
Zintegrowana / monolityczna oświetlona głownia miecza świetlnego z PC
Klasyfikacja głowni miecza świetlnego według kształtu geometrycznego
W oparciu o estetyczny projekt i scenariusze zastosowania (np. pełne starcia walki, występy sceniczne lub cosplay), głownie dzielone są na trzy główne typy geometryczne.
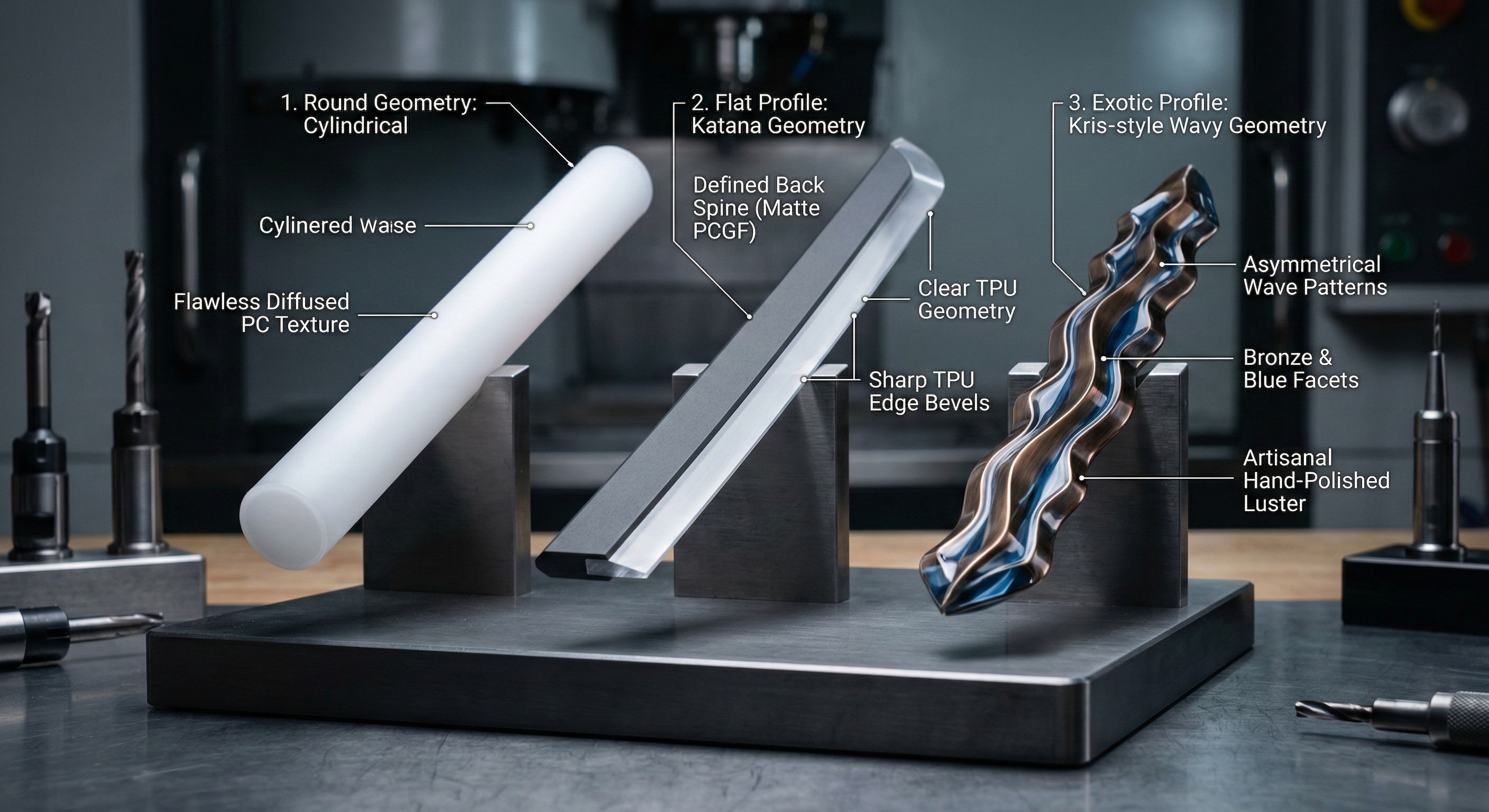
Głownia walcowa (okrągła)
Definicja: Cylindryczne ciało o standardowym przekroju kołowym lub pełnym okrągłym przekroju. Jest to dominująca forma, stanowiąca ponad 95% rynku.
Logika fizyczna: Cylindryczna struktura posiada izotropowy moment bezwładności, co oznacza, że jej wytrzymałość i odporność pozostają stałe niezależnie od kąta uderzenia, czyniąc ją idealną do walki.
Płaska (o profilu miecza) ostrza
Definicja: Przekroje zaprojektowane tak, aby naśladować tradycyjne zimne bronie (np. japoński katana, miecz tangowski lub szeroki miecz), z płaską lub klinowatą strukturą.
Logika fizyczna: Zazwyczaj wykonane z grubyh płyt lub wytwarzane metodą specjalnej ekstruzji profili. Ze względu na kierunkowy charakter przekroju sztywność zginania znacznie różni się między „grzbietem” a „krawędzią”.
Egzotyczne (nieregularne) ostrza
Definicja: Obejmuje wszystkie kształty specjalne, z wyłączeniem okrągłych i płaskich, w tym – ale nie tylko – wzory faliste (kris), trójzęby, spirale lub nieregularne wielokąty, takie jak „Darksaber”.
Uwaga: Są to zazwyczaj niestandardowe, rzemieślnicze produkty o niskim stopniu standaryzacji.
Konstrukcja strukturalna okrągłych ostrzy świetlnych
W przypadku popularnych okrągłych łopatek z poliwęglanu (PC) przemysł klasyfikuje je na podstawie sposobu połączenia korpusu rury z końcówką jako „całostanne” i „rozbieralne/zbierane”.
Zintegrowana / monolityczna oświetlona głownia miecza świetlnego z PC
Właściwości fizyczne: Korpus i końcówka stanowią jedną, nierozdzielalną część wykonaną z tego samego materiału, bez widocznych szwów fizycznych.
1.Dlaczego nie stosujemy wtrysku do produkcji pustych łopatek z poliwęglanu (PC) o długości 72 cm?
Problem przesunięcia rdzenia Jest to największy fizyczny problem występujący w procesie produkcji.
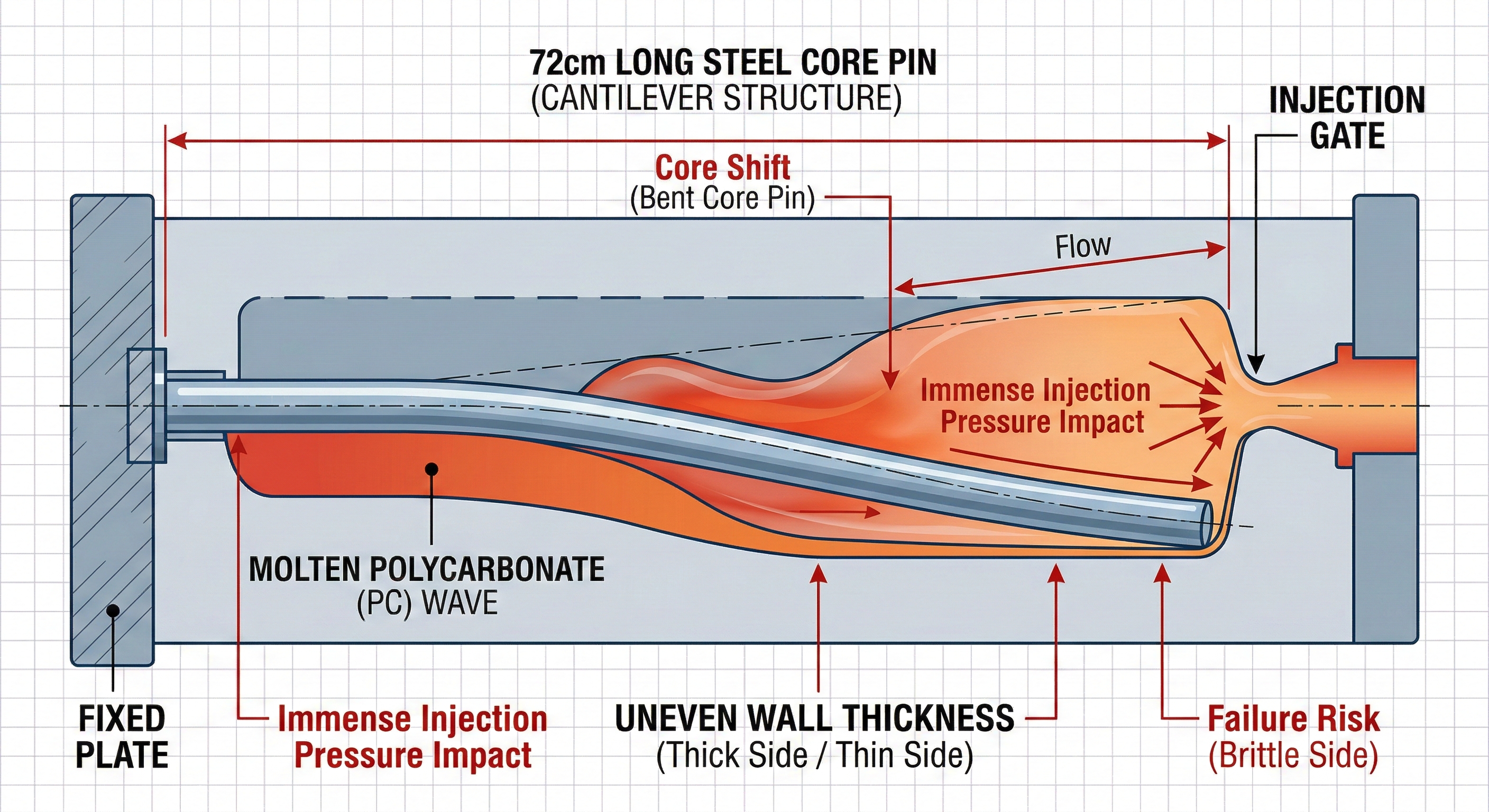
Logika konstrukcyjna: Aby wytworzyć pustą rurę metodą wtrysku, w środku formy musi znajdować się stalowy pręt (rdzeń formy), który jest stały.
Dylemat fizyczny: Ten stalowy pręt miałby długość 72 cm (a nawet dłuższy, wliczając kanały dopływowe), przy średnicy wynoszącej zaledwie około 20 mm i byłby zamocowany jedynie z jednej strony. W inżynierii taką konstrukcję określa się mianem belki wspornikowej.
Ciśnienie wtrysku: Poliwęglan (PC) charakteryzuje się wysoką lepkością i wymaga bardzo dużego ciśnienia wtrysku. Gdy roztopiony tworzywo wpływa do formy z dużą prędkością, ciśnienie to oddziałuje na zawieszony stalowy pręt jak fala pływowa.
Skutek: Pręt nieuchronnie wygnie się pod wpływem ciśnienia (przesunięcie rdzenia). Powoduje to nieregularną grubość ścianki — jedna strona staje się nadmiernie gruba, podczas gdy druga staje się nadmiernie cienka.
Ryzyko: Cienka strona staje się tak krucha jak papier i pęknie przy najmniejszym uderzeniu.
Wynik: Wskaźnik odrzucanych wyrobów w procesie produkcji może osiągnąć nawet 99%.
Kąt wyciągu kontra estetyka cylindryczna
Logika wyjmowania z formy: Podczas stygnięcia wytłoczonego elementu tworzywo sztuczne kurczy się i ściska ścisłe trzpienie rdzenia. Aby wyjąć ten 72-cm pręt, należy zaprojektować go z kątem wyciągu, czyli z lekkim stożkowym zwężeniem.
Katastrofa estetyczna: Jeśli spróbujesz wykonać idealnie cylindryczną łopatkę (o jednakowej średnicy od góry do dołu), kąt wyciągu będzie wynosił zero. Wówczas trzpienie rdzenia nie da się wypiąć, a siła próżni (blokada próżniowa) spowoduje pęknięcie łopatki podczas wyjmowania.
Kompromis: Jeśli dodasz konieczny kąt wyciągu, ostrze przyjmie kształt stożka o „grubej podstawie i cienkim wierzchołku”, tracąc całkowicie ikoniczny estetyczny standard świetlnego miecza – „cylindryczny promień”.
Ślady spawania i przejrzystość optyczna
Długość przepływu: Nawet jeśli formowanie zakończy się powodzeniem pod względem mechanicznym, ścieżka przepływu jest zbyt długa (72 cm). Do momentu, w którym roztopiony plastik dotrze do dalekiego końca (wierzchołka), temperatura znacznie spadnie, co utrudnia osiągnięcie doskonałej fuzji molekularnej.
Konsekwencja: Na powierzchni ostrza pojawią się widoczne ślady przepływu i linie spawania. Po oświetleniu tworzą one brzydkie linie cienia i artefakty, uniemożliwiając osiągnięcie czystej, kryształowej przejrzystości, jaką zapewnia wysokiej jakości rurka wytłaczana.
dla cylindrycznej (bez kąta wyciągu) rurki z poliwęglanu (PC) o średnicy zewnętrznej 1 cala (25,4 mm) oraz grubości ścianki 2–3 mm długość 30 cm (300 mm) stanowi „bezpieczny limit” dla przemysłowej produkcji masowej.
Jeśli dopuszczalny jest znaczny kąt wyciągu (widoczne zwężenie), ten limit można nieznacznie zwiększyć do 40–50 cm. Jednak taki produkt przestaje kwalifikować się jako standardowa głownia świetlnej miecza; zamiast tego należy go zaklasyfikować jako „Shoto” (krótki miecz).
2.Zintegrowana technologia termoformowania
Na wysokiej klasy rynku świetlnych mieczy, szczególnie w segmencie ciężkich pojedynków, dążąc do maksymalnego bezpieczeństwa i doskonałości optycznej, branża stosuje technikę „wtórnego termoformowania”, pochodzącą z przemysłowego przetwarzania rur. Zastępuje ona tradycyjną konstrukcję klejoną z podzielonych części, tworząc tzw. „głownię monolityczną” lub „głownię zintegrowaną”.
Zasada procesu: ciągłość cząsteczkowa
W przeciwieństwie do formowania wtryskowego lub klejenia, ten proces wykorzystuje termoplastyczne właściwości poliwęglanu (PC).
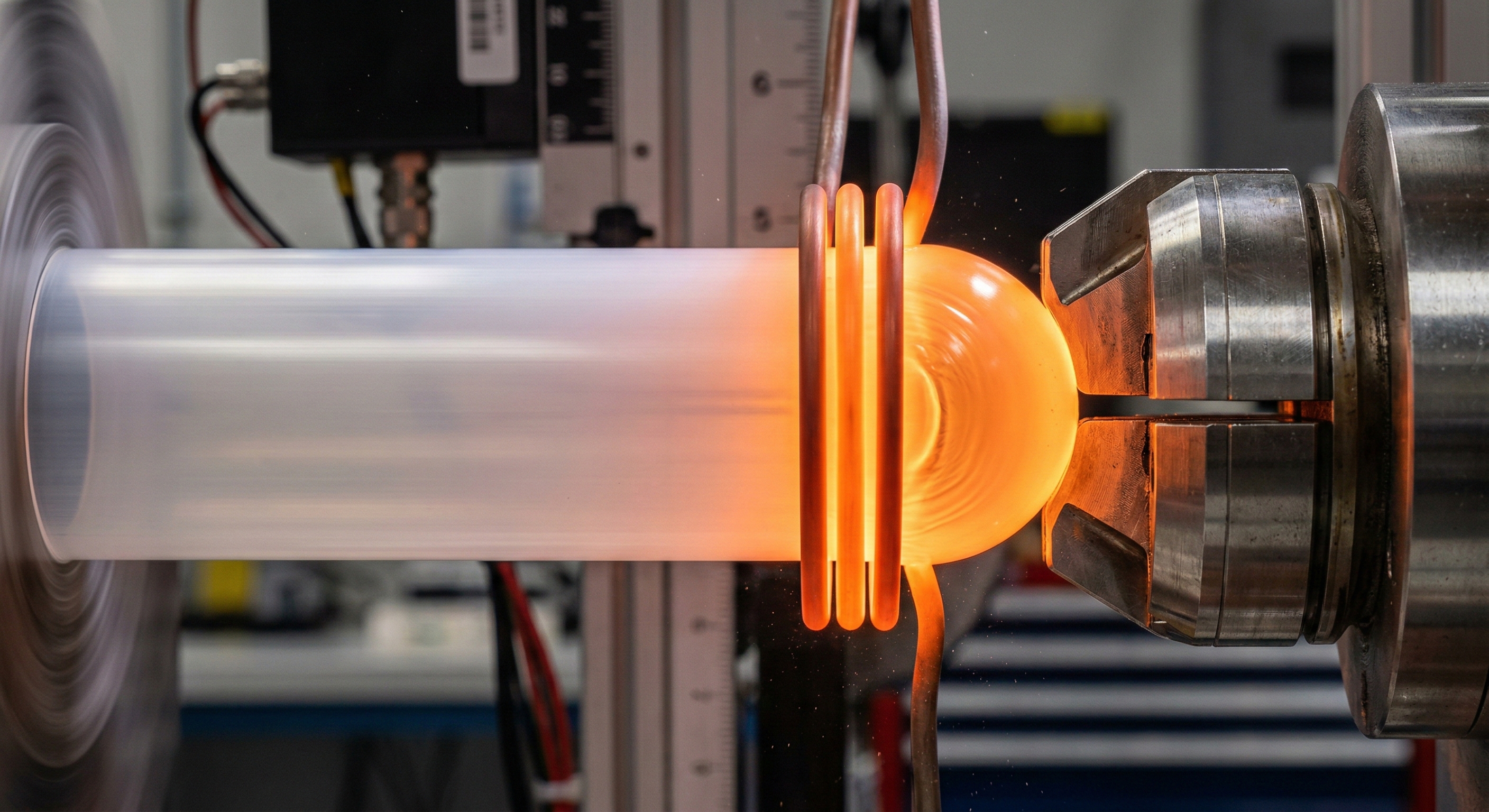
Nagrzewanie i mięknięcie: Koniec standardowej rury wytłaczanej umieszczany jest w nagrzewnicy indukcyjnej wysokiej częstotliwości lub polu podczerwieni i precyzyjnie nagrzewany powyżej temperatury przejścia szklistego (Tg, ok. 147 °C) do punktu krytycznego między stanem gumowym a stanem przepływu lepkiego.
Wirowanie i zamykanie: Za pomocą procesu szybkiego wirowania lub półkulistej gorącej formy tłoczeniowej mięknące ścianki są zmuszane do przepływu w kierunku wnętrza i zlepiania się, co ostatecznie prowadzi do ich zamknięcia w postaci półkulistej końcówki.
Wynik fizyczny: Po ochłodzeniu korpus ostrza i jego końcówka zachowują ciągłość łańcuchów cząsteczkowych. Ponieważ są one wykonane z jednego kawałka materiału, nie występuje żaden fizyczny interfejs, co całkowicie eliminuje słabe punkty konstrukcyjne, takie jak „odwarstwianie” czy „pęknięcie”.
Wymóg dotyczący materiału: Zasada ciężkiej klasy o grubości ścianki 3 mm
Chociaż teoretycznie każdą rurę z PC można uszczelnić termicznie, tylko rury ciężkiej klasy o grubości ścianki 3 mm spełniają normy bezpieczeństwa „gotowe do walki”.
Efekt rozciągania i cienienia: Podczas formowania termicznego, gdy materiał kurczy się z kształtu cylindrycznego do kopułowego, zmienia się powierzchnia jego ścianki, co nieuchronnie prowadzi do lokalnego cienienia ścianki.
Obliczanie progu bezpieczeństwa:
Zastosowanie standardowej rury o średnicy 2 mm: Grubość zamkniętego końca może spaść poniżej 1 mm, tworząc kruchą powłokę, która pęka przy uderzeniu.
Zastosowanie grubej rury o średnicy 3 mm: Nawet po rozciągnięciu koniec zachowuje skuteczną, pełną warstwę o grubości 1,5–2 mm. Taka grubość wystarcza do wytrzymania intensywnych uderzeń w walce kontaktowej na pełnym wyposażeniu.
Ostateczna forma dla ostrzy Pixel
Ten proces stanowi optymalne rozwiązanie dla profesjonalnych ostrzy Pixel (Neopixel).
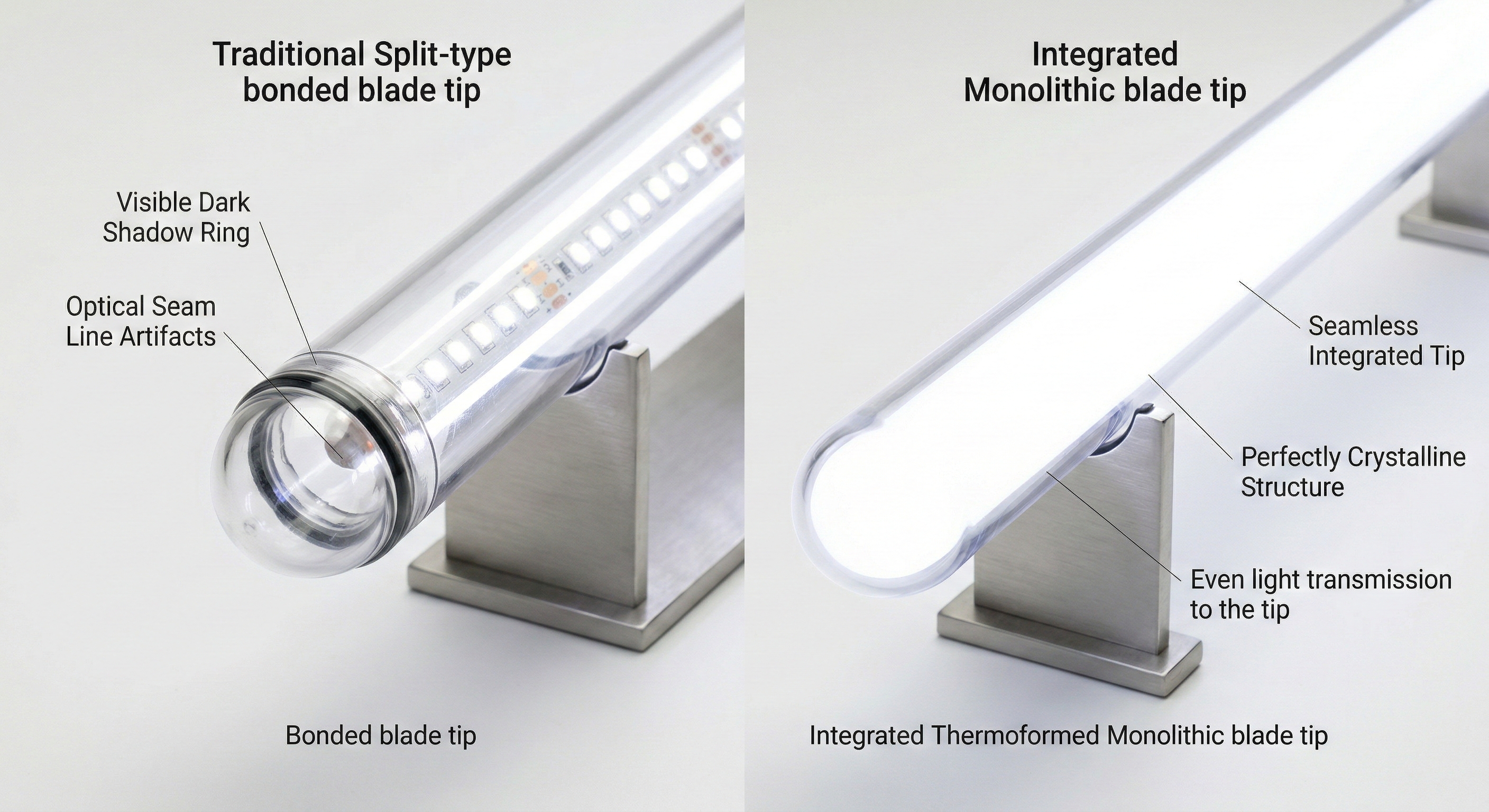
Zaleta konstrukcji pustej: Termicznie uformowany koniec naturalnie tworzy wewnętrzną pustą kawernę. Pozwala to elastycznej taśmie LED z pikselami na dotarcie aż do samego szczytu ostrza. W połączeniu z wewnętrzną pianką rozpraszającą światło osiąga się prawdziwe „oświetlenie całego ostrza”.
Eliminacja pierścienia cienia: Tradycyjne ostrza typu split często wykazują widoczny czarny pierścień cienia w miejscu połączenia z powodu niezgodności współczynników załamania kleju lub fizycznego nachodzenia na siebie. Zintegrowana metoda produkcji eliminuje fizyczną szczelinę, umożliwiając nieprzeszkodzone przepuszczanie światła i osiągając bezszwowy efekt wizualny.
Zintegrowane ostrze formowane termicznie (wersja 3 mm) stanowi szczyt wytrzymałości fizycznej w obecnej produkcji mieczy świetlnych. Poprzez poświęcenie minimalnej ilości przejrzystości optycznej (niewielkie ślady przepływu na końcu ostrza) zapewnia ono maksymalne bezpieczeństwo – całkowity brak ryzyka oderwania oraz kompletny estetyczny efekt bezszwowej przewodności światła, co czyni je konfiguracją preferowaną przez zawodowych uczestników ciężkich pojedynków.