
Integrierte / monolithische PC-Lightsaber-Klinge
Klassifizierung von Lichtschwertklingen nach geometrischer Form
Basierend auf dem ästhetischen Design und den Anwendungsszenarien (z. B. Vollkontakt-Duell, Bühnenauftritt oder Cosplay) werden Klingen in drei Hauptgeometrieformen unterteilt.
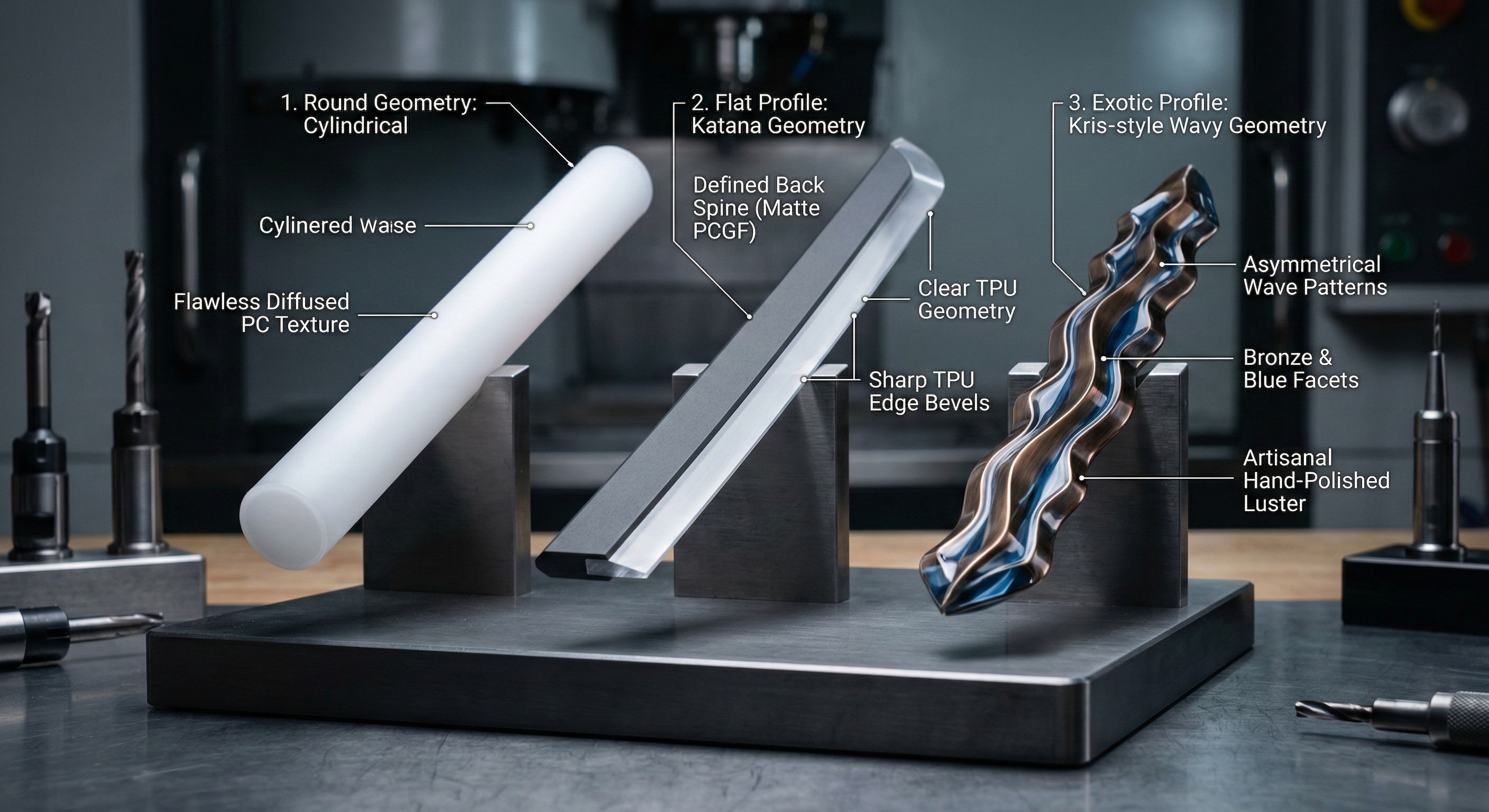
Zylindrische (runde) Klinge
Definition: Ein säulenförmiger Körper mit einem standardmäßigen kreisförmigen Ring- oder massiven kreisförmigen Querschnitt. Dies ist die gängigste Form und macht über 95 % des Marktes aus.
Physikalische Logik: Die zylindrische Struktur weist ein isotropes Trägheitsmoment auf, was bedeutet, dass ihre strukturelle Festigkeit und Widerstandsfähigkeit unabhängig vom Aufprallwinkel konstant bleibt – ideal für Kampfszenarien.
Flache (schwertförmige) Klinge
Definition: Querschnitte, die traditionelle Hieb- und Stichwaffen (z. B. japanische Katana, chinesische Tang-Schwert oder Breitschwert) mit einer flachen oder keilförmigen Struktur nachahmen.
Physikalische Logik: Typischerweise aus dickem Plattenmaterial gefräst oder mittels spezieller Profil-Extrusion hergestellt. Aufgrund der Richtungsabhängigkeit des Querschnitts unterscheidet sich die Biegesteifigkeit signifikant zwischen „Rücken“ und „Kante“.
Exotische (irreguläre) Klinge
Definition: Umfasst alle speziellen Formen mit Ausnahme der kreisförmigen und flachen Typen, darunter unter anderem wellenförmige Muster (Kris), Dreizacke, Spiralen oder irreguläre Polygone wie das „Darksaber“.
Hinweis: Dies sind überwiegend maßgefertigte, handwerkliche Produkte mit geringer Standardisierung.
Struktureller Aufbau von Lichtschwert-Klingen mit runder Form
Für die gängigen runden PC-Klingen klassifiziert die Branche diese anhand der Verbindungsmethode zwischen Rohrkörper und Spitze in die Kategorien „integriert“ und „geteilt/zusammengesetzt“.
Integrierte / monolithische PC-Lightsaber-Klinge
Physikalische Eigenschaften: Körper und Spitze bestehen aus einem einzigen Stück Material ohne physische Nähte.
1.Warum wir keine hohlen PC-Klingen mit einer Länge von 72 cm spritzgießen?
Das Problem der „Kernverschiebung“ Dies stellt das größte physikalische Hindernis bei der Fertigung dar.
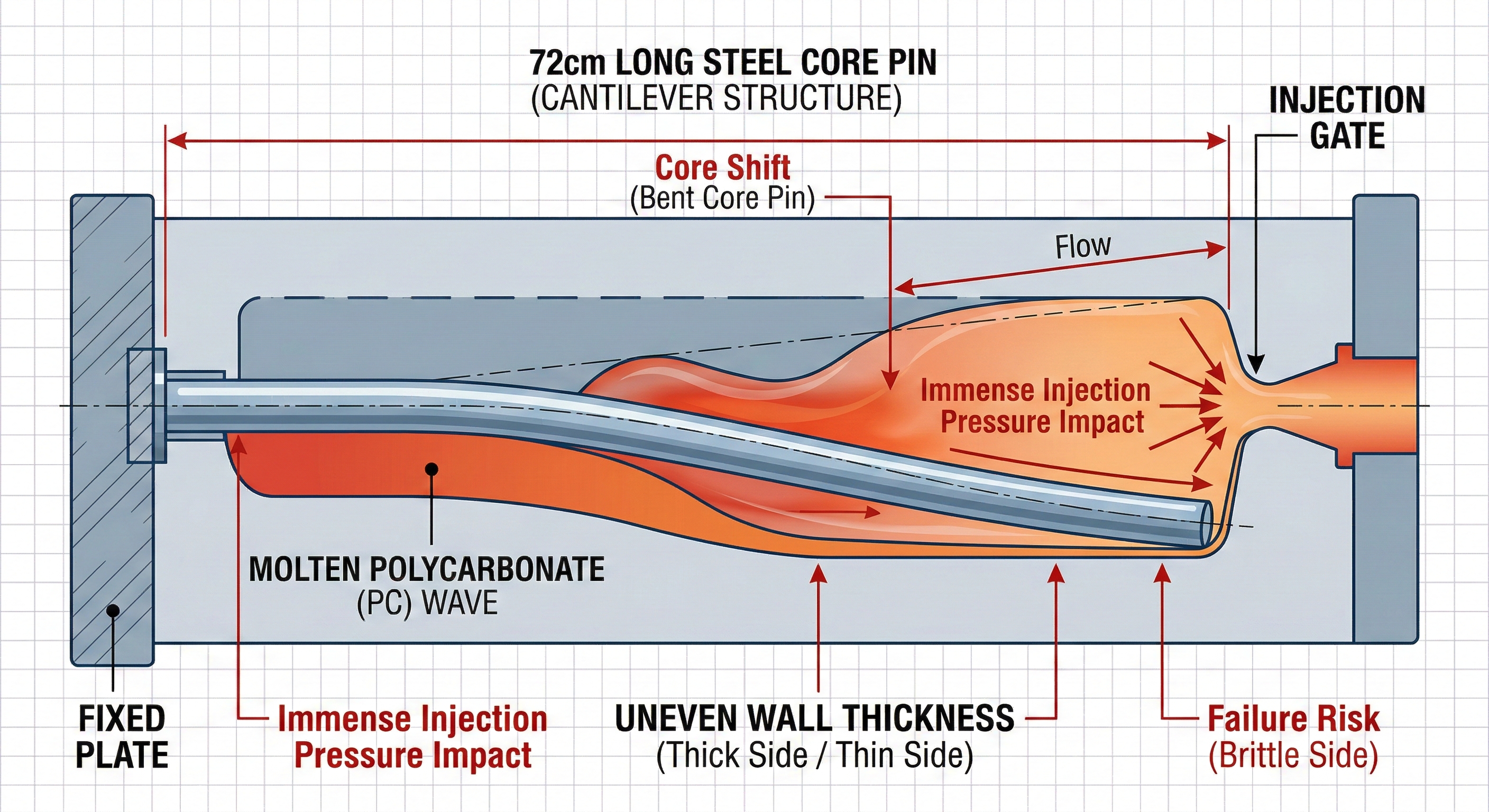
Strukturelle Logik: Um ein Hohlrohr zu formen, muss eine massive Stahlstange (Kernstift) in der Mitte der Form zentriert und festgehalten werden.
Das physikalische Dilemma: Diese Stahlstange wäre 72 cm lang (noch länger inklusive Angüsse) und hätte einen Durchmesser von nur etwa 20 mm; sie ist lediglich an einem Ende befestigt. In der Technik wird diese Konstruktion als Kragträger bezeichnet.
Einspritzdruck: Polycarbonat (PC) weist eine hohe Viskosität auf und erfordert einen sehr hohen Einspritzdruck. Wenn geschmolzener Kunststoff mit hoher Geschwindigkeit in die Form eingespritzt wird, wirkt dieser Druck wie eine Flutwelle auf die frei liegende Stahlstange.
Die Folge: Die Stange verbiegt sich zwangsläufig unter Last (Kernverschiebung). Dadurch entsteht eine ungleichmäßige Wandstärke – eine Seite wird extrem dick, die andere extrem dünn.
Das Risiko: Die dünne Seite wird so spröde wie Papier und zerbricht bereits bei geringster mechanischer Belastung.
Das Ergebnis: Die Ausschussrate in der Fertigung könnte bis zu 99 % betragen.
Entformungsneigung vs. zylindrische Ästhetik
Entformungslogik: Während das geformte Teil abkühlt, schrumpft der Kunststoff und umschließt den Kernstift fest. Um diesen 72 cm langen Stab zu entnehmen, muss der Stab mit einem Entformungswinkel ausgeführt sein, d. h., er muss konisch (kegelförmig) gestaltet werden.
Ästhetische Katastrophe: Wenn Sie versuchen, eine perfekt zylindrische Klinge herzustellen (gleicher Durchmesser von oben bis unten), beträgt der Entformungswinkel null. Der Kernstab lässt sich dann nicht mehr herausziehen, oder die Vakuumkraft („Vacuum Lock“) verursacht beim Auswerfen Risse in der Klinge.
Der Kompromiss: Wenn Sie den erforderlichen Entformungswinkel einbauen, wird die Klinge zu einem „dickbasigen, dünnspitzigen“ Kegel und verliert damit vollständig den ikonischen ästhetischen Standard einer Lichtschwertklinge – den „zylindrischen Strahl“.
Schweißnähte und optische Klarheit
Fließlänge: Selbst wenn das Spritzgießen mechanisch gelingt, ist der Fließweg zu lang (72 cm). Bis die geschmolzene Kunstmasse das entfernte Ende (die Spitze) erreicht, sinkt die Temperatur deutlich ab, wodurch eine vollständige molekulare Verschmelzung erschwert wird.
Die Folge: Sichtbare Fließmarken und Schweißnähte treten entlang des Klingenrohrs auf. Bei Beleuchtung erzeugen diese unschöne Schattenlinien und Artefakte und verhindern die reine, kristallklare Transparenz, die ein hochwertiges extrudiertes Rohr bietet.
für ein zylindrisches (null-Grad-Entformungsneigung) PC-Rohr mit einem Außendurchmesser von 1 Zoll (25,4 mm) und einer Wandstärke von 2–3 mm stellt 30 cm (300 mm) die ‚sichere Grenze‘ für die industrielle Massenfertigung dar.
Wenn eine deutliche Entformungsneigung (sichtbare Verjüngung) akzeptabel ist, kann diese Grenze geringfügig auf 40–50 cm ausgedehnt werden. Ein solches Produkt erfüllt jedoch nicht mehr die Kriterien einer Standard-Lightsaber-Klinge, sondern fällt in die Kategorie eines ‚Shoto‘ (kurzer Saber)."
2.Integrierte thermische Formgebungstechnologie
Auf dem High-End-Lightsaber-Markt, insbesondere im Bereich Heavy Dueling mit Fokus auf höchste Sicherheit und optische Perfektion, setzt die Branche eine aus der industriellen Rohrverarbeitung stammende Technik namens „sekundäre thermische Formgebung“ ein. Diese ersetzt die herkömmliche zweiteilige Verklebungsstruktur und führt zu dem, was als „monolithische Klinge“ oder „integrierte Klinge“ bezeichnet wird.
Verfahrensprinzip: Molekulare Kontinuität
Im Gegensatz zum Spritzguss oder zur Klebeverbindung nutzt dieses Verfahren die thermoplastischen Eigenschaften von Polycarbonat (PC).
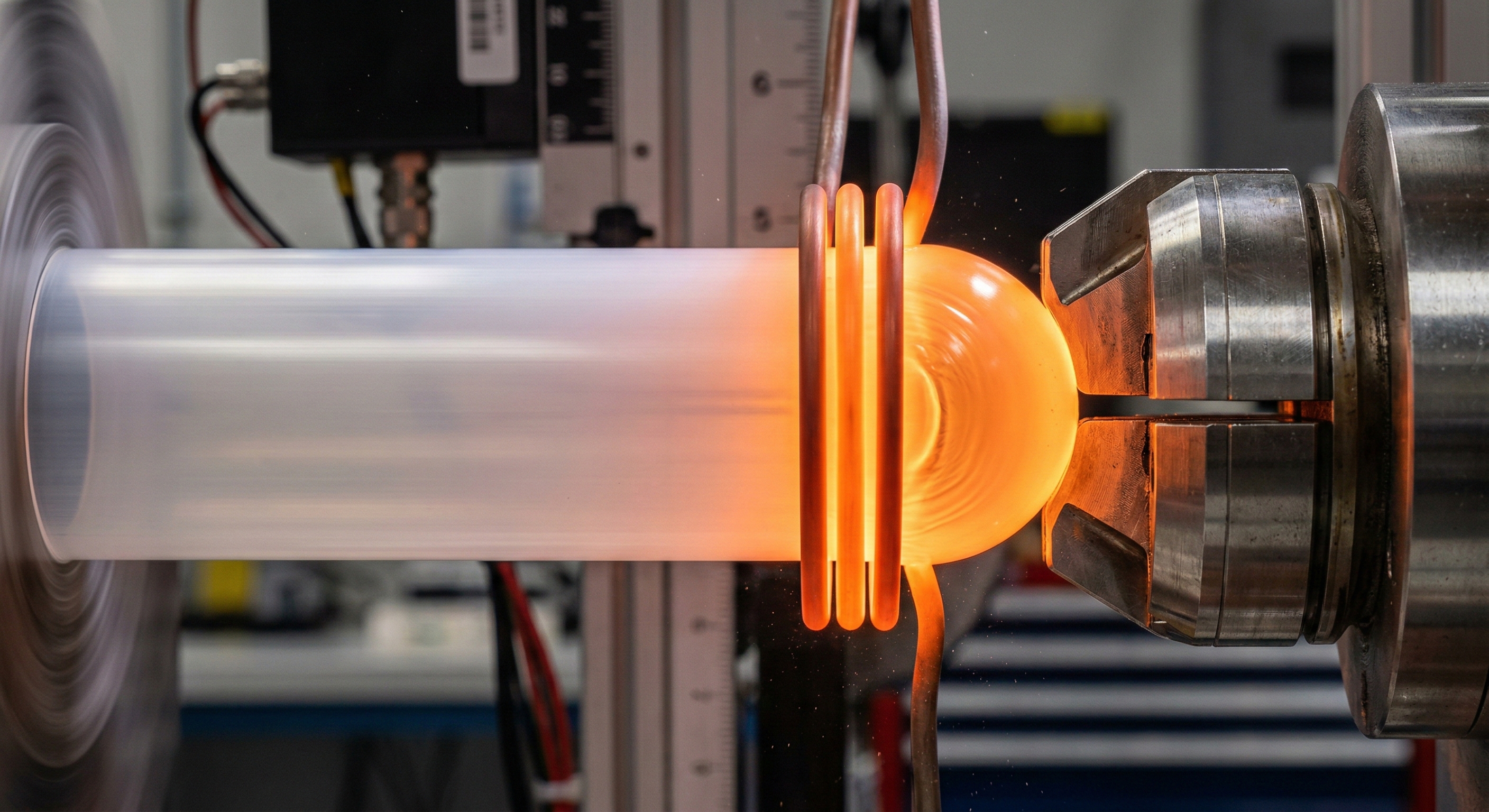
Erhitzen und Erweichen: Die Spitze eines standardmäßig extrudierten Rohrs wird in einen Hochfrequenz-Induktionsheizer oder ein Infrarotfeld eingebracht und gezielt über die Glasübergangstemperatur (Tg, ca. 147 °C) bis hin zum kritischen Punkt zwischen gummiartigem und viskosem Fließzustand erhitzt.
Drehen und Versiegeln: Mithilfe eines Hochgeschwindigkeits-Drehprozesses oder einer halbkugelförmigen Heißpressform werden die erweichten Wände nach innen gedrückt und verschmolzen, wodurch sich schließlich eine halbkugelförmige Spitze bildet.
Physikalisches Ergebnis: Bei Abkühlung behalten Körper und Spitze des Blades die molekulare Kettenkontinuität bei. Da sie aus einem einzigen Materialstück bestehen, gibt es keine physikalische Grenzfläche, wodurch strukturelle Schwächen wie „Delaminierung“ oder „Bruch“ vollständig eliminiert werden.
Materialanforderung: Die 3-mm-Schwergrad-Regel
Obwohl theoretisch jedes PC-Rohr thermisch versiegelt werden kann, erfüllen ausschließlich Rohre mit einer Wandstärke von 3 mm im Schwergrad die Sicherheitsstandards für den Einsatz in Kampfsituationen („Battle Ready“).
Dehnungs- und Ausdünnungseffekt: Während der thermischen Formgebung verändert sich bei der Umformung vom Zylinder zur Kuppel die Oberfläche, was zwangsläufig zu einer lokalen Wandverdünnung führt.
Sicherheitsschwellenberechnung:
Verwendung eines Standardrohrs mit 2 mm Wandstärke: Die Dicke der versiegelten Spitze kann auf < 1 mm absinken und erzeugt so eine fragile Hülle, die beim Aufprall zerbricht.
Verwendung eines Schwergradrohrs mit 3 mm Wandstärke: Selbst nach der Dehnung behält die Spitze eine wirksame, durchgehende Schichtdicke von 1,5 mm bis 2 mm bei. Diese Dicke ist ausreichend, um hochintensiven Stoßbelastungen beim Vollkontakt-Duell standzuhalten.
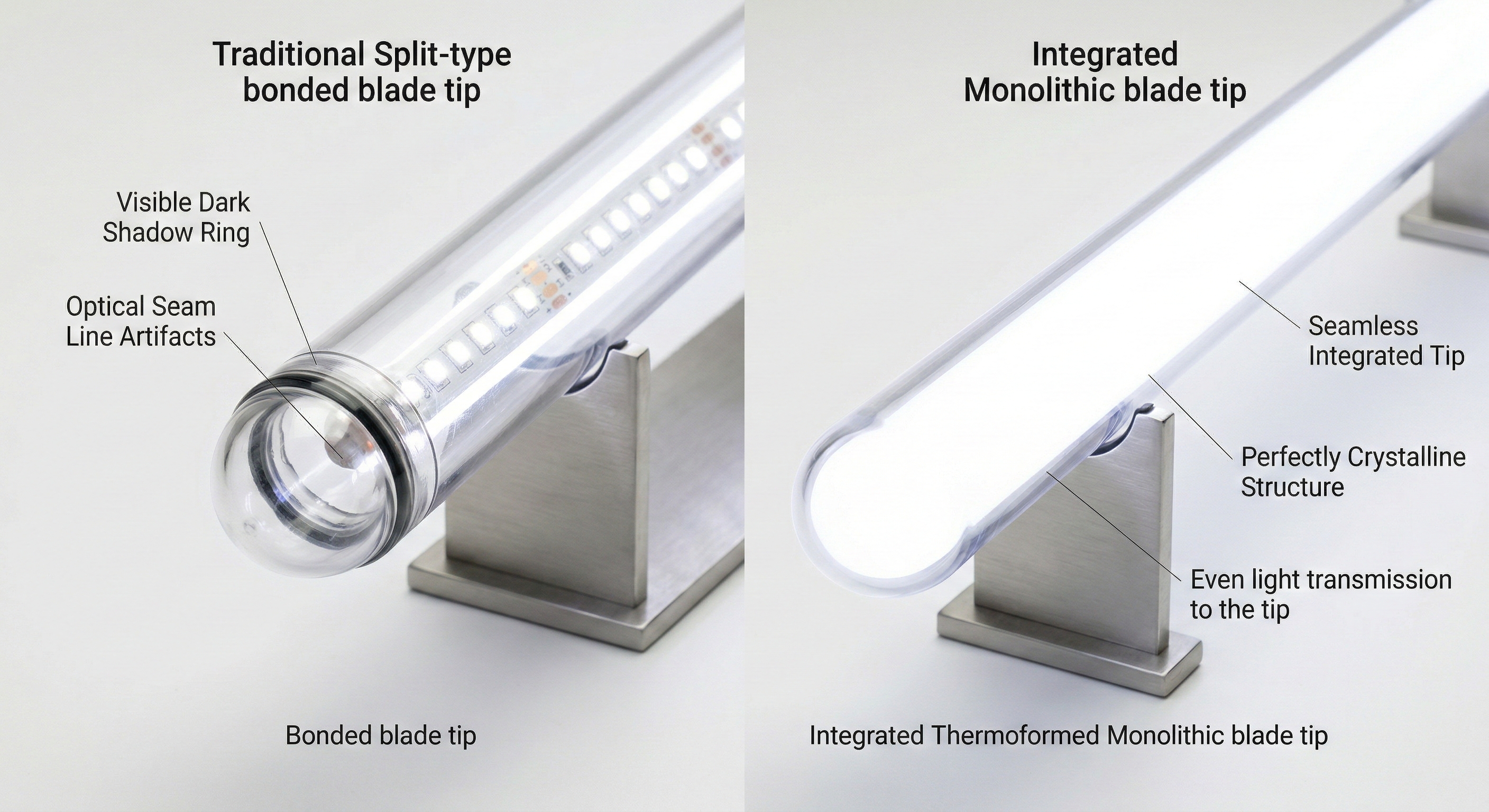
Die ultimative Form für Pixel-Blades
Dieser Prozess stellt die optimale Lösung für hochwertige Pixel- (NeoPixel-)Klingen dar.
Vorteil der Hohlsstruktur: Die thermisch geformte Spitze erzeugt natürlicherweise einen inneren Hohlraum. Dadurch kann die flexible LED-Pixel-Leiste bis zur äußersten Spitze der Klinge reichen. In Kombination mit einem internen Lichtstreu-Schaumstoff wird eine echte „Gesamtklingen-Beleuchtung“ erreicht.
Beseitigung des Schattenrings: Herkömmliche zweiteilige Klingen weisen an der Verbindungsstelle oft einen sichtbaren schwarzen Schattenring auf, verursacht durch die Brechungsindex-Unstimmigkeit des Klebstoffs oder durch physikalische Überlappung. Der integrierte Fertigungsprozess eliminiert die physische Naht und ermöglicht so eine ungehinderte Lichtübertragung für einen nahtlosen visuellen Effekt.
Die integrierte, thermoformierte Klinge (3-mm-Version) stellt den Höhepunkt der mechanischen Festigkeit in der aktuellen Lichtschwertfertigung dar. Durch die Inkaufnahme einer minimalen Einbuße an optischer Klarheit (leichte Fließspuren an der Spitze) wird absolute Sicherheit durch ein Null-Risiko für Ablösung und das vollständige ästhetische Konzept einer nahtlosen Lichtleitung erzielt – weshalb diese Konfiguration bei schweren Duellanten bevorzugt wird.