
Integrated / Monolithic PC Lightsaber Blade
Lightsaber Blade Classification by Geometric Shape
Based on aesthetic design and application scenarios (e.g., full-contact dueling, stage performance, or cosplay), blades are categorized into three main geometric types.
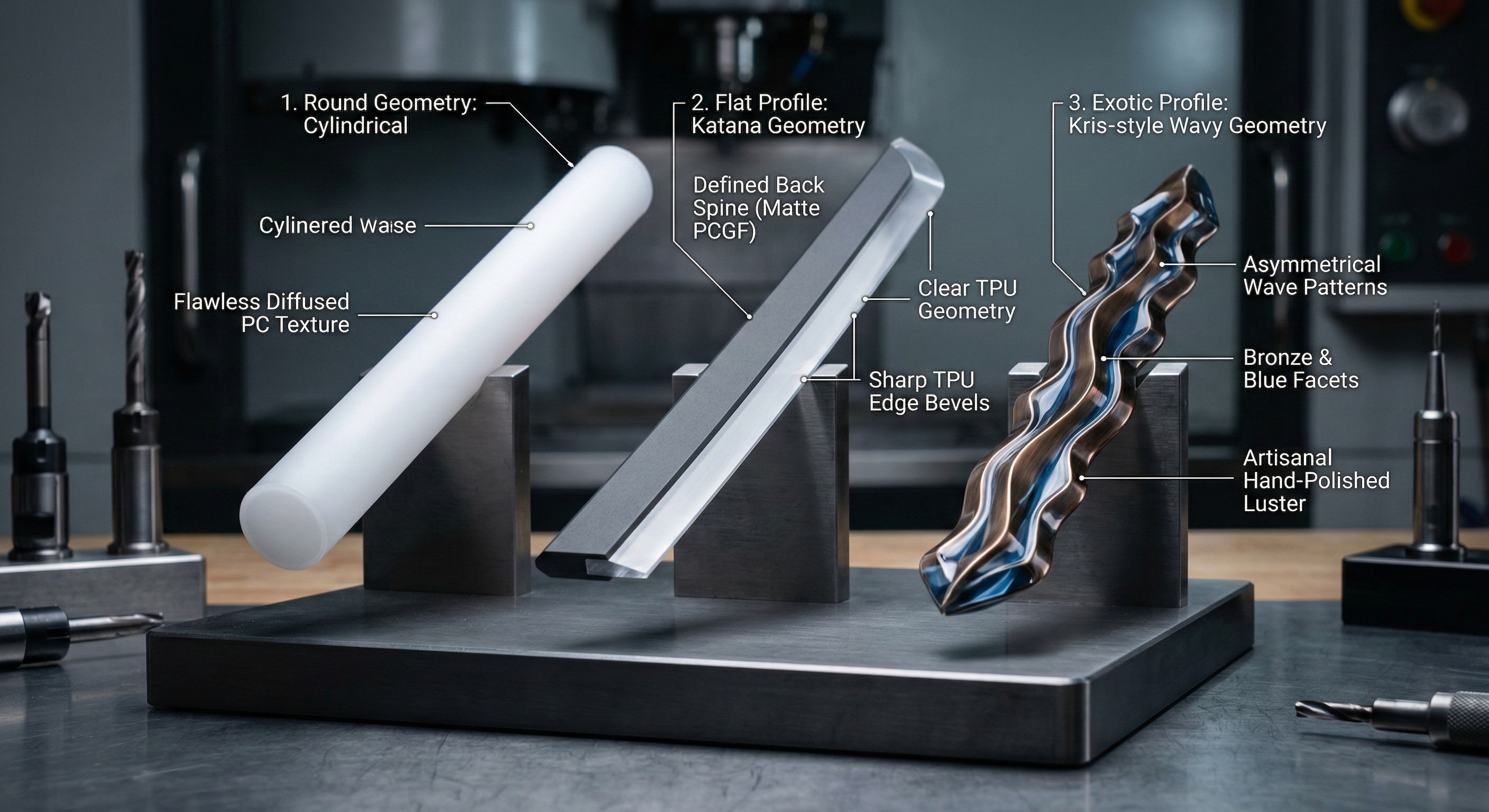
Cylindrical (Round) Blade
Definition: A columnar body with a standard circular ring or solid circular cross-section. This is the mainstream form, accounting for over 95% of the market.
Physical Logic: The cylindrical structure possesses an isotropic Moment of Inertia, meaning its structural strength and resilience remain consistent regardless of the angle of impact, making it ideal for combat.
Flat (Sword-Profile) Blade
Definition: Cross-sections designed to mimic traditional cold weapons (e.g., Japanese Katana, Tang Sword, or Broadsword) with a flat or wedge-shaped structure.
Physical Logic: Typically machined from thick plates or produced via specialized profile extrusion. Due to the directional nature of the cross-section, the flexural rigidity differs significantly between the "spine" and the "edge."
Exotic (Irregular) Blade
Definition: Covers all specialized shapes excluding circular and flat types, including but not limited to wavy patterns (Kris), tridents, spirals, or irregular polygons like the "Darksaber."
Note: These are mostly custom artisanal products with low standardization.
Structural Construction of Lightsaber Round Blades
For the mainstream round PC blades, the industry classifies them into "Integrated" and "Split/Assembled" categories based on the connection method between the tube body and the tip.
Integrated / Monolithic PC Lightsaber Blade
Physical Properties: The body and tip are the same piece of material with no physical seams.
1.Why We Do Not Injection Mold 72cm Hollow PC Blades?
The "Core Shift" Problem This is the single biggest physical obstacle in manufacturing.
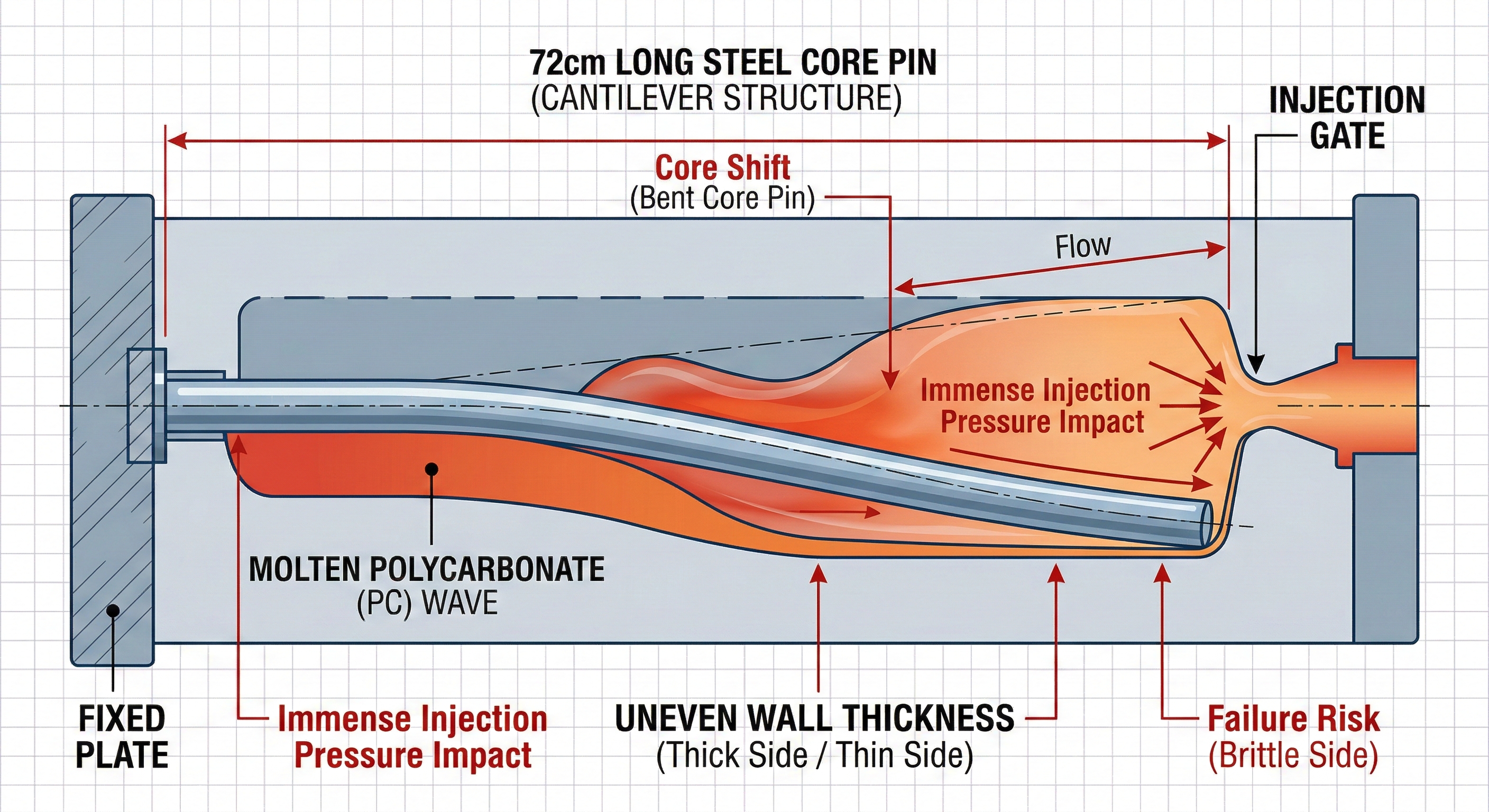
Structural Logic: To mold a hollow tube, there must be a solid steel rod (Core Pin) suspended in the center of the mold.
The Physical Dilemma: This steel rod would be 72cm long (even longer including runners) but only about 20mm in diameter, fixed at only one end. In engineering, this is known as a Cantilever Beam Structure.
Injection Pressure: Polycarbonate (PC) has high viscosity and requires immense injection pressure. When molten plastic shoots into the mold at high speed, this pressure impacts the suspended steel rod like a tidal wave.
The Consequence: The rod will inevitably bend under pressure (Core Shift). This results in uneven wall thickness—one side becomes extremely thick, while the other becomes extremely thin.
The Risk: The thin side becomes as brittle as paper and will shatter upon the slightest impact.
The Result: The manufacturing reject rate could be as high as 99%.
Draft Angle vs. Cylindrical Aesthetics
Demolding Logic: As the molded part cools, the plastic shrinks and grips the core pin tightly. To extract this 72cm long rod, the rod must be designed with a Draft Angle, meaning it must be tapered (cone-shaped).
Aesthetic Disaster: If you attempt to make a perfectly cylindrical blade (uniform diameter from top to bottom), there is zero draft angle. The core rod will be impossible to pull out, or the vacuum force (Vacuum Lock) will crack the blade during extraction.
The Compromise: If you add the necessary draft angle, the blade becomes a "thick-base, thin-tip" cone, completely losing the iconic "cylindrical beam" aesthetic standard of a lightsaber.
Weld Lines & Optical Clarity
Flow Length: Even if the molding succeeds mechanically, the flow path is too long (72cm). By the time the molten plastic reaches the far end (the tip), the temperature drops significantly, making perfect molecular fusion difficult.
The Consequence: Visible Flow Marks and Weld Lines will appear along the blade body. When illuminated, these create ugly shadow lines and artifacts, failing to achieve the pure, crystal-clear transparency that a high-quality extruded tube provides.
"For a cylindrical (zero-draft) PC tube featuring a 1-inch (25.4mm) Outer Diameter and a 2-3mm wall thickness, 30cm (300mm) represents the 'Safe Limit' for industrial mass production.
If a significant draft angle (visible tapering) is acceptable, this limit can be marginally pushed to 40-50cm. However, such a product no longer qualifies as a standard lightsaber blade; instead, it falls into the category of a 'Shoto' (short saber)."
2.Integrated Thermal Forming Technology
In the high-end lightsaber market, particularly in the Heavy Dueling sector, aiming for ultimate safety and optical perfection, the industry employs a "Secondary Thermal Forming" technique derived from industrial pipe processing. This replaces the traditional split-type bonding structure, resulting in what is known as the "Monolithic Blade" or "Integrated Blade."
Process Principle: Molecular Continuity
Distinct from injection molding or adhesive bonding, this process leverages the thermoplastic properties of Polycarbonate (PC).
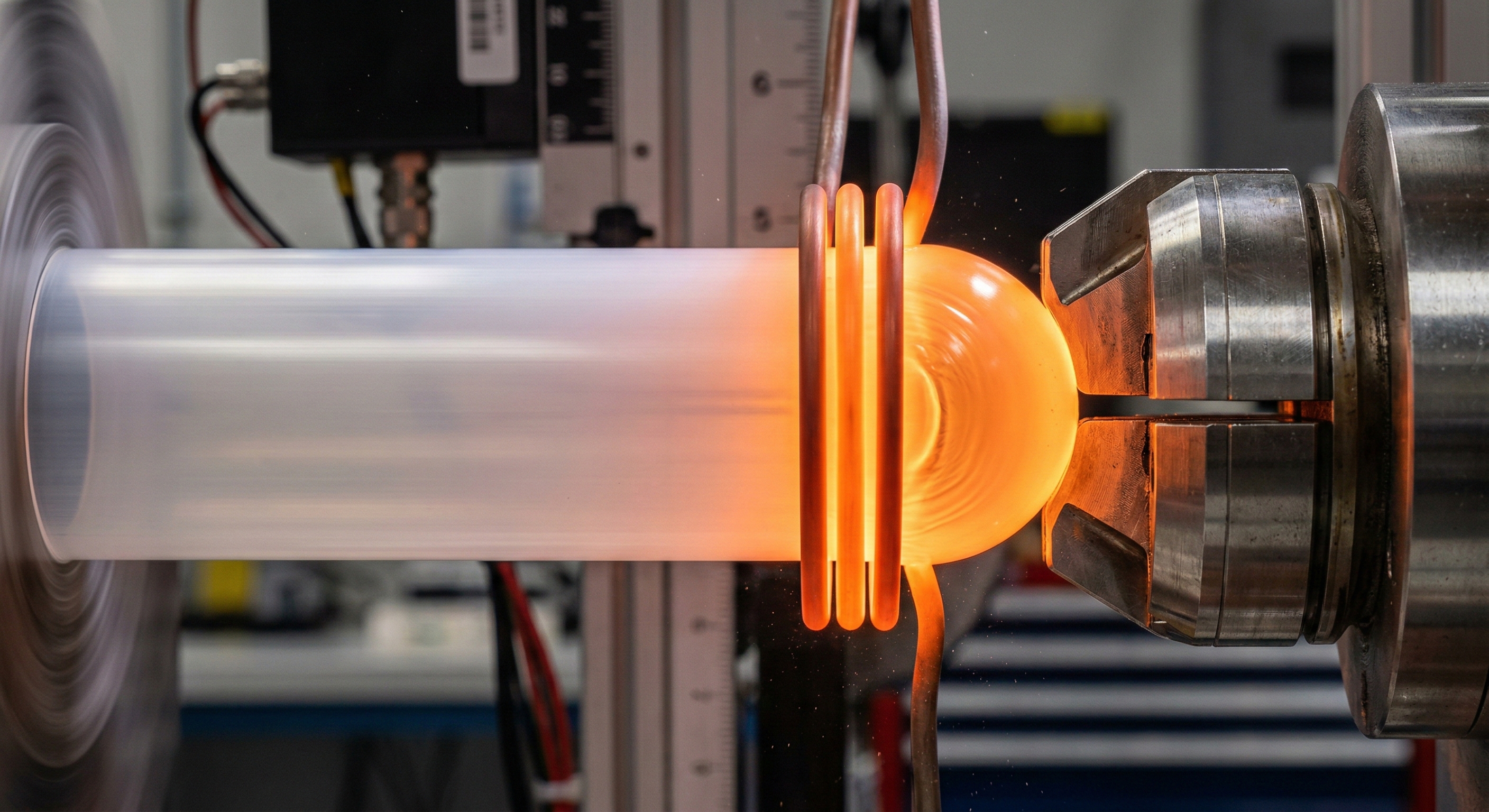
Heating & Softening: The tip of a standard extruded tube is placed in a high-frequency induction heater or infrared field, precisely heated above its Glass Transition Temperature (Tg, ~147°C) to the critical point between rubbery and viscous flow states.
Spinning & Sealing: Using a high-speed Spinning Process or hemispherical hot-press mold, the softened walls are forced to flow inward and fuse, ultimately closing to form a hemispherical tip.
Physical Result: Upon cooling, the blade body and tip maintain Molecular Chain Continuity. As they are the same piece of material, there is no physical interface, completely eliminating structural weaknesses such as "delamination" or "breakage."
Material Requirement: The 3mm Heavy Grade Rule
While theoretically any PC tube can be thermally sealed, only 3mm wall thickness Heavy Grade tubes meet the "Battle Ready" safety standards.
Stretching & Thinning Effect: During thermal forming, as the material shrinks from a cylinder to a dome, the surface area changes, inevitably leading to localized Wall Thinning.
Safety Threshold Calculation:
Using a 2mm Standard tube: The sealed tip thickness may drop to <1mm, creating a fragile shell that shatters upon impact.
Using a 3mm Heavy tube: Even after stretching, the tip retains an effective solid layer of 1.5mm - 2mm. This thickness is sufficient to withstand high-intensity Thrusting Impacts in full-contact dueling.
The Ultimate Form for Pixel Blades
This process represents the optimal solution for high-end Pixel (Neopixel) blades.
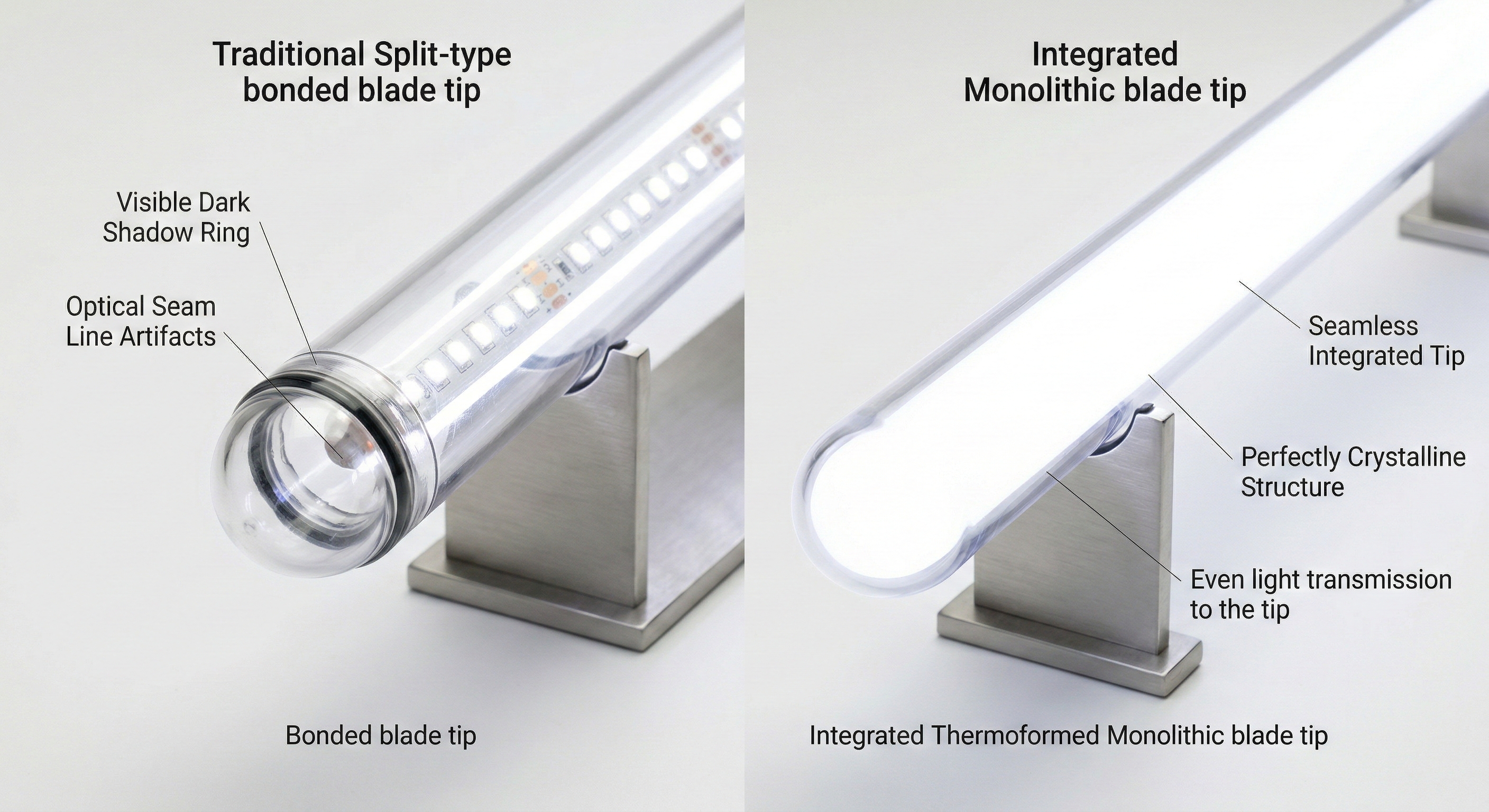
Hollow Structure Advantage: The thermally formed tip naturally creates an internal Hollow Cavity. This allows the flexible LED pixel strip to extend to the very top of the blade. Combined with internal light-diffusion foam, it achieves true "Full-Blade Illumination."
Eliminating the Shadow Ring: Traditional split-type blades often exhibit a visible Black Shadow Ring at the connection point due to the refractive index mismatch of glue or physical overlap. The integrated process eliminates the physical seam, allowing unobstructed light transmission for a seamless visual effect.
The Integrated Thermoformed Blade (3mm Version) represents the pinnacle of physical strength in current lightsaber manufacturing. By sacrificing a minimal amount of optical clarity (minor flow marks at the tip), it trades for the absolute safety of Zero Detachment Risk and the complete aesthetic of Seamless Light Conduction, making it the preferred configuration for heavy duelists.