Лезвия световых мечей: классификация по материалу
Реплика лезвия светового меча
Лезвия световых мечей: классификация по материалу
Лезвие является физическим ядром системы светового меча. В зависимости от сценариев применения (бой, демонстрация, тренировка) материалы для лезвий делятся на три основных типа: поликарбонат, композитные материалы и мягкие/безопасные материалы.

Заявление об исключённых материалах: в данном энциклопедическом справочнике представлены исключительно проверенные материалы, обладающие промышленной прочностью, пригодной для производства световых мечей. Другие прозрачные материалы, встречающиеся на рынке (например, акрил/ПММА, стандартный ПЭТГ, стекло или обычный полистирол), исключены. Из-за высокой хрупкости и неспособности выдерживать стандартные ударные испытания по Шарпи они представляют значительный риск разрушения и образования осколков при ударе. В строгом соответствии с протоколами обеспечения безопасности пользователей все материалы низкого качества, не соответствующие данному пороговому уровню безопасности, исключены из настоящего энциклопедического справочника.
Технология лезвий светового меча из поликарбоната (PC)
Что такое поликарбонат?
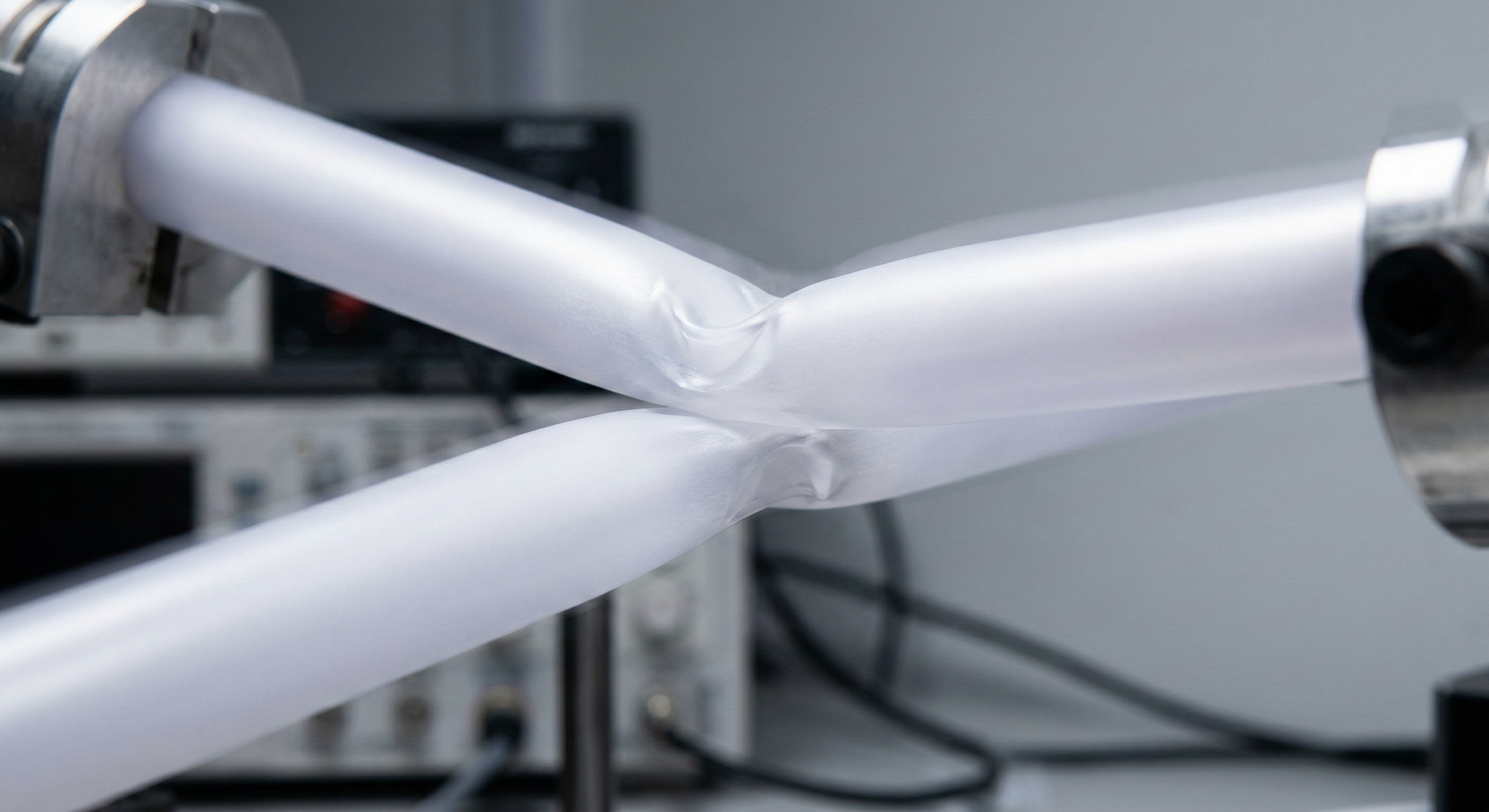
Поликарбонат (PC) — это высокопрочный инженерный пластик, относящийся к группе термопластичных полимеров. В индустрии производства световых мечей его часто называют «прозрачным металлом». С физической точки зрения PC обладает исключительной ударной прочностью: он примерно в 250 раз более устойчив к ударам, чем обычное стекло, и в 30 раз — чем акрил (PMMA). Его молекулярная структура, содержащая карбонатные группы, обеспечивает материалу превосходную вязкость, позволяя ему поглощать удары с высокой кинетической энергией без хрупкого разрушения.

Кроме того, PC является отличным оптическим волноводом. Высококачественный поликарбонат обеспечивает коэффициент пропускания света около 90 %. В сочетании с его показателем преломления он эффективно направляет фотоны, испускаемые рукоятью, вдоль стенок трубки, что делает его оптимальным физическим решением для баланса между «прочностью» и «светимостью».
Классы качества материала PC
Не все трубы из поликарбоната (PC) соответствуют категории «лопасти двойного качества». В промышленной цепочке поставок чистота и состав смолы определяют срок службы лопасти и её оптические характеристики.
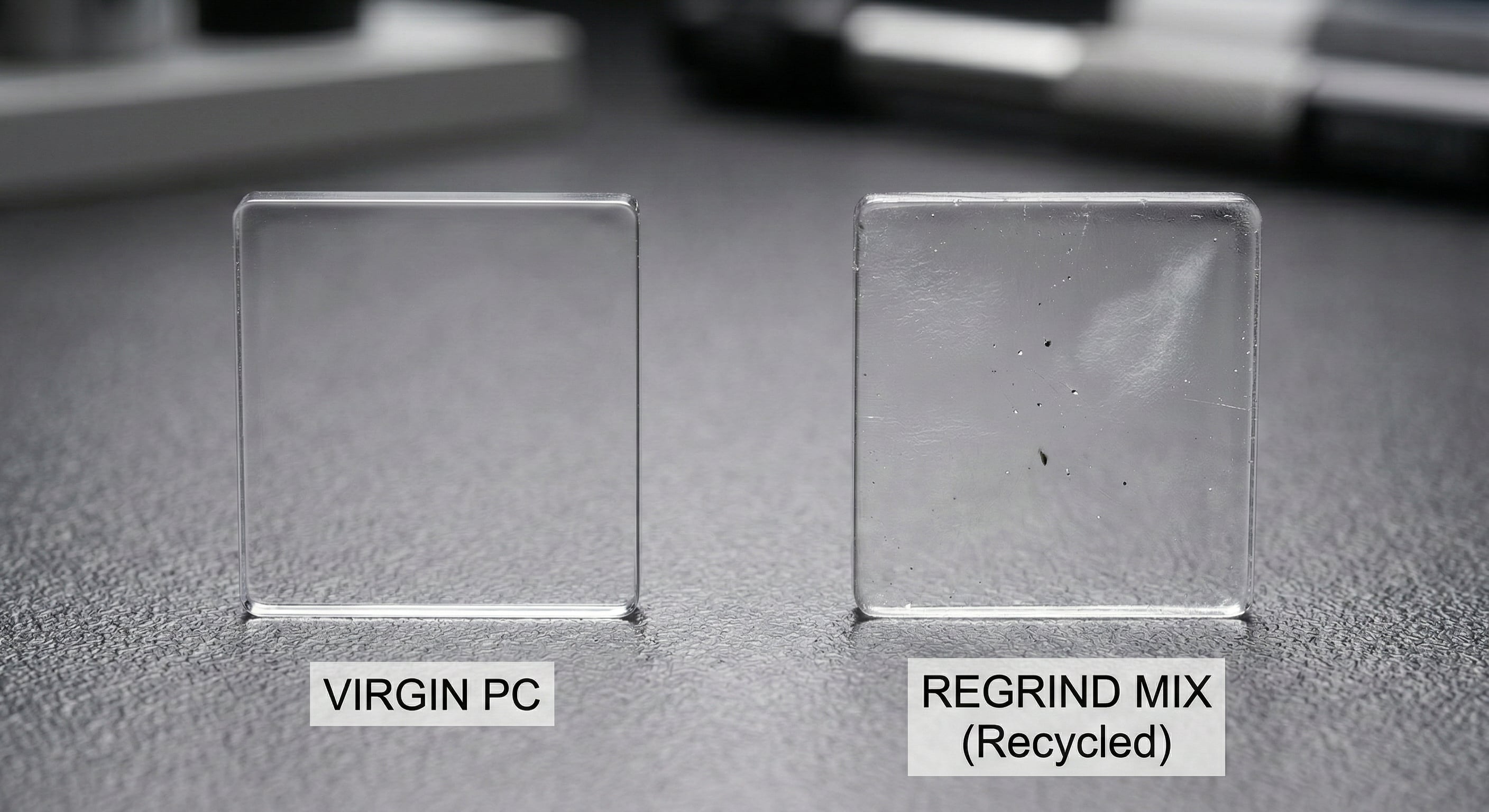
Первичный материал против вторичного: Лопасти высшего класса должны изготавливаться исключительно из 100 % первичного материала. Добавление вторичного сырья (Regrind) нарушает целостность молекулярных цепей, что приводит к образованию следов напряжения (побелению) или разрушению лопасти при ударе.
Оптический сорт и УФ-стабилизация: Это ключевое отличие высококачественных лопастей от дешёвых пластиковых трубок. Стандартный поликарбонат при длительном воздействии ультрафиолетового излучения или теплового излучения от светодиодов высокой мощности подвергается фотодеградации, в результате чего трубка желтеет и становится хрупкой. Для производства таких лопастей используется только поликарбонат оптического сорта, содержащий УФ-стабилизаторы. Такая формула эффективно блокирует повреждающее воздействие высокоэнергетического света, обеспечивая сохранение кристально прозрачного вида лопасти в течение многих лет эксплуатации и предотвращая характерное дешёвое пожелтение, вызванное старением.

Технологические процессы производства поликарбоната (PC)
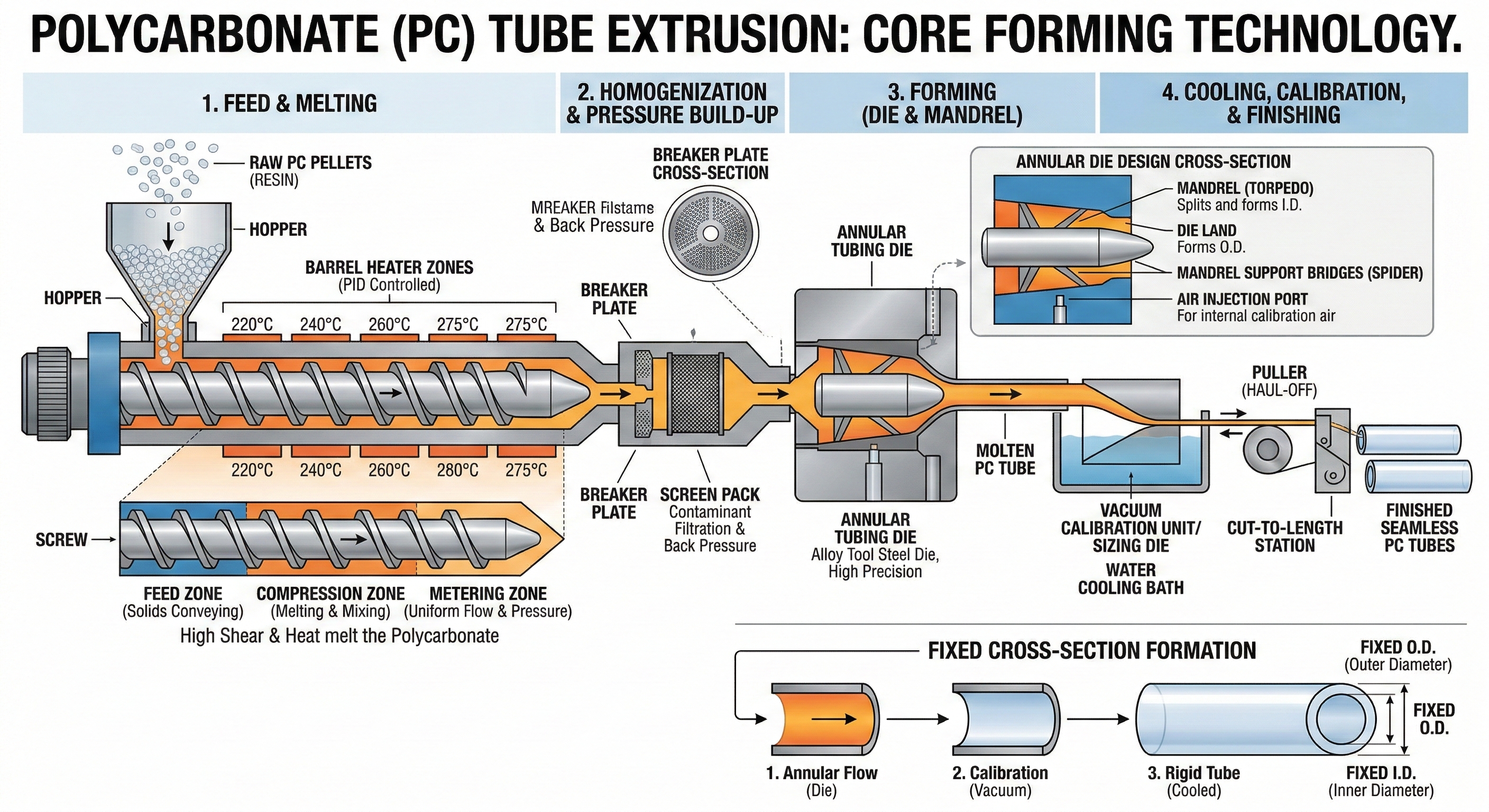
- Экструзия
Фокус: Основная технология формовки для круглых лезвий и профилированных высокопрочных корпусов лезвий.
Экструзия является базовым и наиболее критичным процессом изготовления корпуса лезвия. Расплавленный поликарбонат под высокой температурой и давлением принудительно продавливается через специальную сплавную фильеру с помощью шнекового экструдера, обеспечивая непрерывное производство труб с фиксированным поперечным сечением.
Физическая логика: Только высокоточная экструзия гарантирует абсолютную концентричность (равномерную толщину стенок). Неравномерная толщина стенок создаёт точки концентрации напряжений на более тонкой стороне, что приводит к катастрофическому разрушению при ударном воздействии. Для нестандартных форм, таких как «Тёмный меч», можно использовать профильные экструзионные фильеры для формирования сложных высокопрочных поперечных сечений за одну операцию.
- Литье под давлением
Для компонентов со сложной геометрией, которые невозможно сформировать линейным растяжением — в первую очередь для полусферического наконечника лезвия

- Обработка CNC
Фокус: Дополнительная доводка и контроль допусков для экструдированных полуфабрикатов.
Экструдированный поликарбонат представляет собой лишь полуфабрикат; для превращения в пригодные к использованию промышленные изделия он должен пройти процесс субтрактивного производства на станках с ЧПУ (числовым программным управлением).
Физическая логика: поликарбонат чувствителен к нагреву и обладает низкой теплопроводностью, поэтому высокоскоростное фрезерование может вызвать локальное плавление. Можно использовать специализированные режущие инструменты для пластмасс с низкой скоростью резания и высокой подачей.
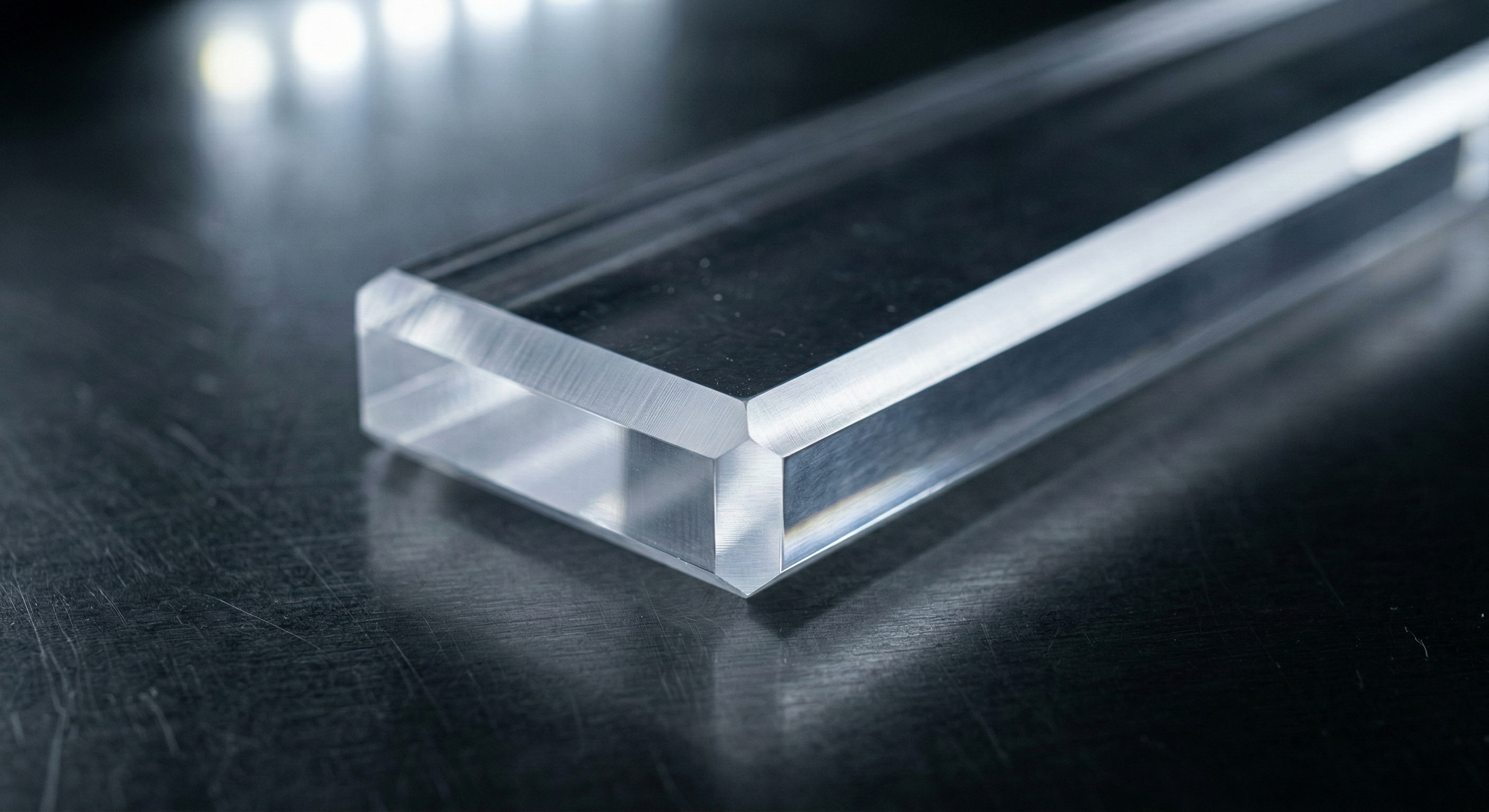
Обработка профиля: для плоских лезвий фрезерованием на станке с ЧПУ создаются фаски по кромкам для удаления острых заусенцев.
Нарезание резьбы: нарезка резьбы у основания лезвия для соединения с определёнными интерфейсами Pixel или с наконечником лезвия.
- Гальваническое покрытие и вакуумное напыление металла
Основная задача: придание поликарбонату металлической текстуры и оптических отражающих свойств.
Хотя поликарбонат является диэлектриком, специальные методы обработки поверхности позволяют придать ему металлический внешний вид. Это экономически эффективный, но при этом премиальный способ изготовления декоративных аксессуаров для световых мечей (например, когтей или заглушек).
Физический принцип: обычно используется вакуумное напыление (PVD). В вакуумной среде алюминий или хром испаряются и осаждаются на поверхность поликарбоната.
- Термоформирование
Основное внимание: процесс изготовления изогнутых лезвий (например, катан) или нестандартных неправильных конструкций.
При создании лезвий с определённым радиусом кривизны (например, световых мечей в стиле катана) холодная штамповка вызовет чрезмерные внутренние напряжения и приведёт к разрушению; поэтому термоформование является обязательным.
Физический принцип: материал поликарбоната нагревается выше температуры стеклования (примерно 147 °C), но ниже температуры плавления. В этом состоянии полимерные цепи могут свободно скользить. Материал подвергается давлению и изгибается в форме; при охлаждении цепи «фиксируются» в новой конфигурации. С помощью этого метода можно изготавливать изогнутые лезвия катан, сохраняющие высокую ударную стойкость.

- Химическая сварка / растворительное соединение
Основное внимание: обеспечение безопасности, гарантирующее, что наконечник лезвия никогда не отделится от трубки.
В отличие от клеевого соединения, используемого в дешёвых игрушках, сборка профессиональных световых мечей duel-grade должна осуществляться методом химической сварки.
Физический принцип: на сопрягаемые поверхности наносится летучий растворитель (например, дихлорметан). Растворитель временно растворяет полимерные цепи на поверхности поликарбоната (PC). При введении наконечника в трубку происходит межмолекулярное переплетение. По мере испарения растворителя два компонента физически сливаются в единое целое. Прочность такого соединения равна прочности самого материала, полностью устраняя опасность отлетания наконечника во время поединка.
- Почему экструдированный PC прочнее, чем литьевой PC
Вывод: хотя химический состав идентичен, экструзионный PC, как правило, обладает более высокой молекулярной массой и лучшей ориентацией молекул. Это обеспечивает значительно более высокие эксплуатационные характеристики при ударных нагрузках, возникающих при поединках со световыми мечами, по сравнению с литьевым PC.
Молекулярная масса и длина цепи
Способы переработки определяют выбор исходного сырья.
Литьё под давлением требует материала с высокой текучестью (высокий индекс расплава — MFI), чтобы быстро заполнять сложные формы. Для этого поликарбонат для литья под давлением, как правило, состоит из более коротких полимерных цепей.
Экструзия предназначена для получения непрерывных профилей и использует материал с низкой текучестью (низкий MFI). Это означает, что поликарбонат для экструзии обладает более длинными полимерными цепями и более высокой молекулярной массой.
Физический принцип: более длинные молекулярные цепи приводят к более плотному физическому сплетению. Подобно трикотажной ткани, чем длиннее нити и чем плотнее вязка, тем больше энергии требуется для её разрыва. Именно это является основной причиной стойкости экструдированных труб к разрыву.
Молекулярная ориентация
Экструзия: Во время экструзии расплавленный поликарбонат непрерывно растягивается вдоль оси трубы. Это приводит к продольной ориентации полимерных цепей. Такая ориентация обеспечивает трубе высокую «анизотропную» прочность, придавая ей исключительную ударостойкость при боковых ударах (основная нагрузка при дуэлях световыми мечами).
Литьё под давлением: Пластик турбулентно заполняет форму и охлаждается быстро и неравномерно. В результате возникает хаотичная ориентация молекул и неравномерное распределение внутренних напряжений, что создаёт микроскопические хрупкие участки.
Структурная целостность
Бесшовная целостность: Экструдированные трубы формируются непрерывно, образуя структурно монолитное изделие.
Риски сварных швов: Изделия, произведённые литьём под давлением, зачастую содержат сварные швы (линии спайки) — участки, где сходятся два фронта потока расплава. Это самые слабые места в материале. В условиях высоких нагрузок, как при использовании световых мечей, сварные швы становятся точками зарождения катастрофического разрушения.

Стандарты толщины стенки лезвия из поликарбоната и области применения
Физика толщины стенки
При условии, что наружный диаметр поликарбонатной (PC) трубки остаётся постоянным (обычно 1 дюйм), толщина стенки является единственной переменной, определяющей физические характеристики светового меча. С точки зрения строительной механики увеличение толщины стенки значительно повышает момент инерции трубки. Это означает экспоненциальное увеличение сопротивления лезвия изгибу и продольному изгибу (потере устойчивости). Хотя поликарбонат обладает высокой ударной вязкостью по своей природе, при слишком малой толщине стенки локальные точки удара не могут эффективно рассеивать высокую кинетическую энергию, что потенциально превысит предел текучести материала и приведёт к вмятинам или катастрофическому разрушению.
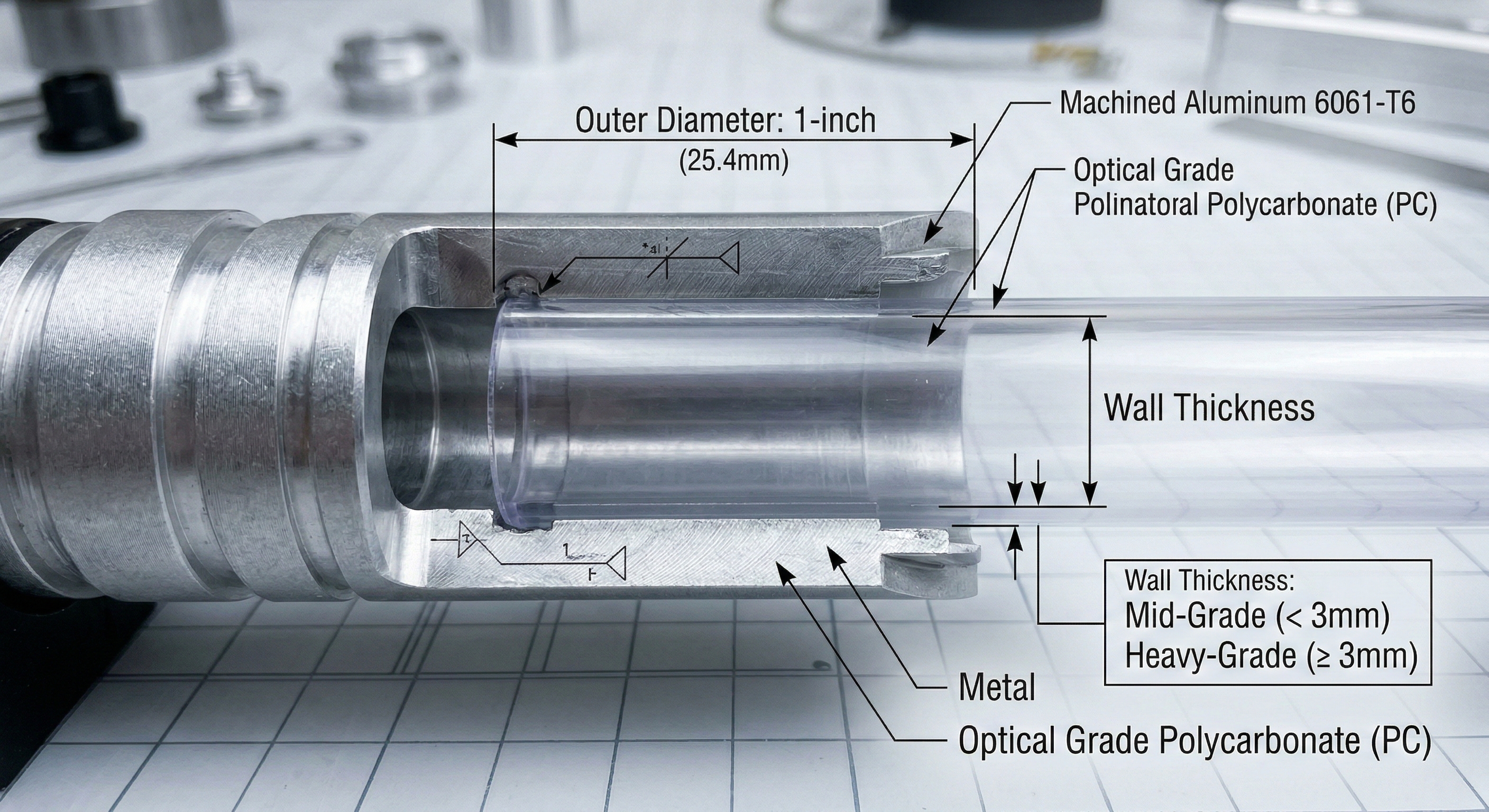
Стандартный/Средний класс: < 3 мм
К этой категории обычно относятся лезвия из поликарбоната с толщиной стенки от 1,5 мм до 2 мм.
Физические ограничения: Масштабные разрушающие испытания показывают, что поликарбонатные трубки со стенкой толщиной менее 3 мм чрезвычайно подвержены структурному разрушению при ударе всей силой взрослого человека. Более тонкие стенки не обладают достаточной массой для поглощения мгновенных ударных волн, возникающих при сильном контакте.
Области применения: Эти лезвия не рекомендуются для полноконтактного поединка. Однако благодаря их сверхлёгкому весу (низкий момент инерции) они значительно снижают нагрузку на запястье пользователя. Следовательно, лезвия толщиной менее 3 мм определяются как «Тренировочные и демонстрационные», что делает их оптимальным выбором для флоу-арта, тренировок вращения и косплей-демонстраций.
Тяжёлые / Поединковые: ≥ 3 мм
Это относится к поликарбонатным лезвиям со стенкой толщиной 3 мм и более, которые в отрасли обычно называют «Тяжёлыми».
Физические преимущества: толщина 3 мм считается в отрасли пороговым значением безопасности для сабельного боя. При такой толщине поликарбонатный материал формирует прочную арочную несущую структуру, способную выдерживать удары высокой интенсивности без пластической деформации. Данные показывают, что поликарбонатные трубки толщиной 3 мм сохраняют свою структурную целостность при воздействии физических ударов высокой скорости и высокого крутящего момента.
Области применения: это стандарт для всех соревновательных световых сабель в фехтовании, полноконтактных поединков и использования в качестве тяжёлых реквизитных предметов. Только при толщине стенки 3 мм лезвие способно выдержать экстремальные условия, при которых два «поликарбонатных стержня» сталкиваются с большой силой, что гарантирует отсутствие обломов или разрушения лезвия и, как следствие, безопасность пользователя.