ライトセイバー・ブレード:材質別分類
ライトセーバー複製品のブレード
ライトセイバー・ブレード:材質別分類
ブレードは、ライトセーバー・システムの物理的な核となる部分です。用途(戦闘用、展示用、訓練用)に応じて、ブレード素材は主に3種類に分類されます:ポリカーボネート、複合材料、および柔軟/安全素材。

除外対象素材に関する声明:本百科事典では、ライトセーバー製造において産業レベルの強度を実証済みの素材のみを掲載しています。市場で見られるその他の透明素材(アクリル/PMMA、標準的なPETG、ガラス、または汎用ポリスチレンなど)は対象から除外されています。これらの素材は非常に脆く、標準チャルピー衝撃試験に合格できないため、衝撃時に破砕・飛散する危険性が極めて高いからです。ユーザーの安全を最優先とする方針に基づき、この安全基準を満たさないすべての劣質素材は、本百科事典から厳格に除外されています。
ライトセーバー用ポリカーボネート(PC)ブレード技術
ポリカーボネートとは?
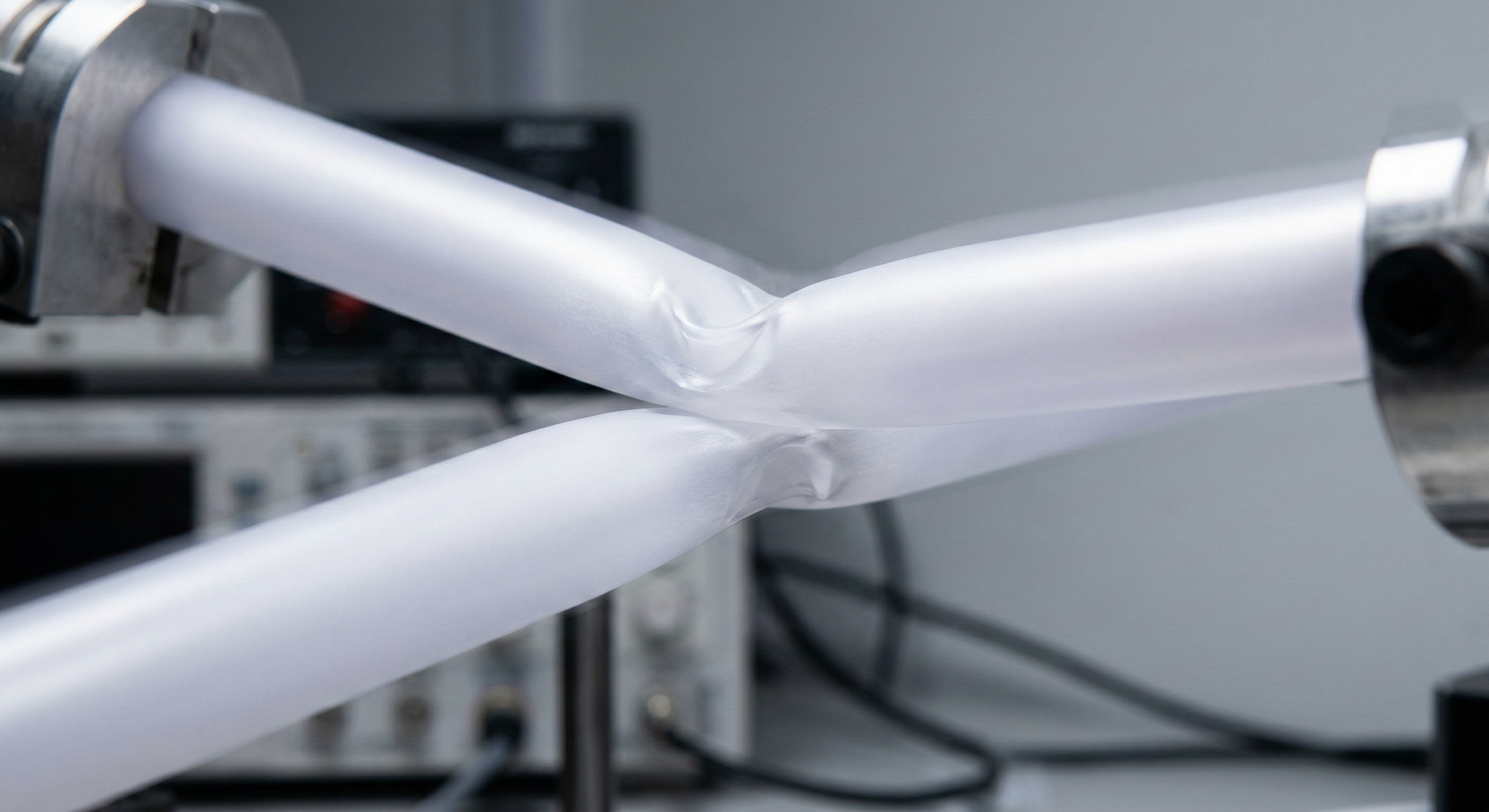
ポリカーボネート(PC)は、熱可塑性高分子に分類される高性能エンジニアリングプラスチックです。ライトセーバー製造業界では、しばしば「透明金属」と呼ばれます。物理学的な観点から見ると、PCは極めて優れた耐衝撃性(Impact Strength)を有しており、標準ガラスと比較して約250倍、アクリル(PMMA)と比較して約30倍の耐衝撃性があります。その分子構造にはカルボネート基が含まれており、これにより材料は卓越した靭性を備え、高運動エネルギーの打撃を受けても脆性破壊を起こさずにエネルギーを吸収できます。

さらに、PCは優れた光学波導体(Optical Waveguide)でもあります。高品質のPCは約90%の光透過率を実現します。これに屈折率を組み合わせることで、ハルトから放出された光子をチューブ内壁に沿って効果的に導くことが可能となり、これは「耐久性」と「発光性」の両立という観点から最適な物理的解決策となります。
PC素材の品質等級
すべてのPCチューブが「デュアルグレードブレード」として認められるわけではありません。産業用サプライチェーンにおいて、樹脂の純度および配合組成がブレードの寿命と光学的性能を決定します。
バージン材 vs. リグラインド材:最上級のブレードは、100%バージン材のみを使用して製造されなければなりません。再生材(リグラインド材)を混入させると、分子鎖の完全性が損なわれ、ブレードに応力痕(白化)が生じたり、衝撃により破断するおそれがあります。
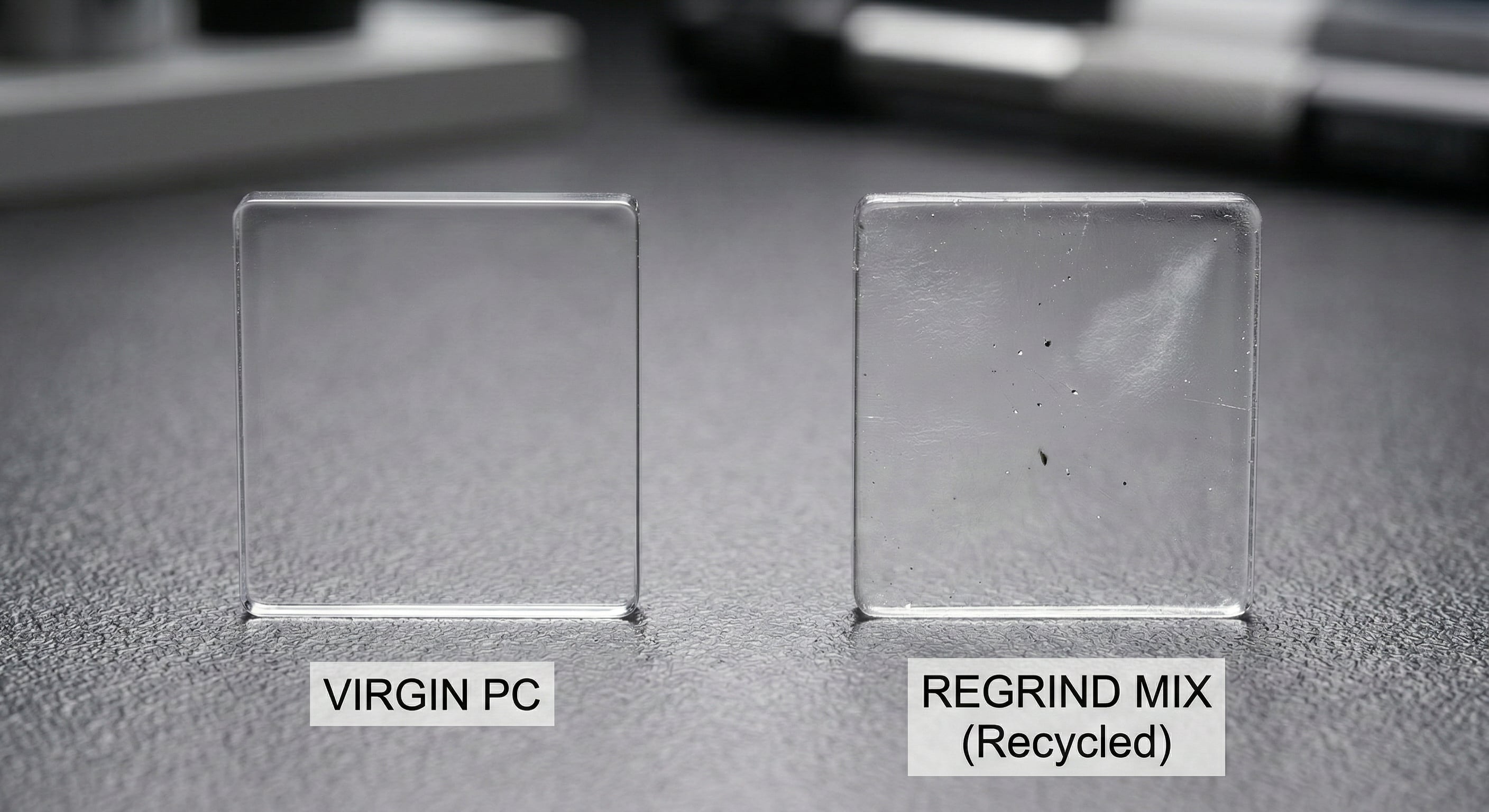
光学グレードおよびUV安定化:これは高品質ブレードと安価なプラスチックチューブを区別する最も重要な要素です。標準的なPC素材は、長期間にわたり紫外線や高出力LEDからの熱放射にさらされると、光劣化(フォトデグラデーション)を起こし、チューブが黄変して脆化します。この問題を解決するには、UV安定剤を配合した光学グレードPCのみが使用可能です。この配合は、高エネルギー光による損傷を効果的に遮断し、数年間の使用後もブレードをクリアな状態で維持します。これにより、経年劣化によって生じる安価な製品に見られる萎縮したような黄変を回避できます。

ポリカーボネート(PC)の製造工程
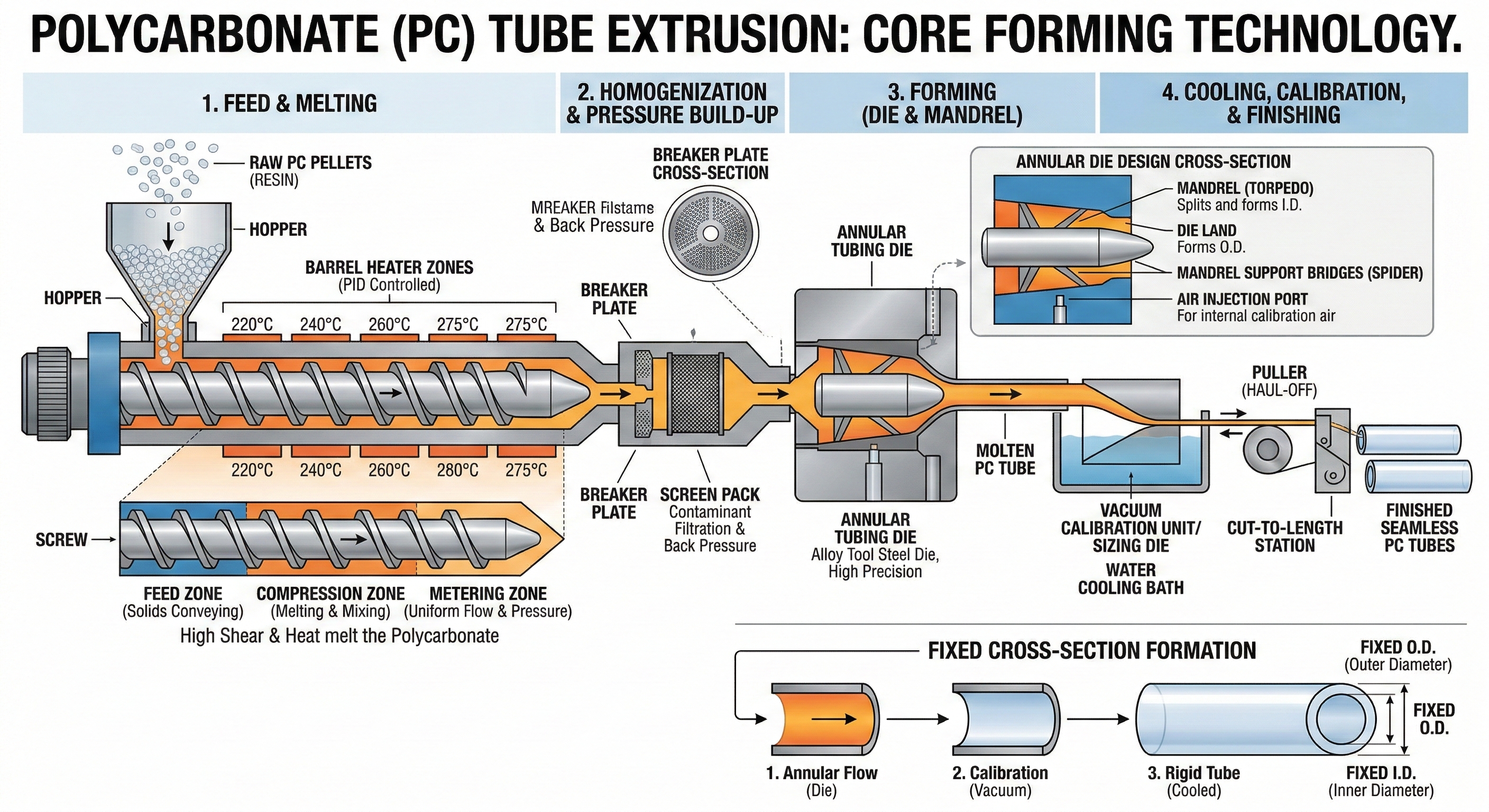
- 押出成形
焦点:円形ブレードおよび成形された高強度ブレード本体のコア成形技術。
押出成形は、ブレード本体を製造するための基本的かつ最も重要な工程です。溶融したポリカーボネートを、スクリュー式押出機を用いて高温・高圧下で特定の合金製ダイスを通して押し出すことで、断面形状が一定のチューブを連続的に製造します。
物理的原理:高精度な押出成形のみが、絶対的な同心度(壁厚の均一性)を保証します。壁厚が不均一であると、薄い側に応力集中点が生じ、衝撃時に破壊に至る可能性があります。「ダーサバー(Darksaber)」のような非標準形状の場合、プロファイル押出用ダイスを活用して、複雑かつ高強度の断面形状を単一工程で成形できます。
- インジェクション成形
線形延伸では成形できない複雑な幾何学形状を持つ部品——とりわけ半球状のブレード先端(Blade Tip)

- CNC加工
焦点:押出成形された中間製品に対する二次的な仕上げ加工および公差制御。
押出成形されたポリカーボネート(PC)は単なる半製品であり、CNC(コンピュータ数値制御)による切削加工を経てはじめて、合格した産業用製品となる。
物理的ロジック:PCは熱に敏感で熱伝導率が低いため、高速切削により局所的な溶融が生じる可能性がある。専用のプラスチック用切削工具を用い、低速・高送りの条件で加工することができる。
プロファイル処理:平刃の場合、CNCフライス加工により鋭利なバリを除去するために面取り加工を行ってエッジを整える。
ねじ切り:ブレード基部にねじ山を加工し、特定のPixelインターフェースやブレード先端と接続可能にする。
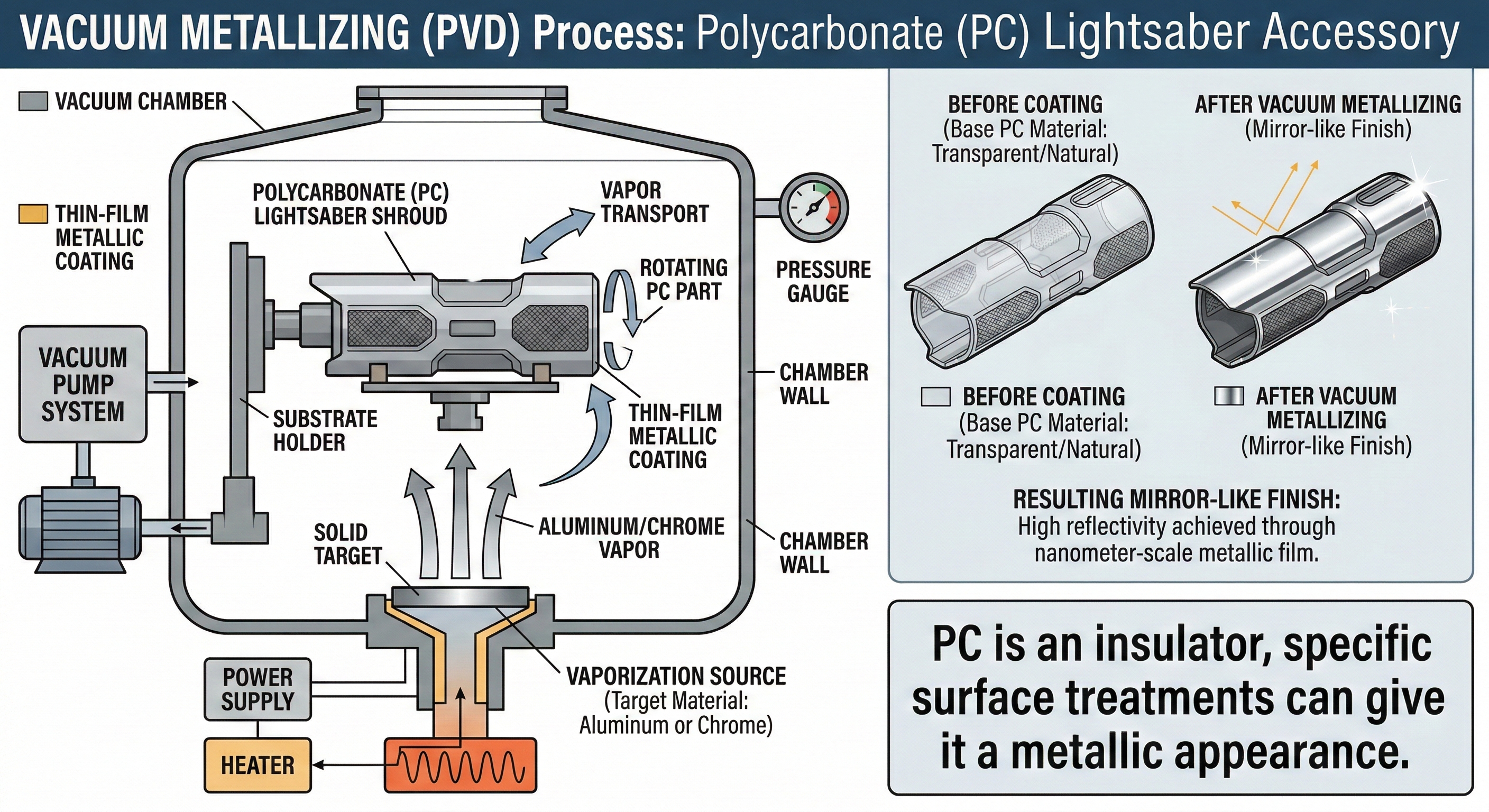
- 電気めっきおよび真空蒸着
焦点:ポリカーボネート(PC)素材に金属質の質感および光学的反射機能を付与すること。
PCは絶縁体であるが、特定の表面処理によって金属のような外観を付与することが可能である。これは、装飾用ライトセイバー用アクセサリー(例:クローまたはプラグなど)の製造において、コスト効率が高くかつ高級感のあるプロセスである。
物理的原理:通常、真空蒸着(PVD)を用いる。真空環境下でアルミニウムまたはクロムを気化させ、ポリカーボネート(PC)表面に堆積させる。
- 熱形化
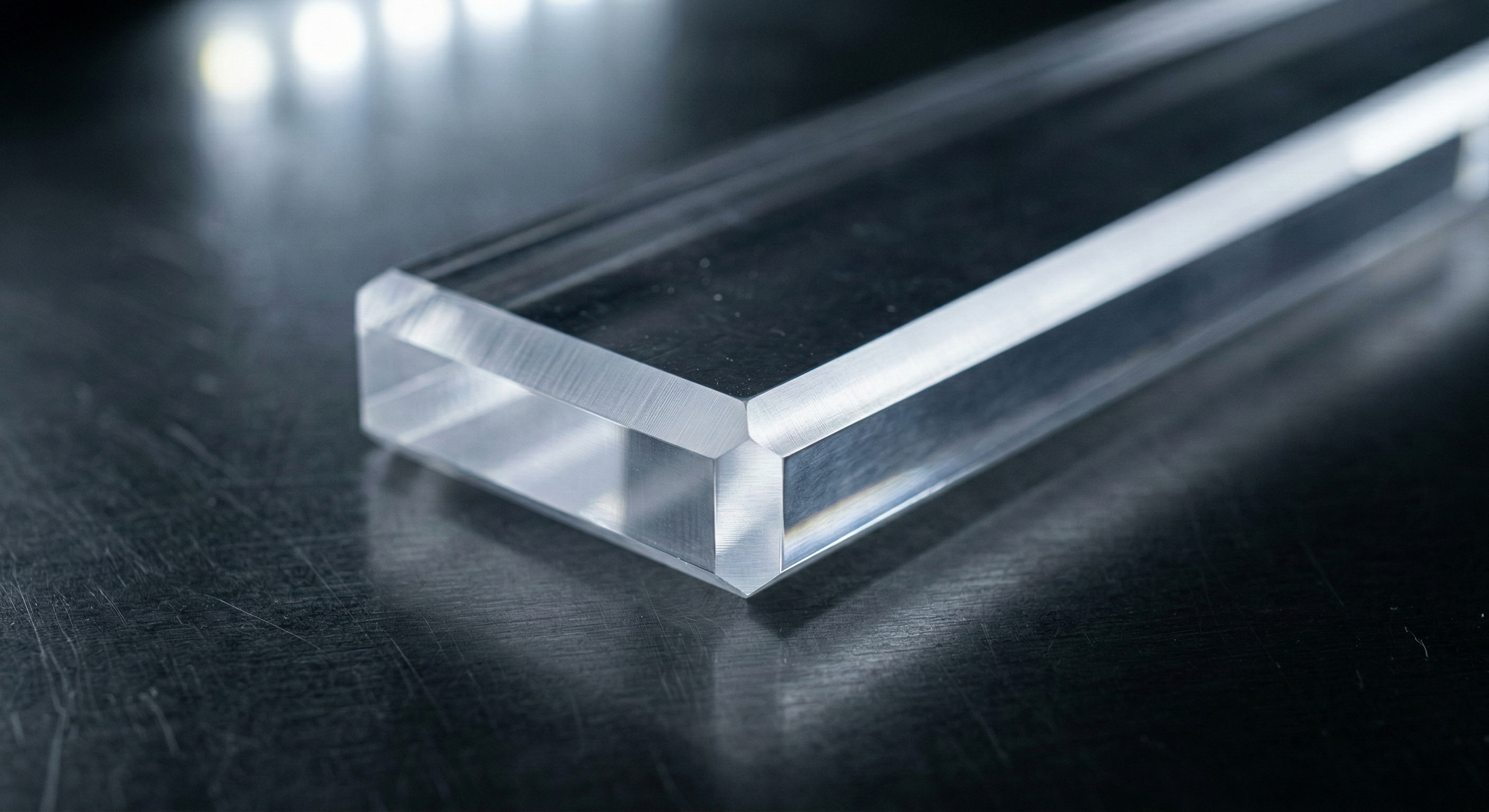
焦点:曲線状の刃(例:日本刀)や非標準的な不規則形状構造の製造プロセス。
特定の湾曲形状(例:日本刀風のライトセイバー)の刃を作成する際、冷間成形では内部応力が過大となり破損を引き起こすため、熱間成形(サーモフォーミング)が不可欠である。
物理的原理:ポリカーボネート(PC)材料をそのガラス転移温度(約147°C)以上、融点未満の温度まで加熱する。この状態では、ポリマー鎖が自由に滑動可能となる。その後、加圧され金型内で湾曲させ、冷却することでポリマー鎖が新しい形状で再び固定される。これにより、優れた耐衝撃性を維持した曲線状の日本刀風刃の製造が可能となる。

- 化学的溶着/溶剤接着
焦点:刃先部がチューブから絶対に脱落しないという安全性の保証。
低価格帯のおもちゃで用いられる接着剤による接合とは異なり、プロフェッショナルなデュエルグレード・ライトセイバーの組立には、化学的溶着(ケミカル・ウェルディング)を採用する必要があります。
物理的原理:対向する表面に揮発性溶剤(例:ジクロロメタン)を塗布します。この溶剤はポリカーボネート(PC)表面の高分子鎖を一時的に溶解させます。先端部をチューブ内に挿入すると、材料間で分子間エンタングルメント(絡み合い)が生じます。その後、溶剤が蒸発することで、2つの部品が物理的に一体となって融合します。この結合強度は素材そのものと同等であり、デュエル中に先端部が飛散するという安全上の危険性を完全に排除します。
- 押し出し成形PCが射出成形PCよりも優れた強度を示す理由
結論:化学組成は同一ですが、押し出し成形用PCは通常、より高い分子量および優れた分子配向性を有しています。このため、ライトセイバーのデュエル時に生じる高衝撃負荷に対して、射出成形PCと比較して著しく優れた性能を発揮します。
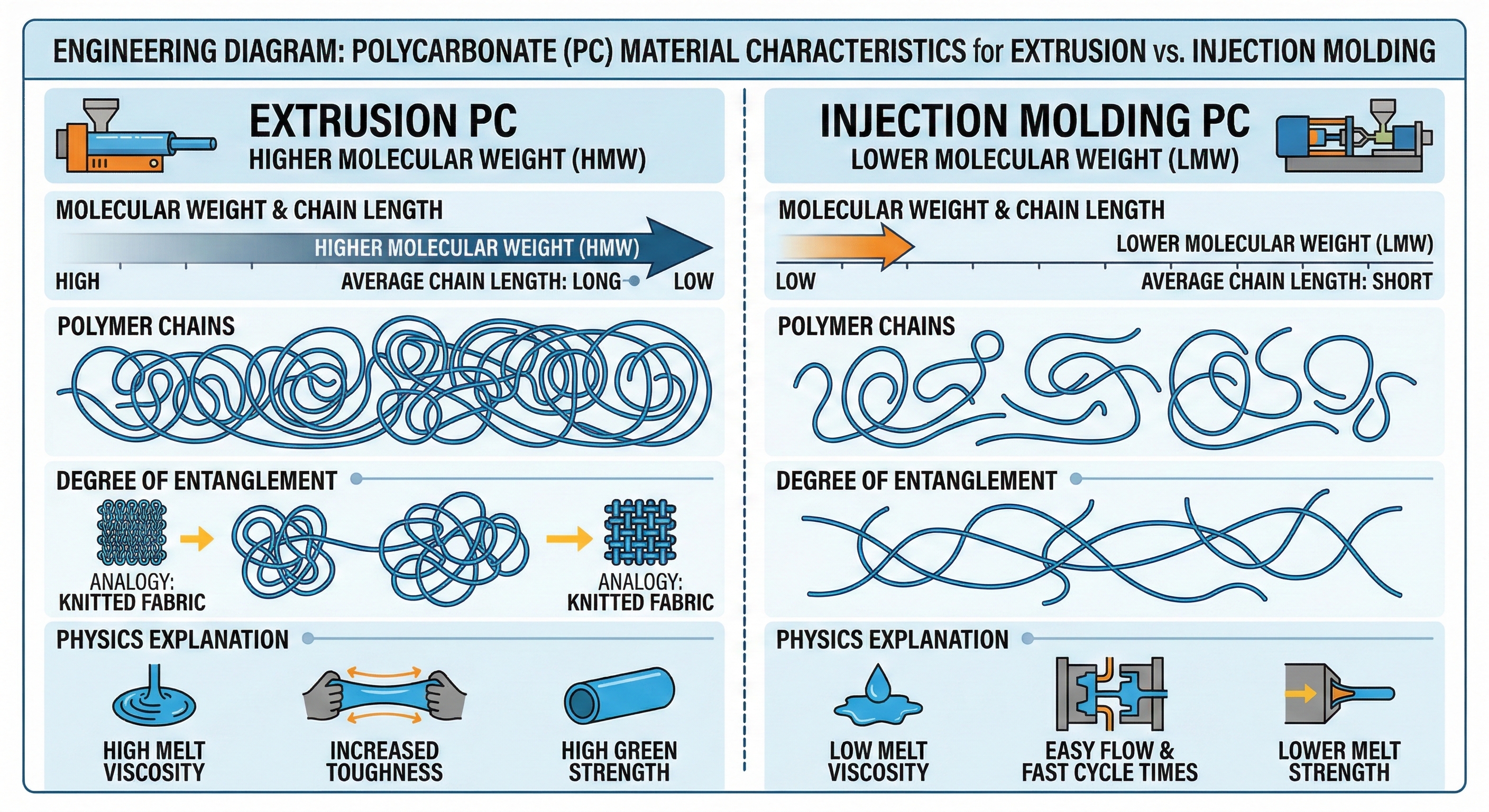
分子量および分子鎖長
加工方法が原材料の選定を決定します。
射出成形では、複雑な金型を迅速に充填するために流動性の高い(メルトフロー指数/MFIが高い)材料が必要です。これを実現するため、射出成形用ポリカーボネート(PC)は通常、比較的短いポリマー鎖から構成されます。
押出成形では、連続的な断面形状を成形するため、流動性の低い(MFIが低い)材料が使用されます。つまり、押出成形用PCはより長いポリマー鎖およびより高い分子量を有します。
物理的原理:ポリマー鎖が長くなると、物理的な絡み合いが強くなります。編地に例えるなら、糸が長く、編み目がきつくなればなるほど、それを引き裂くのに必要なエネルギーは大きくなります。これが押出成形管の耐破裂性の根本的な理由です。
分子配向
押出成形:押出成形工程では、溶融したPCがチューブの軸方向に連続的に引き伸ばされます。これにより、ポリマー鎖が軸方向に配向します。この配向によって、チューブは高い「異方性」強度を獲得し、横方向からの衝撃(ライトセーバー戦闘における主な力)に対して極めて優れた耐衝撃性を発揮します。
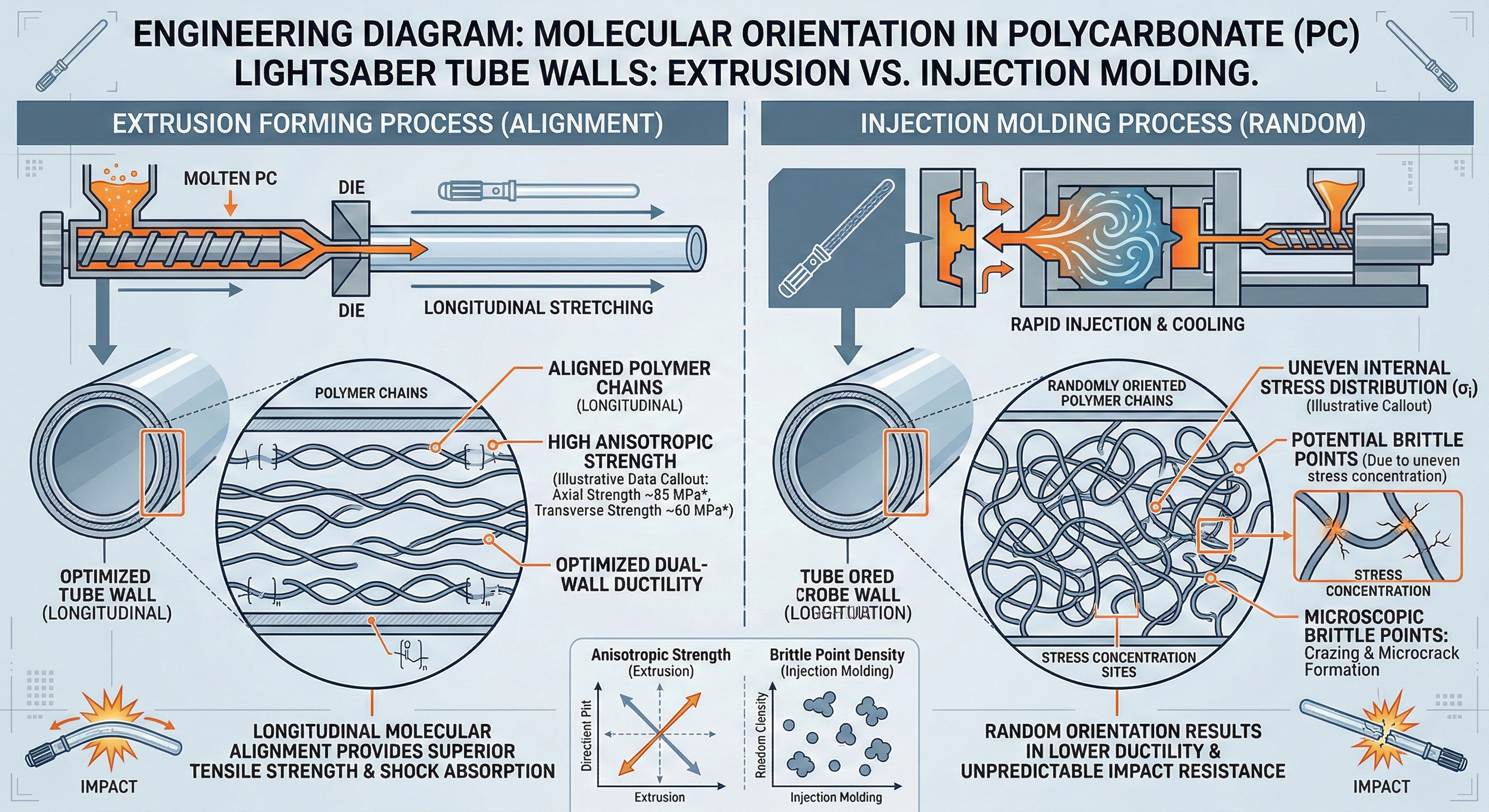
射出成形:プラスチックは金型内に乱流状態で流入し、急速かつ不均一に冷却されます。その結果、分子配向がランダムとなり、内部応力の分布も不均一になるため、微視的な脆性点が生じます。
構造的整合性
シームレス一体構造:押出成形されたチューブは連続的に成形されるため、構造的に完全に一体となった単位となります。
ウェルドラインのリスク:射出成形品には、しばしば「ウェルドライン(ニットライン)」——すなわち2つの流れ前線が合流する部分——が存在します。これは材料結合部において最も弱い箇所です。ライトセーバーのような高応力用途では、ウェルドラインが破壊の起点となり、重大な故障を招く可能性があります。

PCブレードの壁厚基準と用途
壁厚の物理学
ポリカーボネート(PC)製チューブの外径が一定(通常は1インチ)であると仮定した場合、管壁厚さ(ウォール・シックネス)がライトセイバーの物理的性能を決定する唯一の変数となります。構造力学の観点から見ると、管壁厚さを増加させることで、チューブの断面二次モーメントが著しく向上します。これは、ブレードの曲げおよび座屈に対する耐性が指数関数的に高まることを意味します。PC素材は元来高い靭性を有していますが、管壁が薄すぎると、局所的な衝撃点で高い運動エネルギーを効果的に分散できず、素材の降伏限界を超える可能性があり、結果としてへこみや破断(致命的損傷)を引き起こすことがあります。
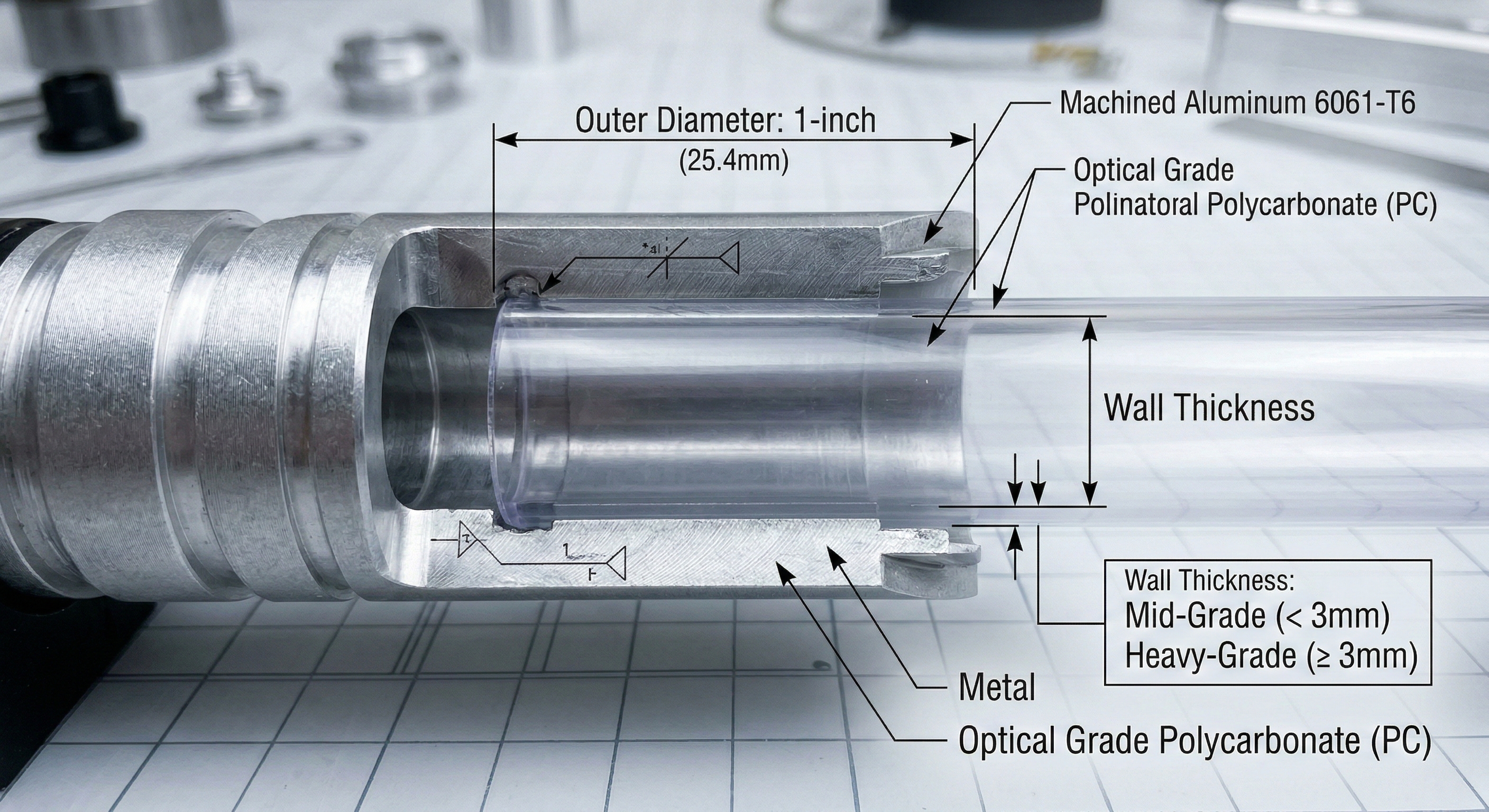
標準/中級:<3mm
このカテゴリは、通常、管壁厚さが1.5mm~2mmのPC製ブレードを指します。
物理的制限:広範な破壊試験の結果、壁厚が3mm未満のPC製チューブは、成人による全力スイングを受けると構造的に破損しやすくなることが明らかになっています。薄い壁面では、強い衝撃によって生じる瞬間的なショックウェーブを吸収するのに十分な質量が確保できません。
用途:これらのブレードはフルコンタクト・デュエルには推奨されません。ただし、極めて軽量(慣性モーメントが小さい)であるため、使用者の手首への負担を大幅に軽減します。このため、壁厚3mm未満のブレードは「練習・パフォーマンス用グレード」と定義されており、フローアーツ、回転練習、コスプレ展示などに最適な選択肢となります。
ヘビー/デュエル用グレード:≥ 3mm
これは壁厚が3mm以上のPC製ブレードを指し、業界では一般的に「ヘビーグレード」と呼ばれています。
物理的優位性:3mmは、セイバー・コンバットにおいて業界が安全閾値と見なす厚さです。この厚さにおいて、ポリカーボネート(PC)素材は頑健なアーチ型支持構造を形成し、塑性変形を起こさずに高強度の打撃に耐えることができます。データによると、3mm厚のPCチューブは、高速度・高トルクの物理的衝撃に対しても構造的完全性を維持します。
用途:これは、すべての競技用ライトセイバー剣道、フルコンタクト・デュエル、および高負荷プロップ使用における標準仕様です。管壁厚が3mmである場合にのみ、ブレードは「ポリカーボネート製バー」同士が激しく衝突するという過酷な環境に耐え、折れたり粉々になったりすることなく、ユーザーの安全性を確実に保証します。