขึ้นอย่างต่อเนื่อง จึงเป็นหน่วยโครงสร้างที่มีความสมบูรณ์ทางกายภาพทั้งชิ้น
ความเสี่ยงจากแนวรอยเชื่อม: ผลิตภัณฑ์ที่ผลิตด้วยกระบวนการฉีดขึ้นรูปมักมีแนวรอยเชื่อม (Weld Lines หรือ Knit Lines) ซึ่งคือบริเวณที่แนวการไหลสองแนวมาบรรจบกัน จุดเหล่านี้คือจุดที่การยึดเกาะของวัสดุมีความแข็งแรงน้อยที่สุด และในงานที่ต้องรับแรงสูง เช่น แสงเซเบอร์ แนวรอยเชื่อมจะกลายเป็นจุดเริ่มต้นของการล้มสลายอย่างรุนแรง

มาตรฐานความหนาของผนังใบมีด PC และการประยุกต์ใช้งาน
หลักฟิสิกส์ของความหนาของผนัง
สมมติว่าเส้นผ่านศูนย์กลางภายนอกของท่อมากลีคาร์บอเนต (PC) คงที่ (โดยทั่วไปคือ 1 นิ้ว) ความหนาของผนังจึงเป็นตัวแปรเดียวที่กำหนดประสิทธิภาพเชิงกายภาพของแสงดาบ โดยมุมมองด้านกลศาสตร์โครงสร้าง การเพิ่มความหนาของผนังจะทำให้โมเมนต์ของความเฉื่อย (Moment of Inertia) ของท่อมีค่าสูงขึ้นอย่างมาก ซึ่งหมายความว่าความต้านทานต่อการโก่งตัวและการยุบตัวของใบมีดจะเพิ่มขึ้นแบบเอกซ์โพเนนเชียล แม้ว่าวัสดุ PC จะมีความเหนียวสูงตามธรรมชาติ แต่หากผนังบางเกินไป จุดที่ได้รับแรงกระแทกเฉพาะจุดจะไม่สามารถกระจายพลังงานจลน์สูงได้อย่างมีประสิทธิภาพ ส่งผลให้เกินขีดจำกัดความเครียดที่วัสดุรับได้ (Yield Limit) อาจทำให้เกิดรอยบุบหรือการหักแบบหายนะ
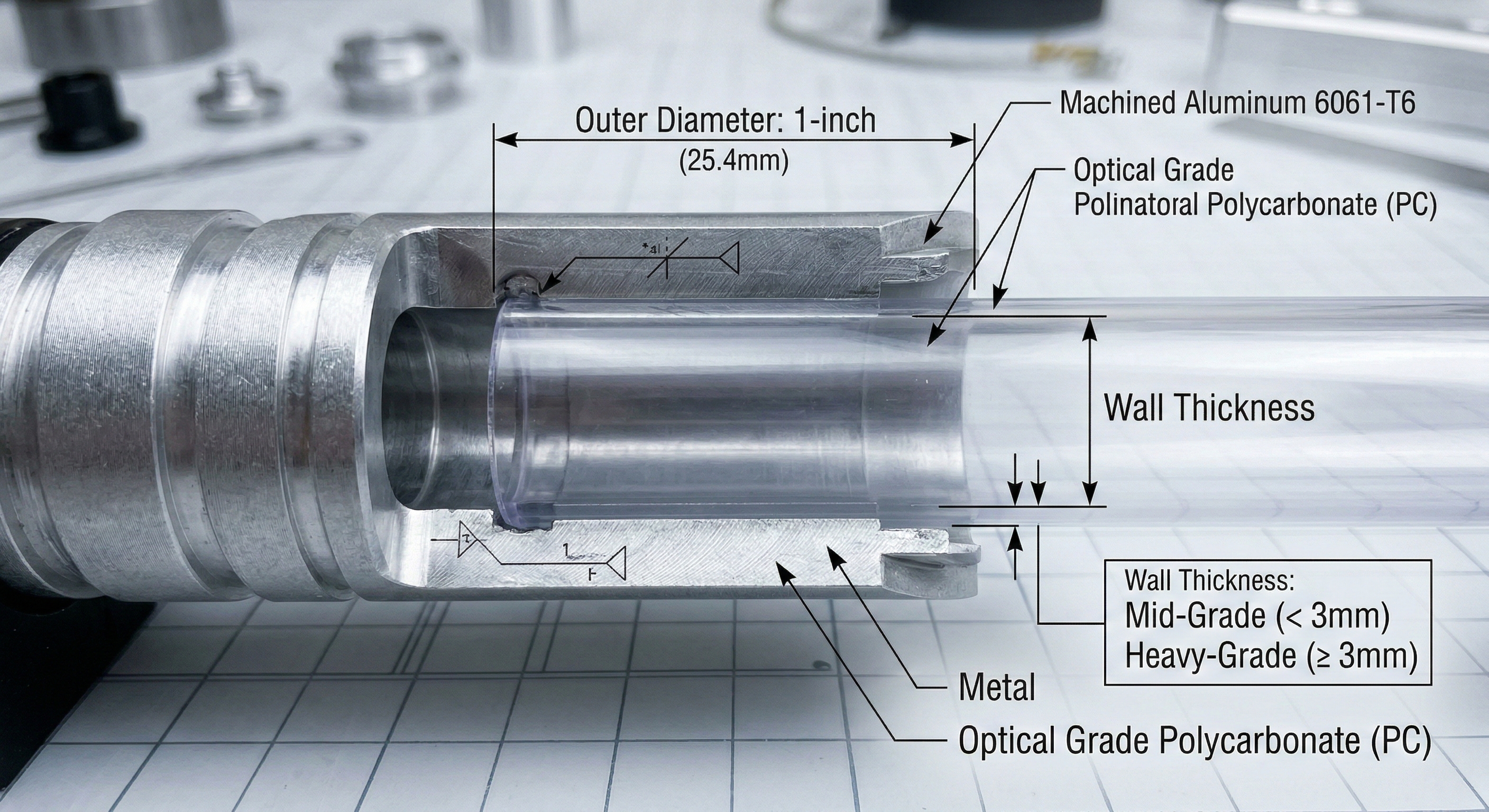
มาตรฐาน/ระดับกลาง: < 3 มม.
หมวดหมู่นี้มักหมายถึงใบมีด PC ที่มีความหนาของผนังอยู่ระหว่าง 1.5 มม. ถึง 2 มม.
ข้อจำกัดด้านกายภาพ: การทดสอบทำลายอย่างกว้างขวางชี้ให้เห็นว่าท่อพอลิคาร์บอเนต (PC) ที่มีความหนาของผนังน้อยกว่า 3 มม. มีแนวโน้มสูงที่จะเกิดความล้มเหลวเชิงโครงสร้างเมื่อถูกแกว่งด้วยแรงเต็มที่โดยผู้ใหญ่ เนื่องจากผนังที่บางเกินไปขาดมวลที่เพียงพอในการดูดซับคลื่นกระแทกแบบทันทีทันใดที่เกิดขึ้นจากการกระทบอย่างรุนแรง
การใช้งาน: ใบมีดเหล่านี้ไม่แนะนำสำหรับการต่อสู้แบบเต็ม-contact อย่างไรก็ตาม เนื่องจากน้ำหนักเบาเป็นพิเศษ (โมเมนต์ของความเฉื่อยต่ำ) จึงช่วยลดภาระต่อข้อมือของผู้ใช้ได้อย่างมาก ดังนั้น ใบมีดที่มีความหนาของผนังน้อยกว่า 3 มม. จึงจัดอยู่ในประเภท "ระดับฝึกฝนและแสดงผล" ซึ่งถือเป็นทางเลือกที่เหมาะสมที่สุดสำหรับศิลปะการเคลื่อนไหว (Flow Arts) การฝึกหมุน และการจัดแสดงในงานคอสเพลย์
ระดับหนัก/ระดับต่อสู้: ≥ 3 มม.
หมายถึงใบมีดพอลิคาร์บอเนต (PC) ที่มีความหนาของผนังตั้งแต่ 3 มม. ขึ้นไป ซึ่งในอุตสาหกรรมนี้มักเรียกกันว่า "ระดับหนัก"
ข้อได้เปรียบด้านกายภาพ: ความหนา 3 มม. ถือเป็นเกณฑ์ความปลอดภัยที่อุตสาหกรรมกำหนดสำหรับการต่อสู้ด้วยแสงดาบ (Saber Combat) ที่ความหนานี้ วัสดุพอลิคาร์บอเนต (PC) จะก่อตัวเป็นโครงสร้างค้ำยันแบบโค้งที่แข็งแรง สามารถทนต่อแรงกระแทกที่มีความรุนแรงสูงโดยไม่เกิดการเปลี่ยนรูปแบบพลาสติก ข้อมูลแสดงว่าท่อกลวงทำจากพอลิคาร์บอเนตที่มีความหนา 3 มม. ยังคงรักษาความสมบูรณ์ของโครงสร้างไว้ได้แม้เผชิญกับแรงกระแทกทางกายภาพที่มีความเร็วสูงและแรงบิดสูง
การใช้งาน: ความหนา 3 มม. นี้เป็นมาตรฐานสำหรับการแข่งขันฟันดาบแสงแบบมืออาชีพ การต่อสู้แบบสัมผัสเต็มรูปแบบ (full-contact dueling) และการใช้งานเป็นพร็อพหนักพิเศษ เท่านั้นที่ความหนาของผนังที่ 3 มม. จึงจะทำให้ใบมีดสามารถอยู่รอดในสภาพแวดล้อมสุดขั้วที่เกิดจากการกระทบกันอย่างรุนแรงระหว่าง "แท่งพอลิคาร์บอเนตสองแท่ง" ซึ่งจะรับประกันว่าใบมีดจะไม่หักหรือแตกร้าว จึงมั่นใจในความปลอดภัยของผู้ใช้งาน