Lames d'épée laser : classification par matériau
Lame de réplique d’épée laser
Lames d'épée laser : classification par matériau
La lame constitue le cœur physique du système d’épée laser. En fonction des scénarios d’application (combat, exposition, entraînement), les matériaux utilisés pour les lames sont classés en trois grandes catégories : le polycarbonate, les matériaux composites et les matériaux souples/sécurisés.

Déclaration concernant les matériaux exclus : Cette encyclopédie ne présente que des matériaux vérifiés, démontrant une résistance de niveau industriel pour la fabrication d’épées laser. D’autres matériaux transparents présents sur le marché (tels que l’acrylique/PMMA, le PETG standard, le verre ou le polystyrène générique) sont exclus. En raison de leur forte fragilité et de leur incapacité à réussir les essais normalisés d’impact Charpy, ils présentent des risques importants de rupture et de fragmentation lors d’un choc. Dans le strict respect des protocoles de sécurité des utilisateurs, tous les matériaux inférieurs ne répondant pas à ce seuil de sécurité sont omis de cette encyclopédie.
Technologie de lame en polycarbonate (PC) pour sabre laser
Qu'est-ce que le polycarbonate ?
Le polycarbonate (PC) est un plastique technique haute performance appartenant au groupe des polymères thermoplastiques. Dans l'industrie de fabrication des sabres lasers, il est souvent désigné sous le nom de « métal transparent ». Du point de vue physique, le PC possède une résistance exceptionnelle aux chocs : il est environ 250 fois plus résistant aux chocs que le verre standard et 30 fois plus que l’acrylique (PMMA). Sa structure moléculaire, contenant des groupes carbonates, confère au matériau une ténacité supérieure, lui permettant d’absorber des chocs à haute énergie cinétique sans se fracturer de manière fragile.

En outre, le PC constitue un excellent guide d’ondes optique. Un polycarbonate de haute qualité offre un taux de transmission lumineuse d’environ 90 %. Combiné à son indice de réfraction, il guide efficacement les photons émis par la poignée le long des parois du tube, ce qui en fait la solution physique optimale pour concilier « durabilité » et « luminosité ».
Qualités et grades du matériau en polycarbonate
Tous les tubes en PC ne répondent pas aux critères des « lames à double grade ». Dans la chaîne d’approvisionnement industrielle, la pureté et la formulation de la résine déterminent la durée de vie et les performances optiques de la lame.
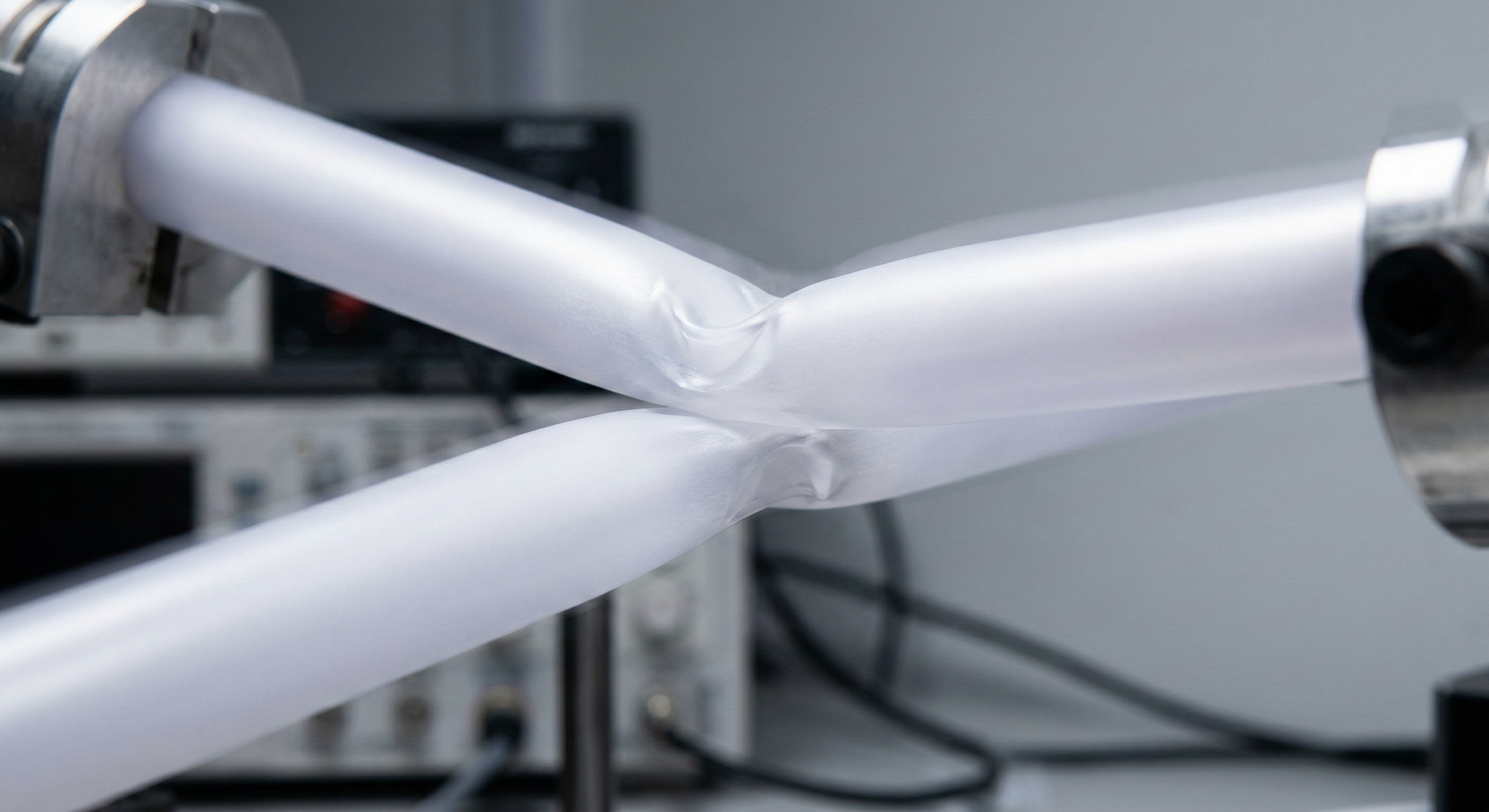
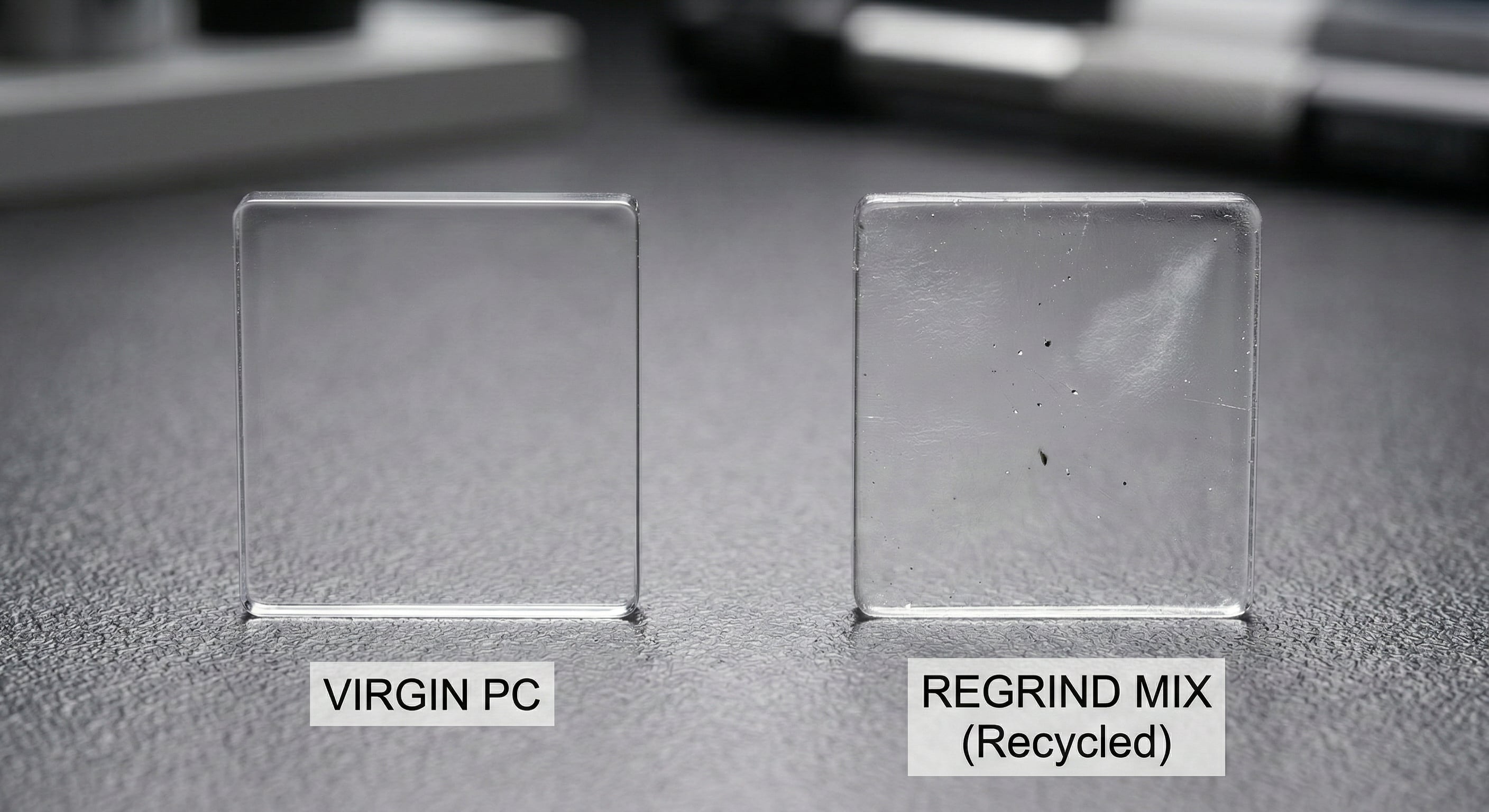
Matière vierge contre matière recyclée : Les lames haut de gamme doivent être fabriquées exclusivement à partir de matière vierge à 100 %. L’ajout de matière recyclée (regrind) compromet l’intégrité de la chaîne moléculaire, ce qui provoque l’apparition de marques de contrainte (blanchiment) ou la rupture de la lame sous choc.
Grade optique et stabilisation UV : Il s’agit du critère fondamental qui distingue les lames haut de gamme des tubes plastiques bon marché. Le polycarbonate standard, exposé sur une longue période aux rayons UV ou au rayonnement thermique émis par des LED haute puissance, subit une photodégradation, entraînant un jaunissement et une fragilisation du tube. Seul le polycarbonate de grade optique, enrichi de stabilisants UV, peut être utilisé. Cette formulation bloque efficacement les dommages causés par la lumière à haute énergie, garantissant que la lame conserve une transparence cristalline pendant des années d’utilisation, évitant ainsi la teinte jaune terne et dégradée typique des produits bon marché vieillissants.

Procédés de fabrication du polycarbonate (PC)
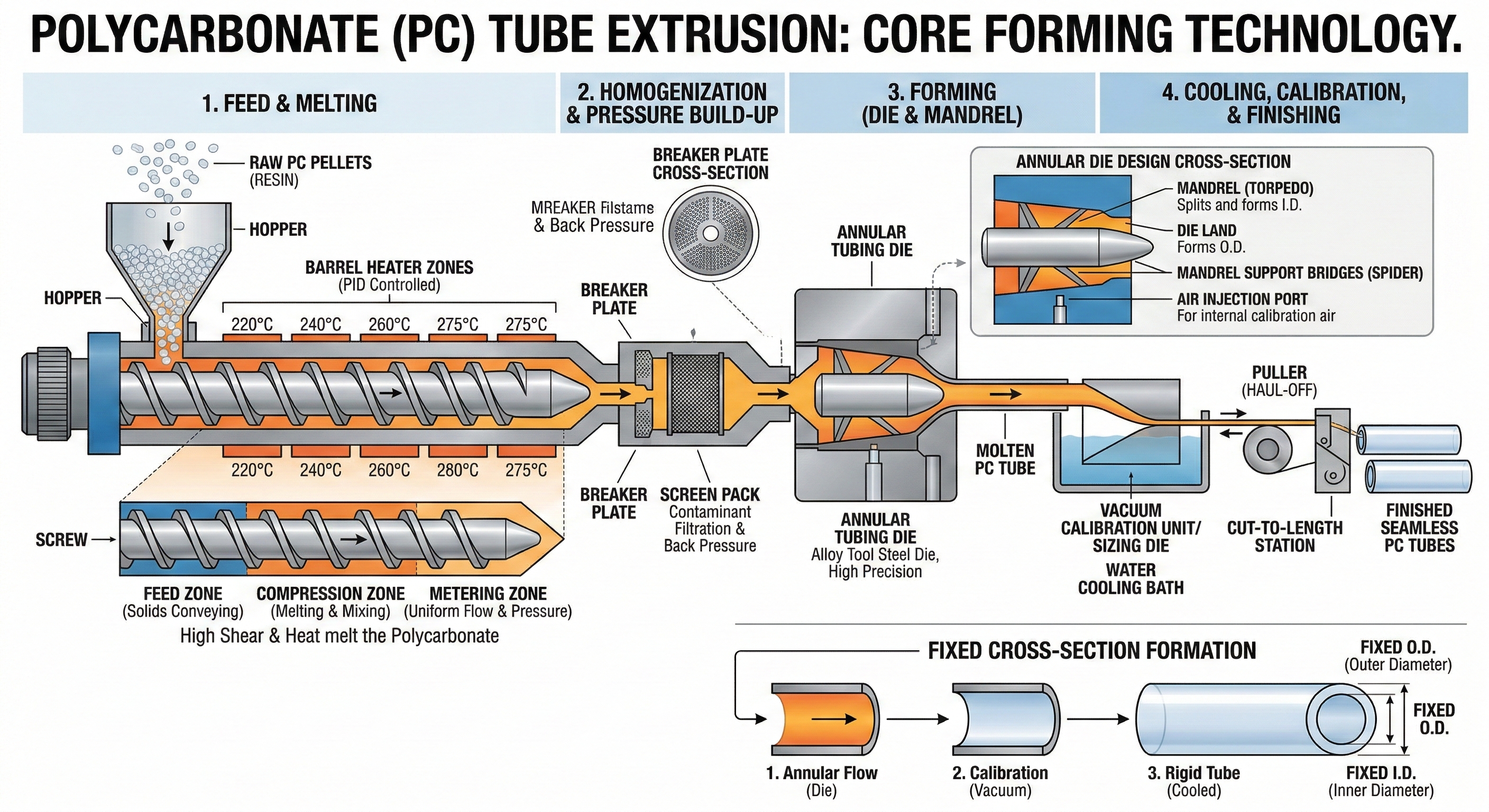
- Extrusion
Focus : La technologie fondamentale de formage des lames rondes et des corps de lame profilés à haute résistance.
L’extrusion est le procédé fondamental et le plus critique pour la fabrication du corps de lame. Du polycarbonate fondu est forcé, sous haute température et haute pression, à travers une filière en alliage spécifique au moyen d’une extrudeuse à vis, afin de produire continuellement des tubes présentant une section transversale fixe.
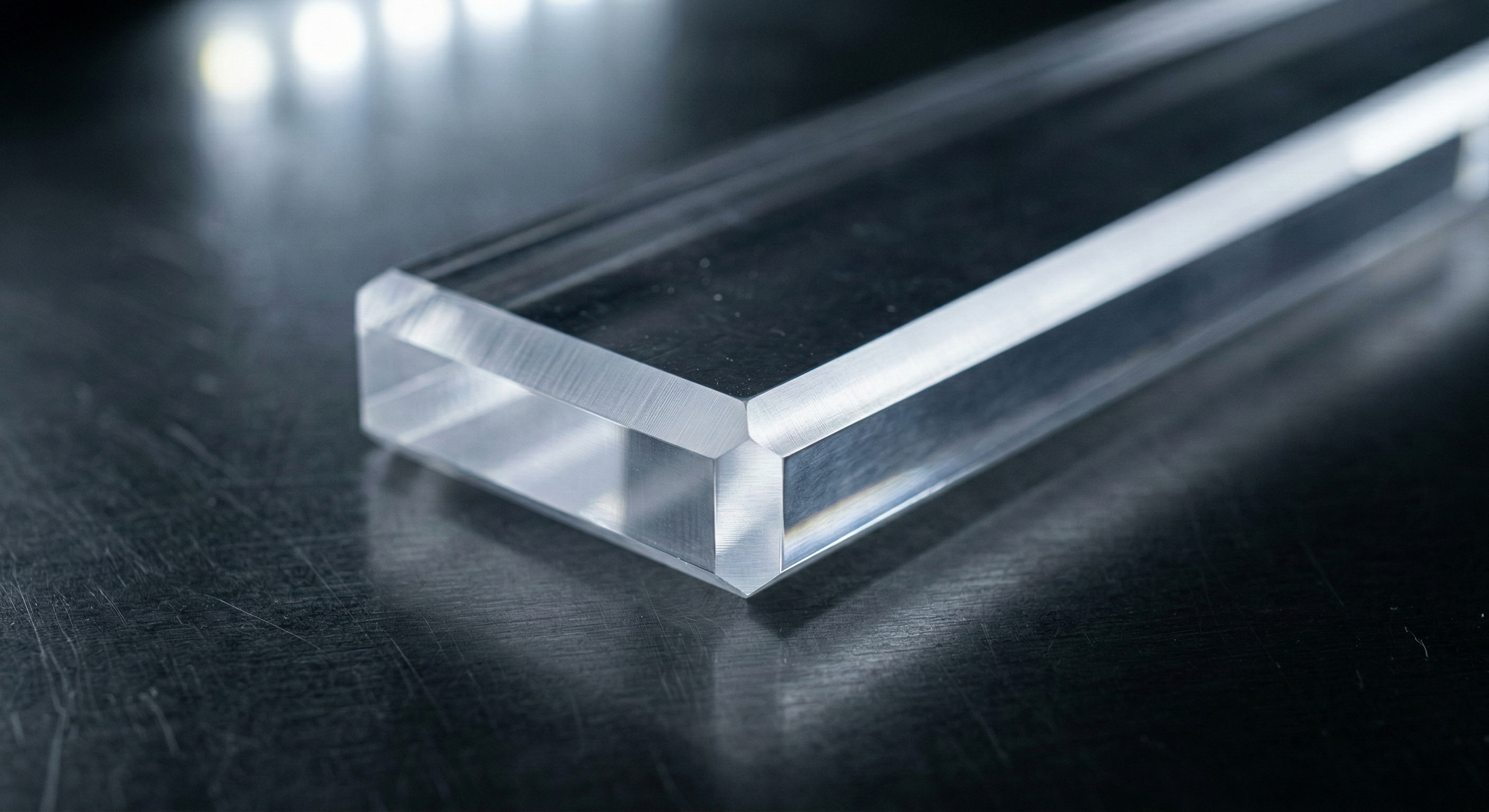
Logique physique : Seule une extrusion de haute précision garantit une concentricité absolue (épaisseur de paroi uniforme). Une épaisseur de paroi inégale crée des points de concentration de contraintes sur les zones les plus minces, entraînant une défaillance catastrophique sous impact. Pour des formes non standard telles que la « Darksaber », des filières d’extrusion profilées peuvent être utilisées afin de former, en une seule étape, des sections transversales complexes et à haute résistance.
- Moulage par injection
Pour les composants présentant des géométries complexes qui ne peuvent pas être obtenus par étirage linéaire — notamment, et surtout, l’extrémité hémisphérique de la lame

- Usinage CNC
Focus : Affinage secondaire et maîtrise des tolérances des produits semi-finis issus de l’extrusion.
Les profilés en PC extrudés sont simplement des produits semi-finis ; ils doivent subir une usinage soustractif à commande numérique par ordinateur (CNC) pour devenir des produits industriels conformes.
Logique physique : Le PC est sensible à la chaleur et présente une faible conductivité thermique, ce qui signifie qu’une coupe à grande vitesse peut provoquer une fusion localisée. Des outils de coupe spécialisés pour plastiques, utilisant des paramètres à faible vitesse et forte avance, peuvent être employés.
Traitement du profilé : Pour les lames plates, le fraisage CNC crée des bords chanfreinés afin d’éliminer les bavures acérées.
Filetage : Usinage de filetages à la base de la lame pour assurer la connexion à des interfaces Pixel spécifiques ou à l’extrémité de la lame.
- Galvanoplastie et métallisation sous vide
Objectif : Conférer au matériau PC une texture métallique ainsi que des fonctions optiques réfléchissantes.
Bien que le PC soit un isolant, certains traitements de surface spécifiques peuvent lui conférer un aspect métallique. Il s’agit d’un procédé économique tout en offrant un rendu haut de gamme, utilisé dans la fabrication d’accessoires décoratifs pour sabres laser (tels que des griffes ou des embouts).
Logique physique : Utilise généralement la métallisation sous vide (PVD). Dans un environnement sous vide, l’aluminium ou le chrome est vaporisé et déposé sur la surface en polycarbonate.
- Les produits de traitement des eaux usées
Objectif : Procédé de fabrication de lames courbes (par exemple, katanas) ou de structures irrégulières non standard.
Lors de la fabrication de lames présentant une courbure spécifique (telles que les sabres laser de style katana), le formage à froid engendrerait des contraintes internes excessives et provoquerait une rupture ; le thermoformage est donc indispensable.
Logique physique : Le matériau en polycarbonate est chauffé au-dessus de sa température de transition vitreuse (environ 147 °C), mais en dessous de son point de fusion. À cet état, les chaînes polymères peuvent glisser librement. Le matériau est soumis à une pression et plié dans un moule ; lors du refroidissement, les chaînes se verrouillent à nouveau dans leur nouvelle configuration. Ce procédé permet de fabriquer des lames courbes de type katana tout en conservant une excellente résistance aux chocs.

- Soudage chimique / collage par solvant
Objectif : Garantir la sécurité en s’assurant que la pointe de la lame ne se détachera jamais du tube.
Contrairement à l’adhésion par colle utilisée dans les jouets bas de gamme, l’assemblage des sabres laser professionnels de catégorie duel doit recourir à la soudure chimique.
Logique physique : Il est possible d’appliquer un solvant volatil (comme le dichlorométhane) sur les surfaces d’assemblage. Ce solvant dissout temporairement les chaînes polymères à la surface du polycarbonate (PC). Lorsque la pointe est insérée dans le tube, les matériaux subissent un enchevêtrement intermoléculaire. À mesure que le solvant s’évapore, les deux composants fusionnent physiquement pour former une seule pièce. La résistance de cette liaison égale celle du matériau lui-même, éliminant ainsi totalement le risque pour la sécurité lié au détachement de la pointe pendant un combat.
- Pourquoi le polycarbonate extrudé est plus résistant que le polycarbonate injecté
Conclusion : Bien que leur composition chimique soit identique, le polycarbonate de grade extrusion présente généralement un poids moléculaire plus élevé et une orientation moléculaire supérieure. Cela se traduit par des performances nettement meilleures sous les contraintes de choc élevées engendrées par les combats au sabre laser, comparé au polycarbonate injecté.
Poids moléculaire et longueur des chaînes
Les méthodes de transformation déterminent le choix des matières premières.
Le moulage par injection nécessite un matériau présentant une grande fluidité (indice de fluidité à la fusion élevé, ou MFI élevé) afin de remplir rapidement des moules complexes. Pour cela, le polycarbonate destiné au moulage par injection comporte généralement des chaînes polymères plus courtes.
L’extrusion concerne des profilés continus et utilise un matériau à faible fluidité (MFI faible). Cela signifie que le polycarbonate destiné à l’extrusion possède des chaînes polymères plus longues et un poids moléculaire plus élevé.
Logique physique : des chaînes moléculaires plus longues entraînent un enchevêtrement physique plus serré. Tout comme un tissu tricoté, plus les fils sont longs et plus la maille est serrée, plus il faut d’énergie pour le déchirer. C’est là la raison fondamentale de la résistance à l’éclatement des tubes extrudés.
Orientation moléculaire
Extrusion : Lors de l'extrusion, le polycarbonate (PC) fondu est étiré continuellement le long de l'axe du tube. Cela aligne les chaînes polymères dans le sens longitudinal. Cet alignement confère au tube une résistance « anisotrope » élevée, assurant une ténacité extrême face aux chocs latéraux (la force principale lors des combats avec sabres laser).
Moulage par injection : Le plastique s'écoule de façon turbulente dans le moule et refroidit rapidement et de manière inhomogène. Cela entraîne une orientation moléculaire aléatoire et une répartition inégale des contraintes internes, créant des points microscopiques de fragilité.
Intégrité structurelle
Unité sans soudure : Les tubes extrudés sont formés de façon continue, ce qui donne une unité structurellement intégrale.
Risques liés aux lignes de soudure : Les pièces moulées par injection comportent souvent des lignes de soudure (ou lignes de rencontre), zones où deux fronts d’écoulement se rejoignent. Ce sont les points les plus faibles de la liaison matérielle. Dans des applications à forte sollicitation, comme les sabres laser, ces lignes constituent le point de départ d’une défaillance catastrophique.

Normes d’épaisseur de paroi des lames en PC et applications
Physique de l’épaisseur de paroi
En supposant que le diamètre extérieur du tube en polycarbonate (PC) reste constant (généralement de 1 pouce), l’épaisseur de la paroi est la seule variable déterminant les performances physiques du sabre laser. Du point de vue de la mécanique des structures, l’augmentation de l’épaisseur de la paroi élève considérablement le moment d’inertie du tube. Cela implique une augmentation exponentielle de la résistance de la lame à la flexion et au flambage. Bien que le matériau PC possède naturellement une grande ténacité, si la paroi est trop fine, les points d’impact localisés ne peuvent pas dissiper efficacement une énergie cinétique élevée, ce qui risque de dépasser la limite d’élasticité du matériau et d’entraîner des déformations ou une rupture catastrophique.
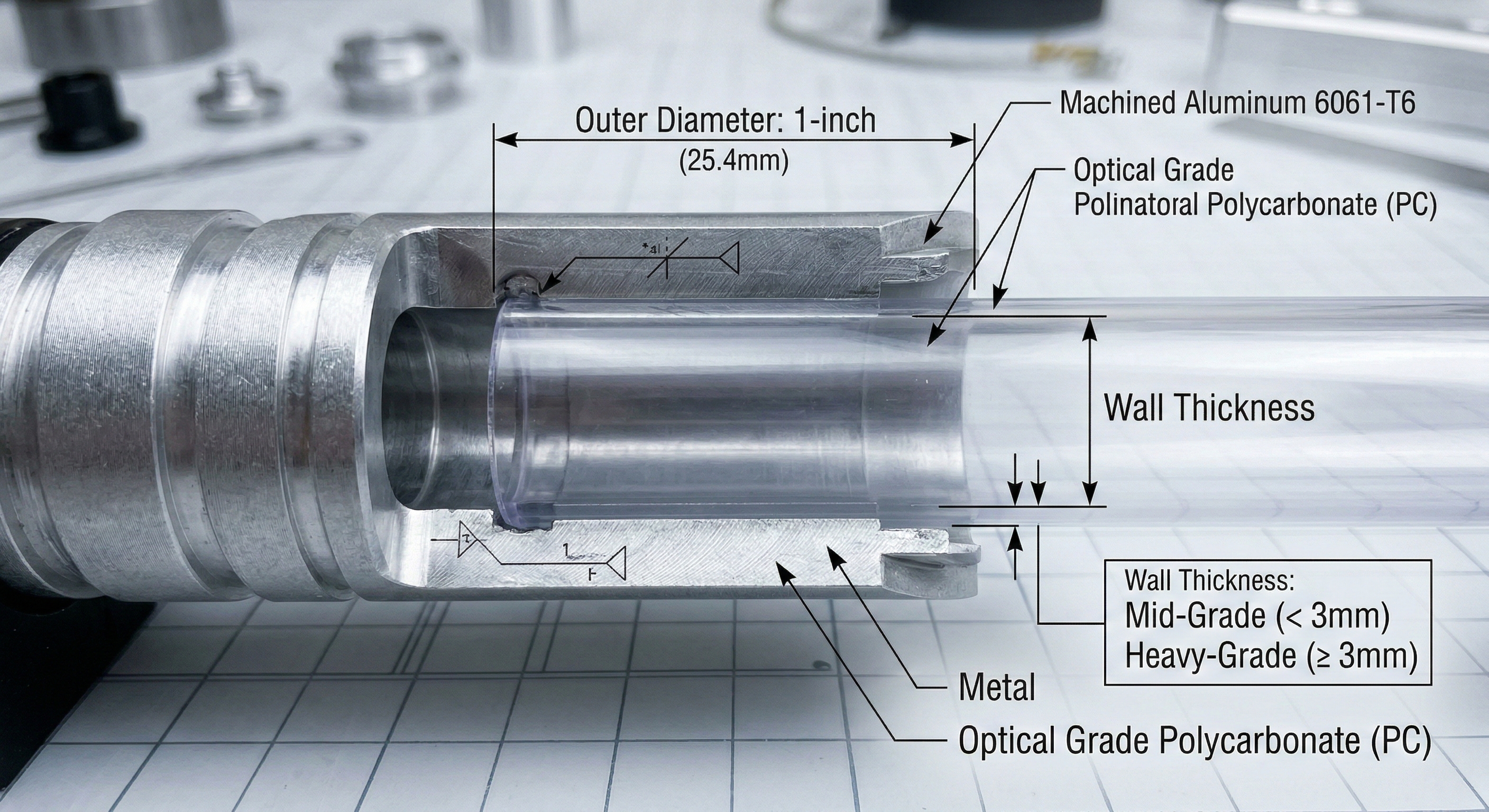
Standard / Milieu de gamme : < 3 mm
Cette catégorie désigne généralement des lames en PC dont l’épaisseur de paroi se situe entre 1,5 mm et 2 mm.
Limitations physiques : Des essais destructifs approfondis indiquent que les tubes en polycarbonate (PC) dont l’épaisseur de paroi est inférieure à 3 mm sont très sensibles à la rupture structurelle lorsqu’ils subissent un coup porté avec toute la force d’un adulte. Les parois plus fines manquent de masse pour absorber les ondes de choc instantanées générées par un impact violent.
Applications : Ces lames ne sont pas recommandées pour les duels en contact complet. Toutefois, en raison de leur poids extrêmement léger (faible moment d’inertie), elles réduisent considérablement la contrainte exercée sur le poignet de l’utilisateur. Par conséquent, les lames dont l’épaisseur de paroi est inférieure à 3 mm sont qualifiées de « grade pratique et performance », ce qui en fait le choix optimal pour les arts du flux (Flow Arts), les exercices de rotation et les présentations déguisées (Cosplay).
Grade lourd / duel : ≥ 3 mm
Cela désigne les lames en polycarbonate (PC) dont l’épaisseur de paroi est de 3 mm ou plus, couramment appelées dans le secteur « grade lourd ».
Avantages physiques : 3 mm est considéré par l'industrie comme le seuil de sécurité pour le combat au sabre laser. À cette épaisseur, le matériau en polycarbonate forme une structure de soutien en arc robuste, capable de résister à des chocs de haute intensité sans subir de déformation plastique. Les données montrent que les tubes en polycarbonate de 3 mm d'épaisseur conservent leur intégrité structurelle face à des impacts physiques à haute vitesse et à haut couple.
Applications : Il s'agit de la norme applicable à toutes les compétitions d'escrime au sabre laser, aux duels en contact total et à l'utilisation intensive de props. Seule une épaisseur de paroi de 3 mm permet à la lame de survivre dans l'environnement extrême résultant de la collision violente de deux « barres en polycarbonate », garantissant ainsi qu'elle ne se brisera ni ne se cassera, ce qui assure la sécurité de l'utilisateur.