
Lame d'épée laser en polycarbonate intégrée / monolithique
Classification des lames de sabre laser selon leur forme géométrique
En fonction de la conception esthétique et des scénarios d’application (par exemple, combat à contact total, représentation scénique ou cosplay), les lames sont classées en trois types géométriques principaux.
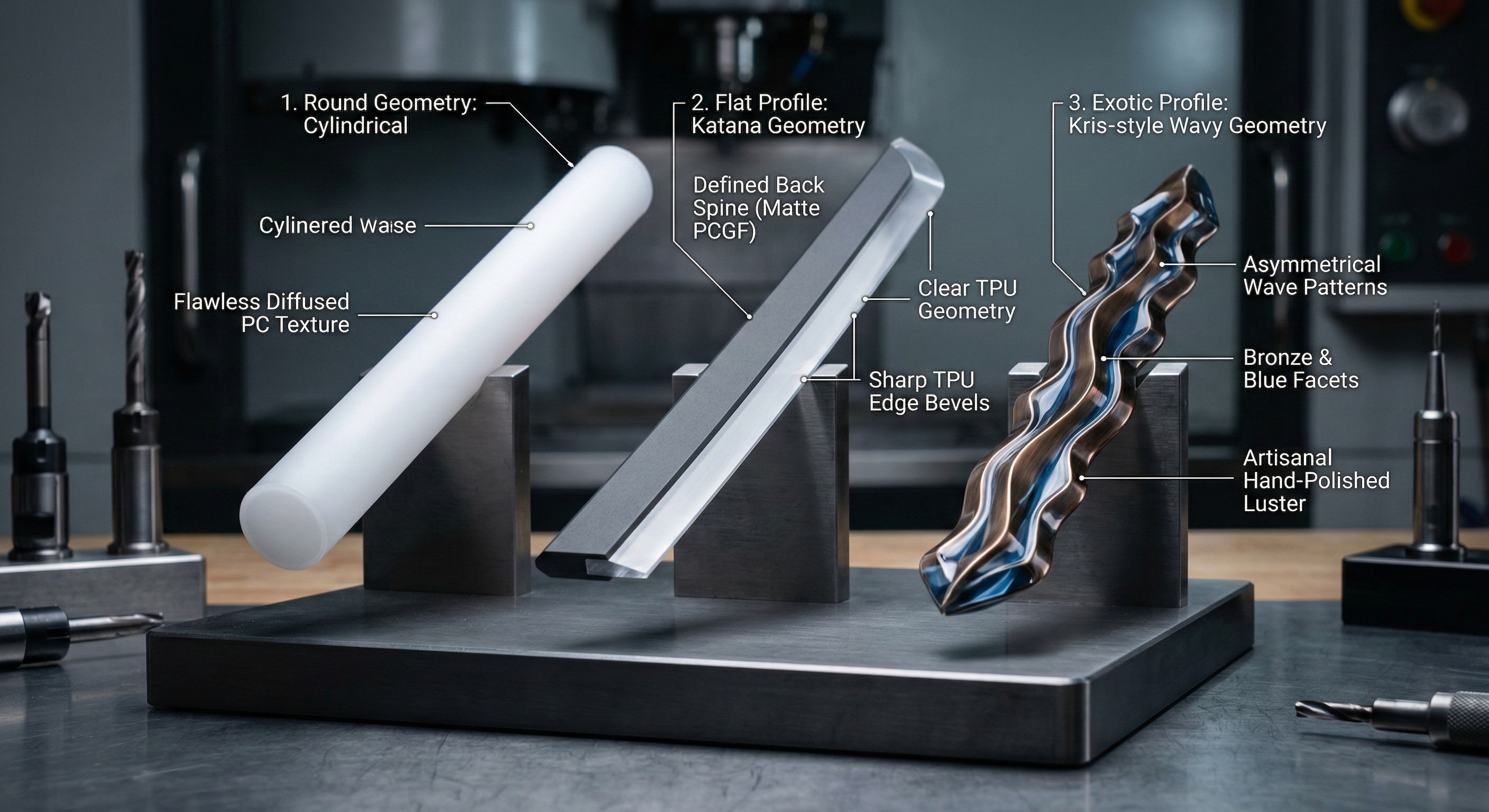
Lame cylindrique (ronde)
Définition : Un corps columnaire dont la section transversale est un cercle standard (anneau ou plein). Il s'agit de la forme dominante, représentant plus de 95 % du marché.
Logique physique : La structure cylindrique possède un moment d’inertie isotrope, ce qui signifie que sa résistance structurelle et son élasticité restent constantes quel que soit l’angle d’impact, ce qui la rend idéale pour le combat.
Lame plate (profil d’épée)
Définition : Des sections transversales conçues pour imiter des armes blanches traditionnelles (par exemple, katana japonais, sabre Tang ou épée large), avec une structure plate ou en forme de coin.
Logique physique : Généralement usinés à partir de plaques épaisses ou fabriqués par extrusion de profilés spécialisés. En raison de la nature directionnelle de la section transversale, la rigidité en flexion diffère sensiblement entre la « colonne vertébrale » et le « bord ».
Lame exotique (irrégulière)
Définition : Regroupe toutes les formes spécialisées autres que circulaires et plates, y compris, sans s’y limiter, les motifs ondulés (Kris), les tridents, les spirales ou les polygones irréguliers tels que le « Darksaber ».
Remarque : Il s’agit principalement de produits artisanaux sur mesure, présentant un faible niveau de standardisation.
Construction structurelle des lames rondes pour sabres laser
Pour les lames rondes en PC grand public, l’industrie les classe en deux catégories, « intégrées » et « séparées / assemblées », selon la méthode de liaison entre le corps tubulaire et la pointe.
Lame d'épée laser en polycarbonate intégrée / monolithique
Propriétés physiques : Le corps et la pointe sont constitués d’un seul et même morceau de matériau, sans jointure physique.
1.Pourquoi ne moulons-nous pas par injection des lames creuses en PC de 72 cm ?
Le problème de « décalage du noyau » Il s’agit de l’obstacle physique le plus important dans le processus de fabrication.
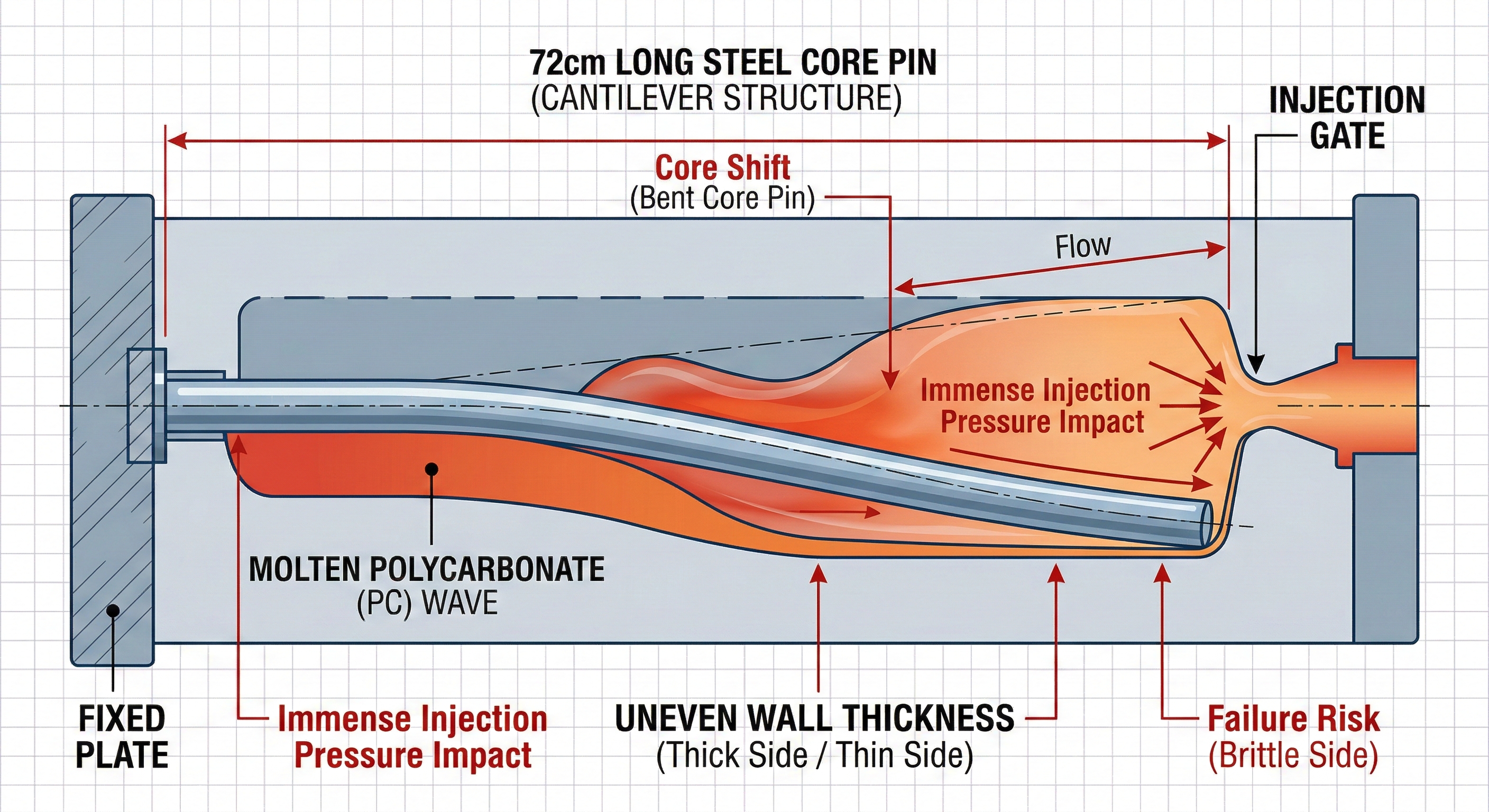
Logique structurelle : Pour mouler un tube creux, il faut une tige d'acier solide (noyau ou broche centrale) suspendue au centre du moule.
Le dilemme physique : Cette tige d'acier mesurerait 72 cm de long (voire davantage, y compris les canaux d’alimentation), mais n’aurait qu’un diamètre d’environ 20 mm et serait fixée à une seule extrémité seulement. En ingénierie, cette configuration est connue sous le nom de « structure de poutre en porte-à-faux ».
Pression d’injection : Le polycarbonate (PC) présente une forte viscosité et nécessite une pression d’injection très élevée. Lorsque le plastique fondu pénètre dans le moule à grande vitesse, cette pression exerce sur la tige d’acier suspendue un effet comparable à celui d’une vague géante.
La conséquence : La tige se déformera inévitablement sous l’effet de la pression (déplacement du noyau). Cela entraîne une épaisseur de paroi non uniforme : un côté devient extrêmement épais, tandis que l’autre devient extrêmement fin.
Le risque : Le côté fin devient aussi fragile que du papier et se brise au moindre impact.
Le résultat : Le taux de rebuts en fabrication pourrait atteindre jusqu’à 99 %.
Angle de dépouille contre esthétique cylindrique
Logique de démoulage : Lorsque la pièce moulée refroidit, le plastique se rétracte et adhère fortement à la tige centrale. Pour extraire cette tige de 72 cm de longueur, celle-ci doit être conçue avec un angle de dépouille, c’est-à-dire qu’elle doit être tronconique (en forme de cône).
Désastre esthétique : Si vous tentez de fabriquer une lame parfaitement cylindrique (diamètre uniforme du haut vers le bas), l’angle de dépouille est nul. La tige centrale ne pourra pas être extraite, ou bien la force d’aspiration (verrouillage sous vide) fendra la lame lors de l’extraction.
Le compromis : Si vous ajoutez l’angle de dépouille requis, la lame prend la forme d’un cône « épais à la base, fin à l’extrémité », perdant ainsi totalement l’esthétique emblématique de « faisceau cylindrique » caractéristique d’un sabre laser.
Lignes de soudure et clarté optique
Longueur d’écoulement : Même si le moulage réussit sur le plan mécanique, le trajet d’écoulement est trop long (72 cm). Lorsque le plastique fondu atteint l’extrémité éloignée (la pointe), sa température a considérablement baissé, rendant une fusion moléculaire parfaite difficile.
La conséquence : des marques d’écoulement et des lignes de soudure visibles apparaîtront le long du corps de la lame. Lorsqu’elles sont éclairées, ces marques génèrent des lignes d’ombre disgracieuses et des défauts, empêchant ainsi d’atteindre la transparence pure et cristalline offerte par un tube extrudé de haute qualité.
pour un tube en polycarbonate (PC) cylindrique (sans dépouille), d’un diamètre extérieur de 1 pouce (25,4 mm) et d’une épaisseur de paroi de 2 à 3 mm, 30 cm (300 mm) représente la « limite sécurisée » pour la production industrielle en série.
Si un angle de dépouille important (rétrécissement visible) est acceptable, cette limite peut être légèrement repoussée à 40–50 cm. Toutefois, un tel produit ne répond plus aux critères d’une lame standard de sabre laser ; il relève alors de la catégorie du « Shoto » (sabre court).
2.Technologie intégrée de thermoformage
Sur le marché haut de gamme des sabres laser, en particulier dans le secteur du combat lourd, où l’on vise une sécurité optimale et une perfection optique absolue, l’industrie utilise une technique de « formage thermique secondaire » issue du traitement industriel des tubes. Celle-ci remplace la structure traditionnelle d’assemblage par collage à deux parties, donnant naissance à ce que l’on appelle la « lame monolithique » ou la « lame intégrée ».
Principe du procédé : continuité moléculaire
Contrairement au moulage par injection ou au collage adhésif, ce procédé exploite les propriétés thermoplastiques du polycarbonate (PC).
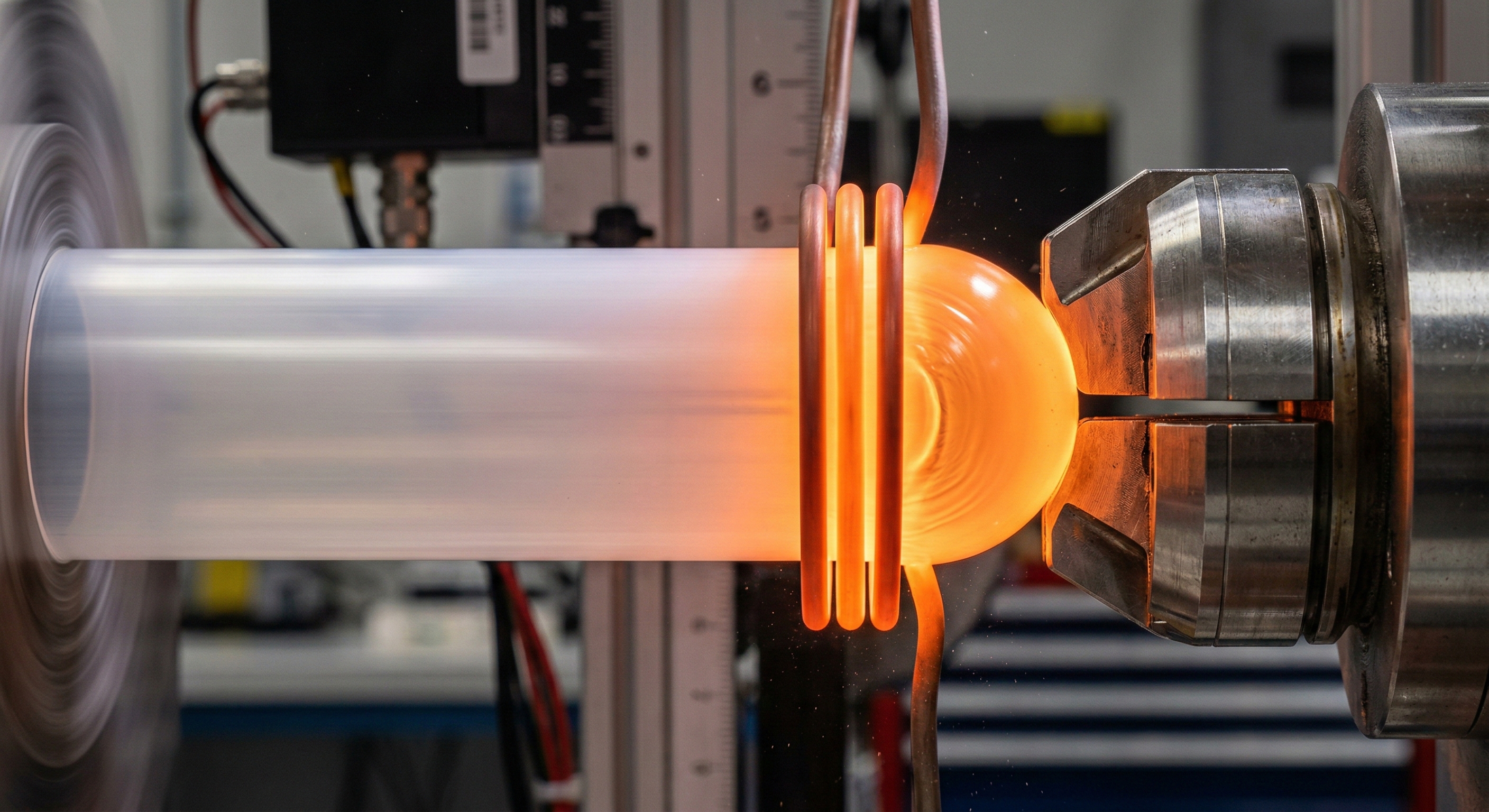
Chauffage et ramollissement : L’extrémité d’un tube standard extrudé est placée dans un chauffage par induction haute fréquence ou dans un champ infrarouge, puis chauffée avec précision au-delà de sa température de transition vitreuse (Tg, environ 147 °C), jusqu’au point critique situé entre l’état caoutchouteux et l’état de fluage visqueux.
Rotation et scellement : À l’aide d’un procédé de rotation à grande vitesse ou d’un moule chauffant hémisphérique, les parois ramollies sont contraintes de s’écouler vers l’intérieur et de fusionner, se refermant ainsi progressivement pour former une extrémité hémisphérique.
Résultat physique : Lors du refroidissement, le corps et la pointe de la lame conservent une continuité de la chaîne moléculaire. Étant donné qu’il s’agit d’une seule et même pièce de matériau, aucune interface physique n’existe, éliminant ainsi totalement les faiblesses structurelles telles que la « délamination » ou la « rupture ».
Exigence relative au matériau : Règle de l’épaisseur de paroi de 3 mm pour tube renforcé
Bien qu’en théorie tout tube en polycarbonate (PC) puisse être scellé thermiquement, seuls les tubes renforcés à paroi de 3 mm répondent aux normes de sécurité « prêtes au combat ».
Effet d’étirement et d’amincissement : Lors de la thermoformage, lorsque le matériau se rétracte d’un cylindre vers une forme de dôme, la surface change inévitablement, entraînant un amincissement localisé de la paroi.
Calcul du seuil de sécurité :
Avec un tube standard de 2 mm : L’épaisseur de la pointe scellée peut chuter à moins de 1 mm, créant une coque fragile qui se brise au moment de l’impact.
Avec un tube renforcé de 3 mm : Même après étirement, la pointe conserve une couche pleine efficace de 1,5 à 2 mm d’épaisseur. Cette épaisseur est suffisante pour résister à des chocs de perçage intenses lors de duels en contact total.
La forme ultime pour les lames à pixels
Ce procédé représente la solution optimale pour les lames haut de gamme à pixels (Neopixel).
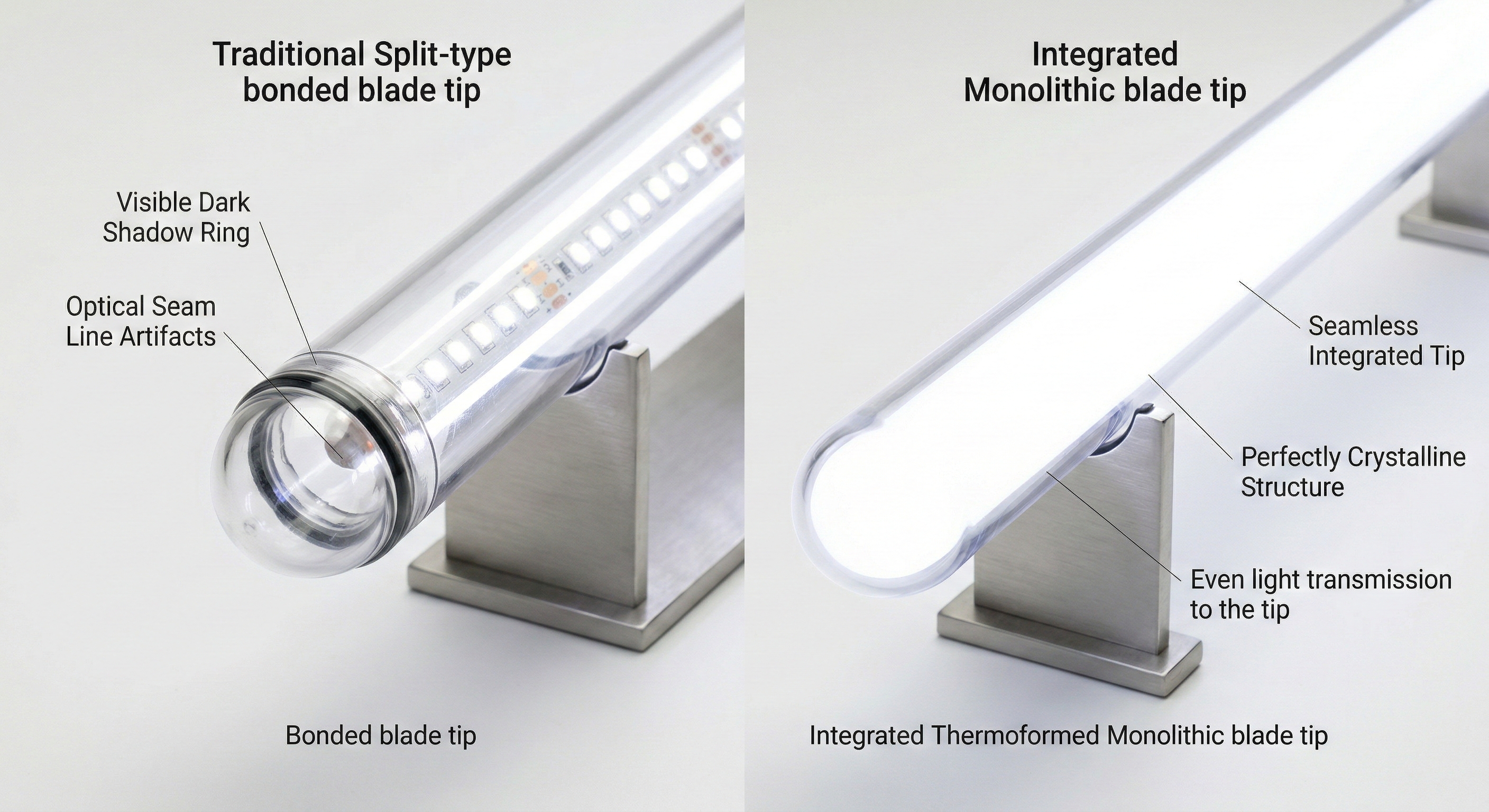
Avantage de la structure creuse : L’extrémité thermoformée crée naturellement une cavité interne creuse. Cela permet à la bande flexible de LED à pixels de s’étendre jusqu’à l’extrémité supérieure de la lame. Associée à une mousse interne de diffusion de la lumière, elle permet d’obtenir une « illumination intégrale de la lame » véritable.
Élimination de l’anneau d’ombre : Les lames traditionnelles à structure divisée présentent souvent, au niveau du point de jonction, un anneau d’ombre noir visible dû au désaccord d’indice de réfraction de la colle ou au recouvrement physique. Le procédé intégré élimine la jointure physique, permettant une transmission de la lumière sans obstacle et un effet visuel parfaitement continu.
La lame thermoformée intégrée (version de 3 mm) représente l’apogée de la résistance physique dans la fabrication actuelle des sabres laser. En sacrifiant une quantité minimale de clarté optique (de légères marques d’écoulement à l’extrémité), elle offre en contrepartie une sécurité absolue grâce à un risque de déconnexion nul et un aspect esthétique parfait grâce à une conduction lumineuse entièrement continue, ce qui en fait la configuration privilégiée des duellistes exigeants.