Łopatki świetlnych mieczy: klasyfikacja według materiału
Replika ostrza miecza świateł
Łopatki świetlnych mieczy: klasyfikacja według materiału
Ostrze stanowi fizyczną rdzeń systemu miecza świateł. W zależności od scenariuszy zastosowania (walka, wystawa, trening) materiały stosowane do produkcji ostrzy dzielone są na trzy główne kategorie: poliwęglan, materiały kompozytowe oraz miękkie/bezpieczne materiały.

Zastrzeżenie dotyczące wykluczonych materiałów: Niniejsza encyklopedia zawiera wyłącznie zweryfikowane materiały, które wykazują odporność przemysłową niezbędną do produkcji mieczy świateł. Inne przezroczyste materiały dostępne na rynku (np. akryl/PMMA, standardowy PETG, szkło lub zwykły polistyren) zostały wykluczone. Ze względu na ich dużą kruchość oraz niezdolność do przejścia standardowych testów udarności Charpy wiążą się one ze znacznym ryzykiem pęknięcia i rozdrobnienia podczas uderzenia. W ścisłym uzgodnieniu z protokołami bezpieczeństwa użytkownika wszystkie gorszej jakości materiały, których parametry nie spełniają tego progu bezpieczeństwa, zostały pominięte w niniejszej encyklopedii.
Technologia ostrza świetlnego z poliwęglanu (PC)
Czym jest poliwęglan?
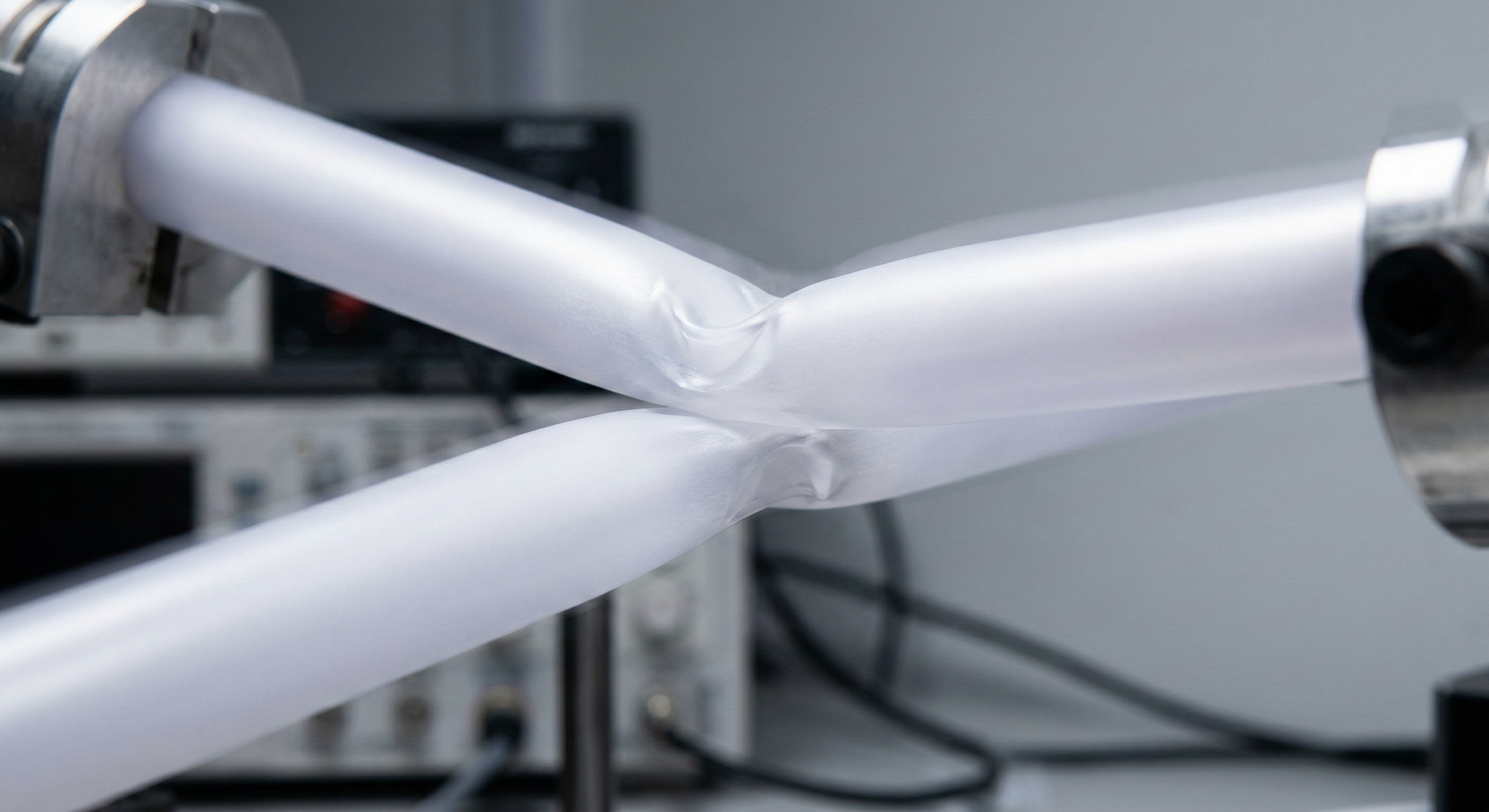
Poliwęglan (PC) to inżynierski tworzywo sztuczne o wysokiej wydajności, należące do grupy termoplastycznych polimerów. W przemyśle produkcji mieczy świetlnych jest często nazywany „przezroczystym metalem”. Z punktu widzenia fizyki PC charakteryzuje się wyjątkową odpornością na uderzenia — jest on około 250 razy bardziej odporny na uderzenia niż standardowe szkło i około 30 razy bardziej niż akryl (PMMA). Jego struktura molekularna zawierająca grupy karbonianowe nadaje materiałowi nadzwyczajną wytrzymałość, umożliwiając pochłanianie uderzeń o dużej energii kinetycznej bez kruchego pęknięcia.

Dodatkowo PC stanowi doskonały falowód optyczny. Wysokiej jakości poliwęglan zapewnia współczynnik przepuszczania światła na poziomie ok. 90%. Połączenie tej cechy z jego współczynnikiem załamania umożliwia skuteczne kierowanie fotonów emitowanych z rękojeści wzdłuż ścianek rurki, czyniąc go optymalnym rozwiązaniem fizycznym dla uzyskania równowagi między „trwałością” a „jasnością”.
Gatunki jakościowe materiału PC
Nie wszystkie rury PC kwalifikują się jako „łopatki dwugradowe”. W łańcuchu dostaw przemysłowych czystość i skład żywicy decydują o czasie życia oraz wydajności optycznej łopatki.
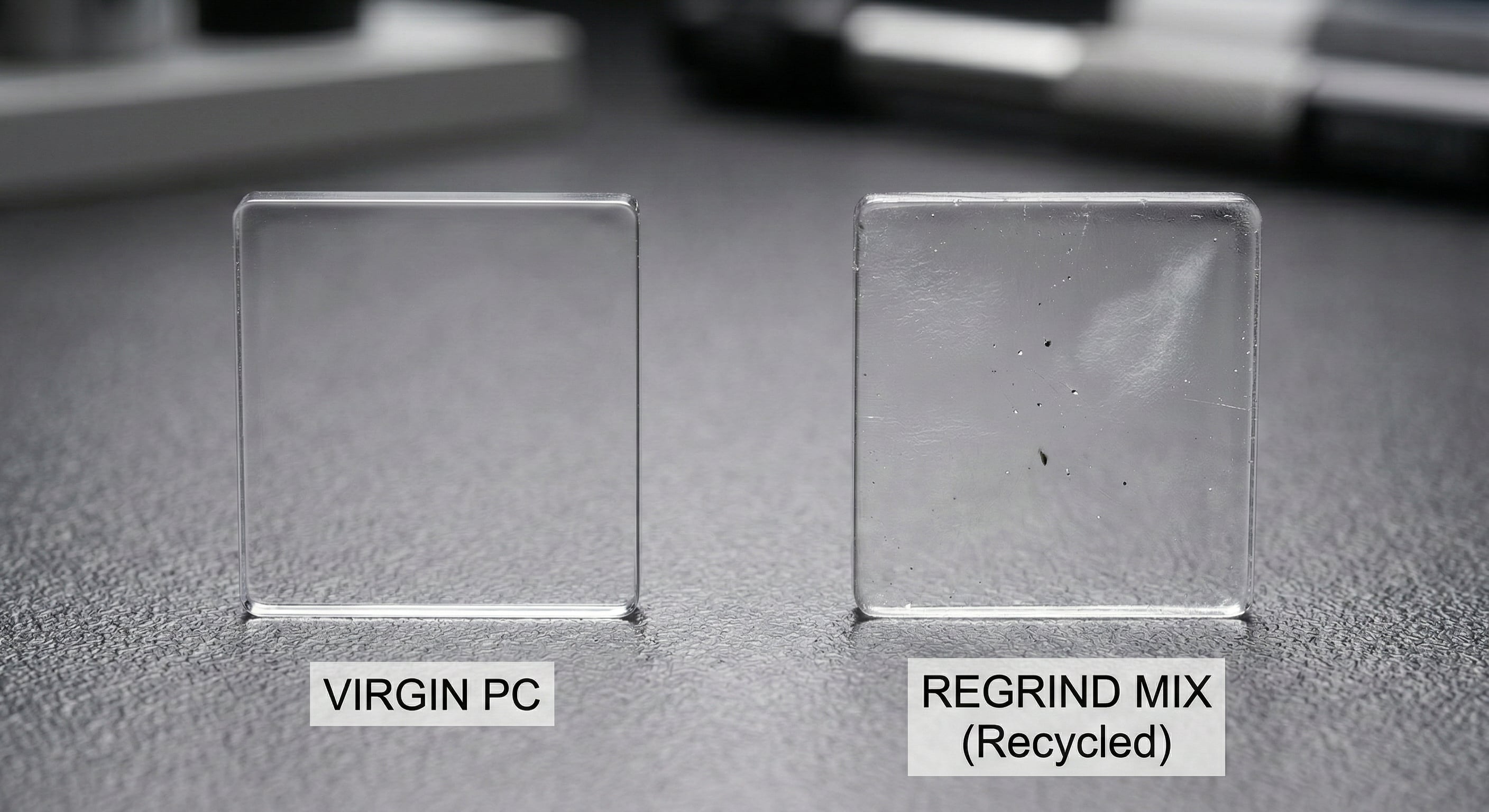
Surowiec pierwotny vs. materiał wtórny: Łopatki najwyższej klasy muszą być produkowane wyłącznie ze 100% surowca pierwotnego. Dodanie materiału wtórnego (regranulatu) narusza integralność łańcucha cząsteczkowego, powodując pojawienie się śladów naprężeń (zbielenie) lub pęknięcie łopatki pod wpływem uderzenia.
Stopień optyczny i stabilizacja UV: To kluczowy czynnik różnicujący wysokiej klasy łopatki od tanich rur plastikowych. Standardowy materiał PC, po długotrwałym narażeniu na światło UV lub promieniowanie cieplne wysokoprądowych diod LED, ulega fotodegradacji, co powoduje żółknięcie i zwiększoną kruchość rury. Można stosować wyłącznie PC stopnia optycznego wzbogacony stabilizatorami UV. Taki skład skutecznie blokuje szkodliwe działanie światła o wysokiej energii, zapewniając przez lata bezbarwność i przejrzystość łopatki oraz unikając taniego, zwiędłego żółtego odcienia spowodowanego starzeniem się.

Procesy wytwarzania poliwęglanu (PC)
- Ekstruzja
Znaczenie: Podstawowa technologia formowania dla okrągłych ostrzy oraz profilowanych, wysokowytrzymałych korpusów ostrzy.
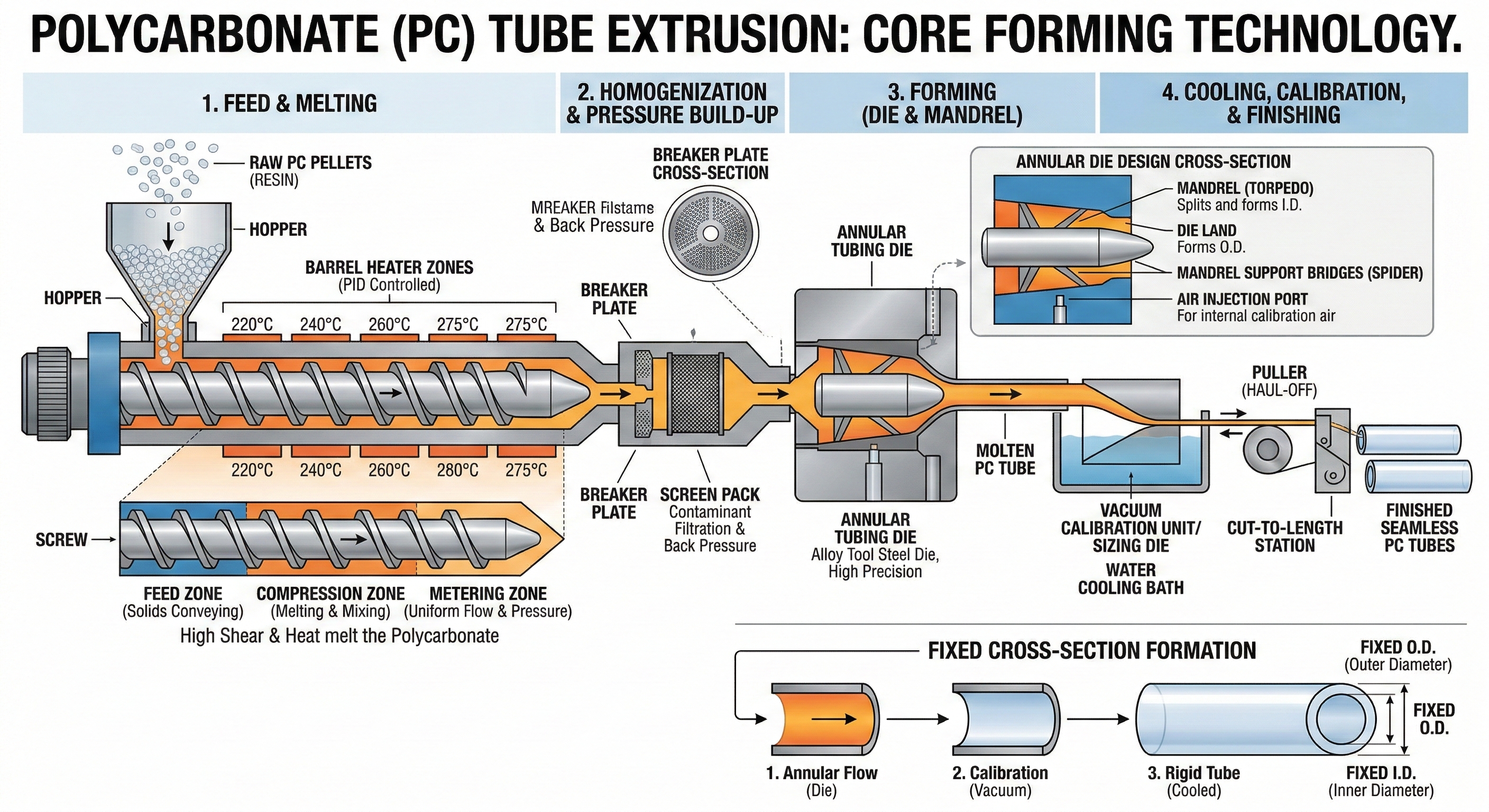
Ekstruzja jest podstawowym i najważniejszym procesem wytwarzania korpusu ostrza. Roztopiony poliwęglan jest wtłaczany przez specjalny matrycowy przekrój ze stopu metalu w wysokiej temperaturze i pod wysokim ciśnieniem za pomocą ślimakowego ekstrudera, co umożliwia ciągłe wytwarzanie rur o stałym przekroju poprzecznym.
Logika fizyczna: Tylko ekstruzja o wysokiej precyzji zapewnia absolutną współosiowość (jednolitą grubość ścianki). Nierówna grubość ścianki powoduje powstanie punktów skupienia naprężeń po stronie cieńszej, co prowadzi do katastrofalnego uszkodzenia pod wpływem uderzenia. Dla niestandardowych kształtów, takich jak „Miecz Ciemności”, można wykorzystać matryce do ekstruzji profilowej, umożliwiające jednoetapowe formowanie złożonych, wysokowytrzymałych przekrojów poprzecznych.
- Wtryskowanie materiałów
Dla komponentów o złożonej geometrii, których nie da się wytworzyć metodą liniowego rozciągania — w szczególności dla półkulistego wierzchołka ostrza

- Obróbka CNC
Znaczenie: Dodatkowa obróbka końcowa i kontrola tolerancji dla półwyrobów uzyskanych metodą ekstruzji.
Ekstrudowane PC to jedynie półfabrykaty; muszą zostać poddane obróbce CNC (komputerowa kontrola numeryczna) metodą ubytkową, aby stać się dopuszczonymi do użytku przemysłowym wyrobami.
Logika fizyczna: PC jest wrażliwe na ciepło i charakteryzuje się słabą przewodnością cieplną, co oznacza, że cięcie wysokoprędkościowe może spowodować lokalne topnienie. Można stosować specjalistyczne narzędzia tnące do tworzyw sztucznych z parametrami niskiej prędkości obrotowej i wysokiego posuwu.
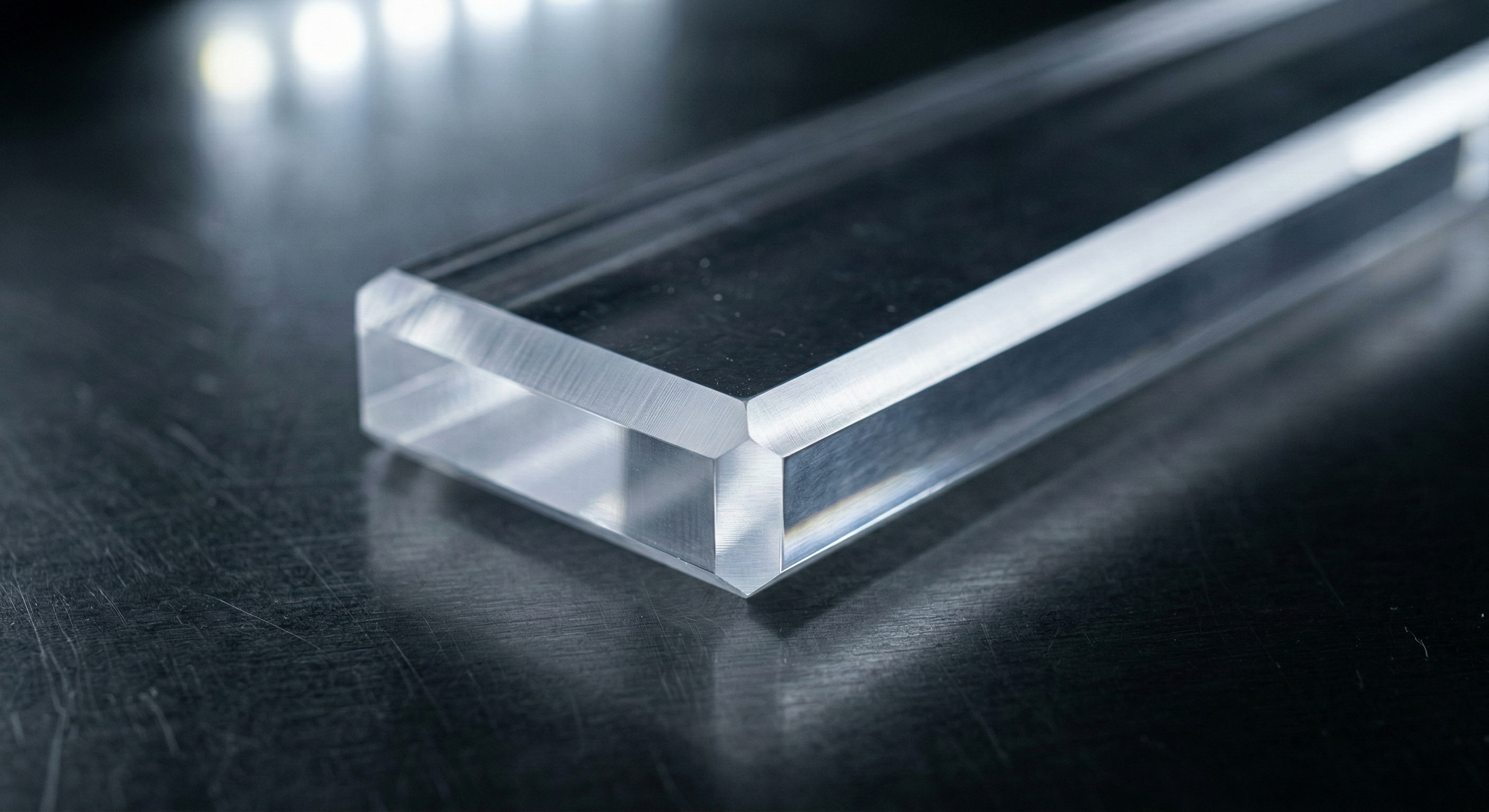
Obróbka profilu: Dla płaskich ostrzy frezowanie CNC tworzy krawędzie sfazowane, usuwając ostre zadziory.
Wytaczanie gwintów: Wytaczanie gwintów w podstawie ostrza w celu połączenia z konkretnymi interfejsami Pixel lub końcówką ostrza.
- Pokrywanie metalami metodą elektrolityczną oraz metalizacja w próżni
Zakres zastosowania: Nadawanie materiałowi PC metalicznego wykończenia oraz funkcji optycznej odbijającej światło.
Chociaż PC jest izolatorem, to odpowiednie powłoki powierzchniowe pozwalają nadać mu metaliczny wygląd. Jest to proces kosztowo efektywny, a zarazem nadający wyrobowi luksusowy charakter, stosowany przy produkcji dekoracyjnych akcesoriów do mieczy świetlnych (np. pazurów lub wtyczek).
Logika fizyczna: Zazwyczaj stosuje się metalizację w próżni (PVD). W środowisku próżniowe aluminium lub chrom są parowane i osadzane na powierzchni poliwęglanu (PC).
- Termoformowanie
Zakres zastosowania: Proces produkcji łukowatych ostrzy (np. katana) lub niestandardowych, nieregularnych struktur.
Podczas tworzenia ostrzy o określonym zagięciu (np. mieczy świateł w stylu katana) kształtowanie na zimno powodowałoby nadmierny naprężenie wewnętrzne i pęknięcie; dlatego kształtowanie termiczne jest niezbędne.
Logika fizyczna: Materiał PC jest nagrzewany powyżej temperatury przejścia szklistego (około 147 °C), ale poniżej temperatury topnienia. W tym stanie łańcuchy polimerowe mogą swobodnie się przesuwać. Materiał jest poddawany ciśnieniu i uginany w formie; po ochłodzeniu łańcuchy ponownie „zamykają się” w nowej konfiguracji. Dzięki temu można wytworzyć zakrzywione ostrza typu katana zachowujące doskonałą odporność na uderzenia.

- Spawanie chemiczne / klejenie rozpuszczalnikowe
Zakres zastosowania: Gwarancja bezpieczeństwa, że czubek ostrza nigdy nie odłączy się od rurki.
W przeciwieństwie do klejenia stosowanego w tanich zabawkach, montaż profesjonalnych świetlnych mieczy klasy duelowej wymaga zastosowania spawania chemicznego.
Podstawa fizyczna: Można zastosować lotny rozpuszczalnik (np. dichlorometan) na powierzchniach stykających się. Rozpuszczalnik tymczasowo rozpuszcza łańcuchy polimerowe na powierzchni PC. Gdy czubek jest wkładany do rurki, materiały ulegają splątaniu międzycząsteczkowemu. W miarę jak rozpuszczalnik paruje, oba elementy fizycznie łączą się w jedną całość. Wytrzymałość tego połączenia jest równa wytrzymałości samego materiału, co całkowicie eliminuje zagrożenie bezpieczeństwa związane z odleczeniem czubka podczas pojedynku.
- Dlaczego PC wytłaczany jest silniejszy niż PC wtryskany
Ostateczna ocena: Choć skład chemiczny jest identyczny, PC przeznaczony do wytłaczania charakteryzuje się zazwyczaj wyższą masą cząsteczkową oraz lepszą orientacją łańcuchów cząsteczkowych. Oznacza to znacznie lepsze właściwości użytkowe pod wpływem wysokiego obciążenia udarowego występującego podczas pojedynków ze świetlnymi mieczami w porównaniu do PC wtryskanego.
Masa cząsteczkowa i długość łańcucha
Metody przetwarzania określają dobór surowców.
Wtrysk wymaga materiału o wysokiej przepływności (wysoki indeks przepływu w stanie stopionym/MFI), aby szybko wypełnić złożone formy. Aby osiągnąć ten efekt, poliwęglan przeznaczony do wtrysku zwykle składa się z krótszych łańcuchów polimerowych.
Ekstruzja dotyczy ciągłych profili i wykorzystuje materiał o niskiej przepływności (niski MFI). Oznacza to, że poliwęglan przeznaczony do ekstruzji posiada dłuższe łańcuchy polimerowe oraz wyższą masę cząsteczkową.
Logika fizyczna: dłuższe łańcuchy cząsteczkowe powodują silniejsze fizyczne splątanie. Podobnie jak w przypadku dzianiny – im dłuższe nitki i im gęstsza siatka, tym więcej energii jest potrzebne do rozerwania materiału. Jest to podstawowa przyczyna odporności na pęknięcie rur ekstrudowanych.
Orientacja cząsteczkowa
Ekstruzja: Podczas ekstruzji stopiony PC jest ciągle rozciągany wzdłuż osi rury. Powoduje to ułożenie się łańcuchów polimerowych w kierunku podłużnym. Takie ułożenie nadaje rurze wysoką wytrzymałość „anizotropową”, zapewniając wyjątkową odporność na uderzenia boczne (główna siła występująca podczas pojedynków świetlnymi mieczami).
Wtrysk: Tworzywo sztuczne wpływa turbulencyjnie do formy i szybko, niemiarodajnie się ochładza. Powoduje to losowe ułożenie cząsteczek oraz nieregularny rozkład naprężeń wewnętrznych, tworząc mikroskopijne punkty kruchości.
Integralność strukturalną
Bezszwowa spójność: Rury ekstrudowane powstają w sposób ciągły, tworząc jednolitą, integralną jednostkę konstrukcyjną.
Ryzyko linii spawania: Wyroby wytwarzane metodą wtrysku często zawierają linie spawania (linie złączenia) – obszary, w których spotykają się dwa czoła przepływu materiału. Są to najsłabsze punkty połączenia materiału. W zastosowaniach o wysokim obciążeniu, takich jak świetlne miecze, linie spawania stanowią punkt początkowy katastrofalnego uszkodzenia.

Standardy grubości ścianki ostrza z PC oraz zastosowania
Fizyka grubości ścianki
Zakładając, że średnica zewnętrzna rury wykonanej z poliwęglanu (PC) pozostaje stała (zazwyczaj 1 cal), grubość ścianki jest jedyną zmienną decydującą o fizycznych właściwościach świetlnej miecza. Z punktu widzenia mechaniki konstrukcji zwiększenie grubości ścianki znacznie podnosi moment bezwładności rury. Oznacza to wykładniczy wzrost odporności ostrza na ugięcie i wyboczenie. Choć materiał PC charakteryzuje się naturalnie wysoką odpornością udarną, jeśli ścianka jest zbyt cienka, lokalne punkty uderzenia nie są w stanie skutecznie rozpraszać dużej energii kinetycznej, co może przekroczyć granicę plastyczności materiału i doprowadzić do powstania wgnieceń lub katastrofalnego pęknięcia.
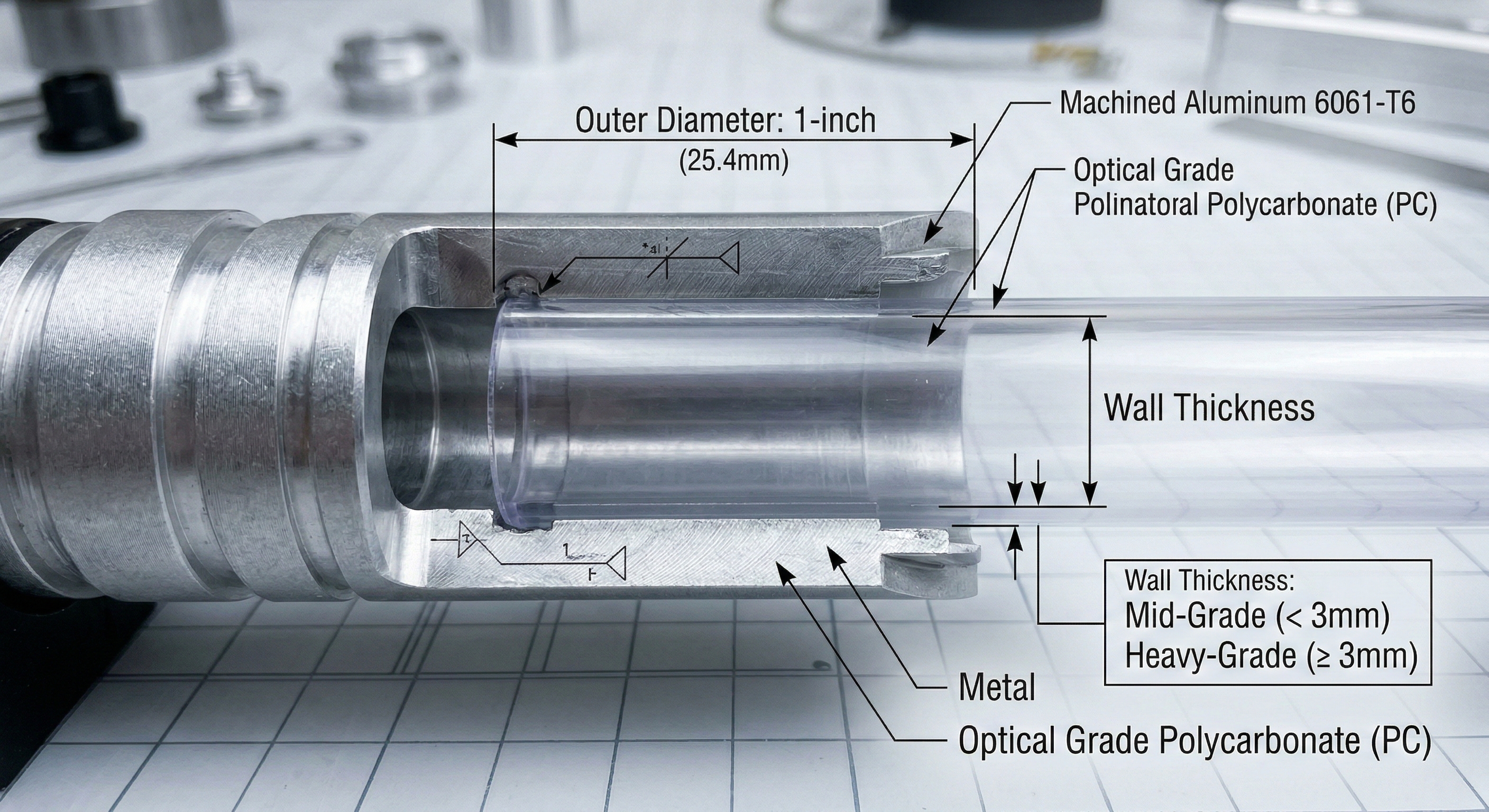
Standardowy/Średniej klasy: < 3 mm
Ta kategoria odnosi się zwykle do ostrzy PC o grubości ścianki pomiędzy 1,5 mm a 2 mm.
Ograniczenia fizyczne: Rozległe testy niszczące wskazują, że rury z poliwęglanu (PC) o grubości ścianki poniżej 3 mm są bardzo podatne na uszkodzenia strukturalne podczas pełnej siły zamachu wykonywanego przez dorosłą osobę. Cienkie ścianki nie posiadają wystarczającej masy, aby pochłonąć natychmiastowe fale uderzeniowe powstające przy silnym zderzeniu.
Zastosowanie: Te ostrza nie są zalecane do walki pełnokontaktowej. Jednak dzięki ich nadzwyczaj lekkiej wadze (niski moment bezwładności) znacznie zmniejszają one obciążenie nadgarstka użytkownika. W związku z tym ostrza o grubości poniżej 3 mm określane są jako „ostrza do ćwiczeń i prezentacji”, co czyni je optymalnym wyborem do sztuk przepływu (Flow Arts), ćwiczeń wirowania oraz wystaw kosplayowych.
Ciężkie/ostrza do walki: ≥ 3 mm
Odnosi się to do ostrzy z poliwęglanu (PC) o grubości ścianki wynoszącej 3 mm lub więcej, które w branży powszechnie określane są mianem „ciężkich”.
Zalety fizyczne: Grubość 3 mm jest uznawana w branży za próg bezpieczeństwa w walce mieczami świateł. Przy tej grubości materiał PC tworzy wytrzymałą strukturę wspornikową w kształcie łuku, zdolną do wytrzymania uderzeń o wysokiej intensywności bez odkształcenia plastycznego. Dane pokazują, że rury PC o grubości 3 mm zachowują integralność strukturalną pod wpływem uderzeń o wysokiej prędkości i dużym momencie obrotowym.
Zastosowania: Jest to standard dla całej profesjonalnej walki mieczami świateł, pojedynków w pełnym kontakcie oraz intensywnego użytkowania jako rekwizytów. Tylko przy grubości ścianki wynoszącej 3 mm ostrze jest w stanie przetrwać skrajnie ekstremalne warunki, w których dwa „pręty z poliwęglanu” zderzają się gwałtownie, zapewniając, że nie złamie się ani nie rozpadnie się na kawałki, a tym samym gwarantując bezpieczeństwo użytkownika.