
ใบมีดไลท์เซเบอร์แบบบูรณาการ/แบบชิ้นเดียวทำจากพอลิคาร์บอเนต (PC)
การจัดหมวดหมู่ใบมีดดาบแสงตามรูปร่างเชิงเรขาคณิต
โดยพิจารณาจากแนวคิดด้านการออกแบบเชิงศิลปะและสถานการณ์การใช้งาน (เช่น การต่อสู้แบบเต็ม-contact, การแสดงบนเวที หรือการแต่งตัวเป็นตัวละคร) ใบมีดจะถูกจัดหมวดหมู่ออกเป็นสามประเภทหลักตามรูปร่างเชิงเรขาคณิต
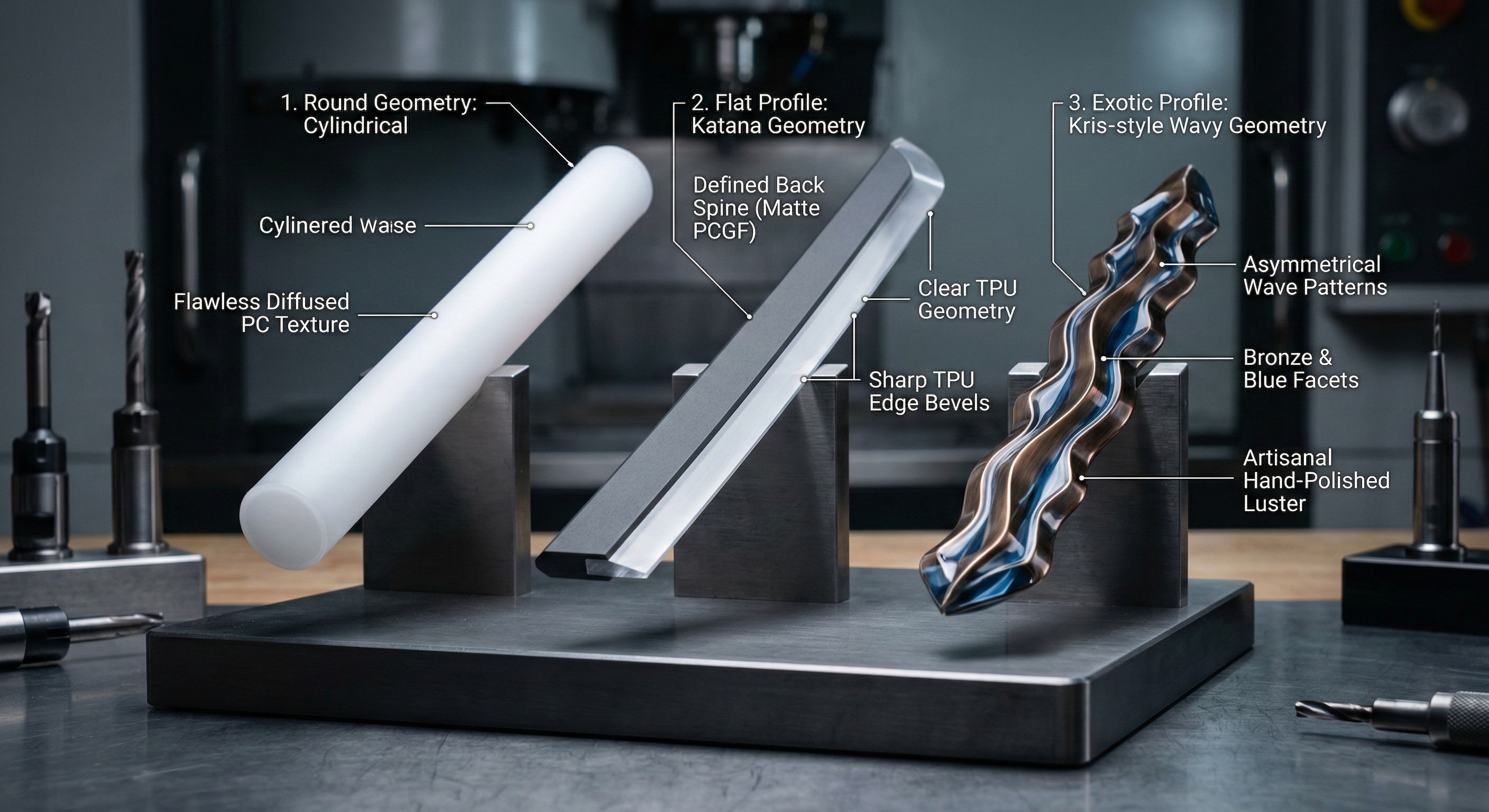
ใบมีดทรงกระบอก (ทรงกลม)
นิยาม: โครงสร้างทรงกระบอกที่มีหน้าตัดเป็นวงกลมมาตรฐาน หรือเป็นทรงกลมทึบ ซึ่งเป็นรูปแบบหลักในตลาด คิดเป็นสัดส่วนมากกว่า 95%
เหตุผลเชิงกายภาพ: โครงสร้างทรงกระบอกมีค่าโมเมนต์ของความเฉื่อยแบบสม่ำเสมอ (Isotropic Moment of Inertia) หมายความว่า ความแข็งแรงเชิงโครงสร้างและความสามารถในการรองรับแรงกระแทกยังคงเท่าเดิมไม่ว่าจะถูกโจมตีจากมุมใด มีความเหมาะสมอย่างยิ่งสำหรับการต่อสู้
ใบมีดแบน (รูปแบบดาบ)
นิยาม: หน้าตัดที่ออกแบบเลียนแบบอาวุธเย็นแบบดั้งเดิม (เช่น คาตาณะญี่ปุ่น ดาบถัง หรือดาบบรอดเซิร์ด) ด้วยโครงสร้างแบบแบนหรือรูปสามเหลี่ยม
หลักการทางกายภาพ: โดยทั่วไปจะถูกกลึงจากแผ่นโลหะหนา หรือผลิตผ่านกระบวนการอัดรูปพิเศษ ด้วยลักษณะของหน้าตัดที่มีทิศทางเฉพาะ ความแข็งแกร่งต่อการโก่งตัว (flexural rigidity) จึงแตกต่างกันอย่างมากระหว่างส่วน "กระดูกสันหลัง" กับส่วน "ขอบ"
ใบมีดแบบพิเศษ (ไม่สม่ำเสมอ)
นิยาม: ครอบคลุมรูปร่างพิเศษทั้งหมดที่ไม่ใช่แบบวงกลมหรือแบบแบน รวมถึงแต่ไม่จำกัดเพียงลวดลายเป็นคลื่น (เช่น มีดคริส), สามแฉก, เกลียว และรูปหลายเหลี่ยมไม่สม่ำเสมอ เช่น ใบมีด "ดาร์คเซเบอร์"
หมายเหตุ: ผลิตภัณฑ์เหล่านี้ส่วนใหญ่เป็นสินค้าฝีมือพิเศษที่ผลิตตามสั่ง และมีมาตรฐานที่ต่ำมาก
โครงสร้างเชิงวิศวกรรมของใบมีดแสงแบบทรงกลม
สำหรับใบมีดพอลิคาร์บอเนต (PC) แบบทรงกลมที่นิยมทั่วไปในตลาด อุตสาหกรรมจัดจำแนกออกเป็นสองประเภท ได้แก่ แบบ "บูรณาการ" (Integrated) และแบบ "แยกชิ้น/ประกอบ" (Split/Assembled) ตามวิธีการเชื่อมต่อระหว่างตัวท่อกับปลายใบมีด
ใบมีดไลท์เซเบอร์แบบบูรณาการ/แบบชิ้นเดียวทำจากพอลิคาร์บอเนต (PC)
คุณสมบัติทางกายภาพ: ตัวท่อและปลายใบมีดทำจากวัสดุชิ้นเดียวกันโดยไม่มีรอยต่อทางกายภาพใดๆ
1.เหตุใดเราจึงไม่ใช้การขึ้นรูปด้วยการฉีดขึ้นรูป (Injection Molding) สำหรับใบมีดพอลิคาร์บอเนตแบบกลวงขนาด 72 ซม.?
ปัญหา "การเคลื่อนตัวของแกนกลาง" (Core Shift) นี่คืออุปสรรคทางกายภาพที่สำคัญที่สุดเพียงประการเดียวในการผลิต
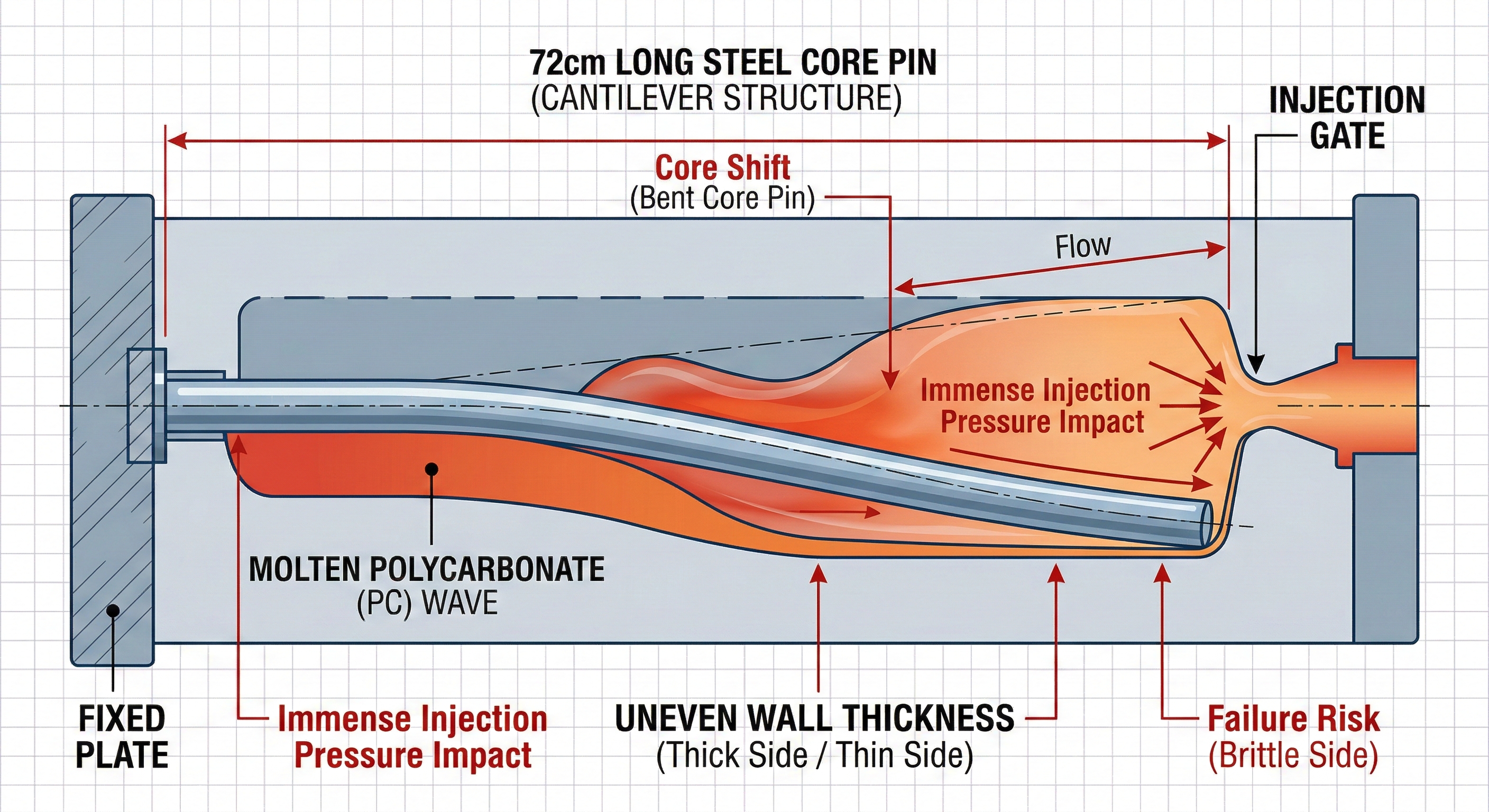
ตรรกะเชิงโครงสร้าง: เพื่อขึ้นรูปท่อแบบกลวง จะต้องมีแท่งเหล็กแข็ง (แกนกลาง) แขวนอยู่ตรงศูนย์กลางของแม่พิมพ์
ปัญหาทางกายภาพ: แท่งเหล็กนี้จะยาว 72 ซม. (หรือยาวกว่านั้นหากนับรวมช่องลำเลียง) แต่มีเส้นผ่านศูนย์กลางเพียงประมาณ 20 มม. และยึดแน่นไว้เพียงปลายเดียวเท่านั้น ในวิศวกรรมศาสตร์ โครงสร้างลักษณะนี้เรียกว่า 'โครงสร้างคานยื่น' (Cantilever Beam Structure)
แรงดันฉีด: โพลีคาร์บอเนต (PC) มีความหนืดสูงและต้องการแรงดันฉีดสูงมาก เมื่อพลาสติกหลอมละลายพุ่งเข้าสู่แม่พิมพ์ด้วยความเร็วสูง แรงดันนี้จะกระทบต่อแท่งเหล็กที่แขวนอยู่เหมือนคลื่นยักษ์
ผลที่ตามมา: แท่งเหล็กจะโค้งงออย่างหลีกเลี่ยงไม่ได้ภายใต้แรงดัน (Core Shift) ส่งผลให้ความหนาของผนังไม่สม่ำเสมอ — ด้านหนึ่งหนามากเกินไป ในขณะที่อีกด้านบางมากเกินไป
ความเสี่ยง: ด้านที่บางจะเปราะบางเท่ากระดาษ และจะแตกหักทันทีเมื่อได้รับแรงกระแทกเพียงเล็กน้อย
ผลลัพธ์: อัตราการทิ้งงานผลิตอาจสูงถึง 99%
มุมเอียง (Draft Angle) กับรูปลักษณ์ทรงกระบอก
หลักการถอดชิ้นงานออกจากแม่พิมพ์: เมื่อชิ้นงานที่ขึ้นรูปเย็นตัวลง พลาสติกจะหดตัวและยึดแน่นกับแกนกลาง (core pin) อย่างมาก เพื่อถอดแท่งยาว 72 ซม. นี้ออกได้ แท่งดังกล่าวจำเป็นต้องออกแบบให้มีมุมเอียง (Draft Angle) กล่าวคือ ต้องมีลักษณะเรียวลง (ทรงกรวย)
หายนะด้านรูปลักษณ์: หากคุณพยายามผลิตใบมีดที่มีลักษณะทรงกระบอกสมบูรณ์แบบ (เส้นผ่านศูนย์กลางเท่ากันตลอดความยาวจากปลายบนถึงปลายล่าง) จะไม่มีมุมเอียง (draft angle) เลย ส่งผลให้แกนกลางไม่สามารถดึงออกได้เลย หรือแรงสุญญากาศ (Vacuum Lock) จะทำให้ใบมีดแตกร้าวระหว่างการถอดชิ้นงาน
ทางออกเชิงประนีประนอม: หากคุณเพิ่มมุมเอียงที่จำเป็น ใบมีดจะกลายเป็นทรงกรวยที่ "ฐานหนา ปลายบาง" ซึ่งสูญเสียลักษณะรูปลักษณ์อันเป็นเอกลักษณ์ของแสงดาบ (lightsaber) ไปโดยสิ้นเชิง นั่นคือมาตรฐานรูปลักษณ์แบบ "ลำแสงทรงกระบอก"
รอยเชื่อม (Weld Lines) และความใสของวัสดุ (Optical Clarity)
ระยะทางการไหลของวัสดุ: แม้กระบวนการขึ้นรูปจะประสบความสำเร็จในเชิงกลศาสตร์ แต่ระยะทางการไหลของวัสดุก็ยังยาวเกินไป (72 ซม.) ดังนั้นเมื่อพลาสติกหลอมเหลวไหลมาถึงปลายทาง (บริเวณปลายของชิ้นงาน) อุณหภูมิจะลดลงอย่างมาก จนทำให้การหลอมรวมโมเลกุลอย่างสมบูรณ์แบบเป็นไปได้ยาก
ผลที่ตามมา: จะปรากฏรอยไหล (Flow Marks) และรอยเชื่อม (Weld Lines) ที่มองเห็นได้บริเวณตัวใบมีด เมื่อส่องแสงผ่านจะเกิดเส้นเงาและสิ่งรบกวนที่ไม่น่าพึงประสงค์ ทำให้ไม่สามารถบรรลุความโปร่งใสแบบคริสตัลที่บริสุทธิ์และชัดเจนอย่างแท้จริง ซึ่งเป็นคุณลักษณะเฉพาะของท่อที่ผลิตด้วยกระบวนการอัดรีดคุณภาพสูง
"สำหรับท่อโพลีคาร์บอเนต (PC) ทรงกระบอก (ไม่มีมุมเอียงหรือ Zero-draft) ที่มีเส้นผ่านศูนย์กลางภายนอก 1 นิ้ว (25.4 มม.) และความหนาของผนัง 2–3 มม. ความยาว 30 ซม. (300 มม.) ถือเป็น 'ขีดจำกัดที่ปลอดภัย' สำหรับการผลิตจำนวนมากในเชิงอุตสาหกรรม"
หากยอมรับมุมเอียง (Draft Angle) ที่ชัดเจน (ซึ่งสังเกตเห็นการลดขนาดแบบค่อยเป็นค่อยไปได้) ขีดจำกัดนี้อาจเพิ่มขึ้นเล็กน้อยเป็น 40–50 ซม. อย่างไรก็ตาม ผลิตภัณฑ์ประเภทนี้จะไม่จัดว่าเป็นใบมีดไลท์เซเบอร์มาตรฐานอีกต่อไป แต่จัดอยู่ในหมวดหมู่ 'โชโตะ' (Shoto) หรือดาบสั้นแทน
2.เทคโนโลยีการขึ้นรูปด้วยความร้อนแบบบูรณาการ
ในตลาดดาบแสงระดับพรีเมียม โดยเฉพาะในภาคการต่อสู้แบบหนัก (Heavy Dueling) ซึ่งมุ่งเน้นความปลอดภัยสูงสุดและความสมบูรณ์แบบทางออปติก วงการอุตสาหกรรมใช้เทคนิค "การขึ้นรูปความร้อนแบบทุติยภูมิ" ที่พัฒนามาจากกระบวนการผลิตท่ออุตสาหกรรม ซึ่งแทนที่โครงสร้างการยึดติดแบบแยกส่วนแบบดั้งเดิม ส่งผลให้เกิดสิ่งที่เรียกว่า "ใบมีดแบบบล็อกเดียว" หรือ "ใบมีดแบบรวมชิ้น"
หลักการของกระบวนการ: ความต่อเนื่องเชิงโมเลกุล
แตกต่างจากการขึ้นรูปด้วยการฉีด (injection molding) หรือการยึดติดด้วยกาว (adhesive bonding) กระบวนการนี้อาศัยคุณสมบัติเทอร์โมพลาสติกของโพลีคาร์บอเนต (PC)
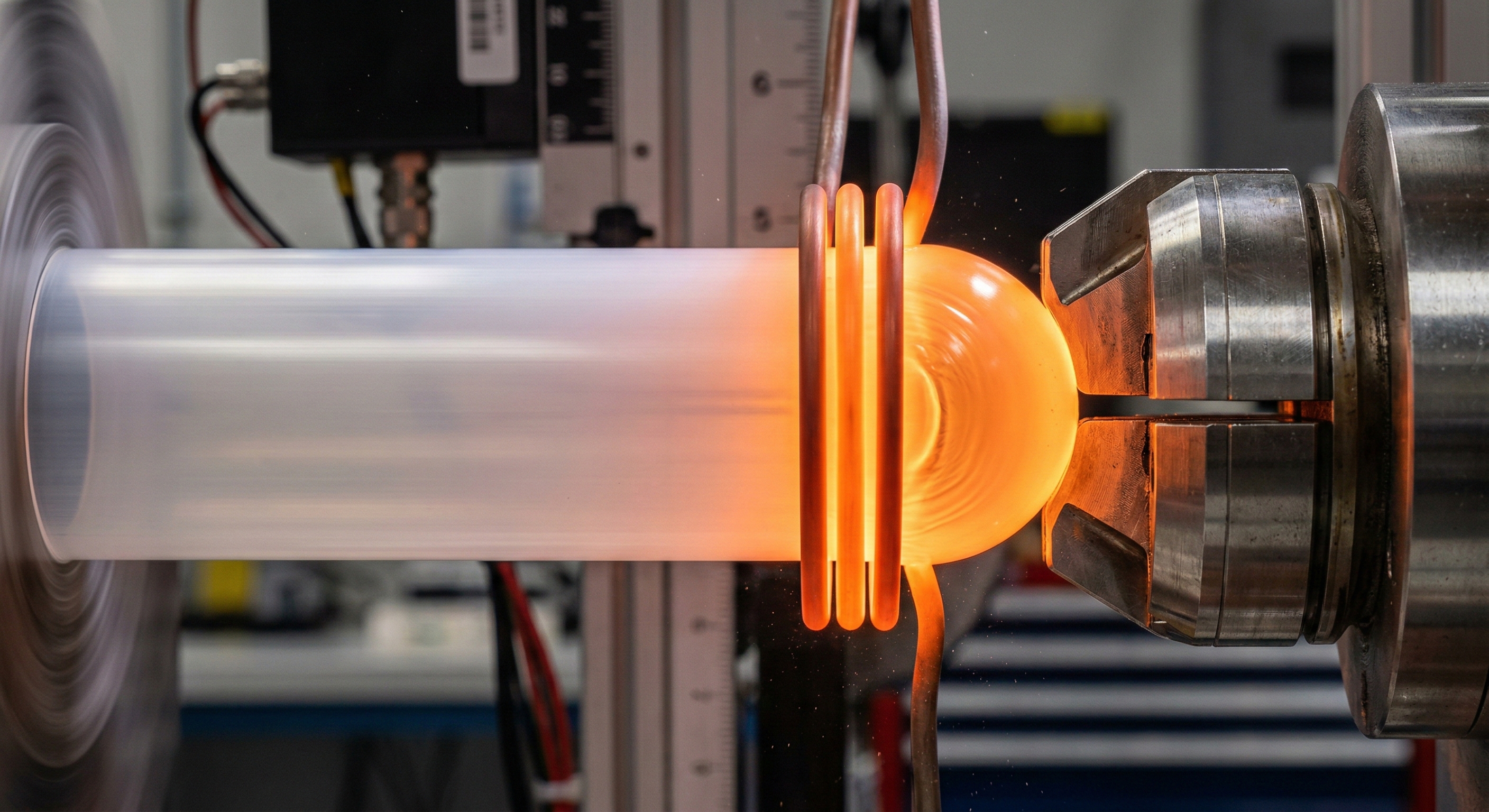
การให้ความร้อนและการทำให้อ่อนตัว: ปลายของท่อบรรจุภัณฑ์ที่ผ่านการอัดรีดมาตรฐานจะถูกวางไว้ในเครื่องให้ความร้อนแบบเหนี่ยวนำความถี่สูง หรือในสนามอินฟราเรด จากนั้นให้ความร้อนอย่างแม่นยำจนอุณหภูมิสูงกว่าอุณหภูมิการเปลี่ยนสถานะจากแก้ว (Glass Transition Temperature: Tg ประมาณ 147°C) ถึงจุดวิกฤตระหว่างสถานะยางยืดและสถานะไหลแบบหนืด
การหมุนและปิดผนึก: โดยใช้กระบวนการหมุนความเร็วสูง (Spinning Process) หรือแม่พิมพ์กดร้อนแบบครึ่งทรงกลม ผนังที่อ่อนตัวแล้วจะถูกบังคับให้ไหลเข้าหากันและหลอมรวมกันในที่สุด เพื่อปิดผนึกปลายให้เป็นรูปครึ่งทรงกลม
ผลลัพธ์ทางกายภาพ: เมื่อเย็นตัวลง ตัวใบมีดและปลายใบมีดยังคงรักษาความต่อเนื่องของสายโซ่โมเลกุลไว้ เนื่องจากเป็นวัสดุชิ้นเดียวกัน จึงไม่มีรอยต่อทางกายภาพ ทำให้ขจัดจุดอ่อนทางโครงสร้าง เช่น "การแยกชั้น" หรือ "การแตกหัก" ได้อย่างสมบูรณ์
ข้อกำหนดด้านวัสดุ: กฎเกณฑ์สำหรับท่อบนระดับหนักแบบความหนา 3 มม.
แม้โดยหลักการแล้วท่อโพลีคาร์บอเนต (PC) ทุกชนิดสามารถผ่านกระบวนการปิดผนึกด้วยความร้อนได้ แต่มีเพียงท่อระดับหนักที่มีความหนาของผนัง 3 มม. เท่านั้นที่ผ่านมาตรฐานความปลอดภัยระดับ "พร้อมรบ"
ผลกระทบจากการยืดตัวและการบางลง: ระหว่างกระบวนการขึ้นรูปด้วยความร้อน เมื่อวัสดุหดตัวจากทรงกระบอกไปเป็นทรงโดม พื้นที่ผิวจะเปลี่ยนแปลง ส่งผลให้เกิดปรากฏการณ์การบางลงของผนังในบริเวณท้องถิ่นอย่างหลีกเลี่ยงไม่ได้
การคำนวณเกณฑ์ความปลอดภัย:
เมื่อใช้ท่อมาตรฐานขนาด 2 มม.: ความหนาของปลายที่ผ่านการปิดผนึกด้วยความร้อนอาจลดลงต่ำกว่า 1 มม. ทำให้เกิดเปลือกที่เปราะบางและแตกสลายทันทีเมื่อได้รับแรงกระแทก
เมื่อใช้ท่อระดับหนักขนาด 3 มม.: แม้หลังการยืดตัวแล้ว ปลายใบมีดยังคงมีชั้นวัสดุแข็งที่มีประสิทธิภาพหนาอยู่ระหว่าง 1.5–2 มม. ซึ่งความหนานี้เพียงพอที่จะทนต่อแรงกระแทกแบบเจาะทะลุที่มีความเข้มข้นสูงในการต่อสู้แบบเต็ม-contact
รูปแบบสุดยอดสำหรับ Pixel Blades
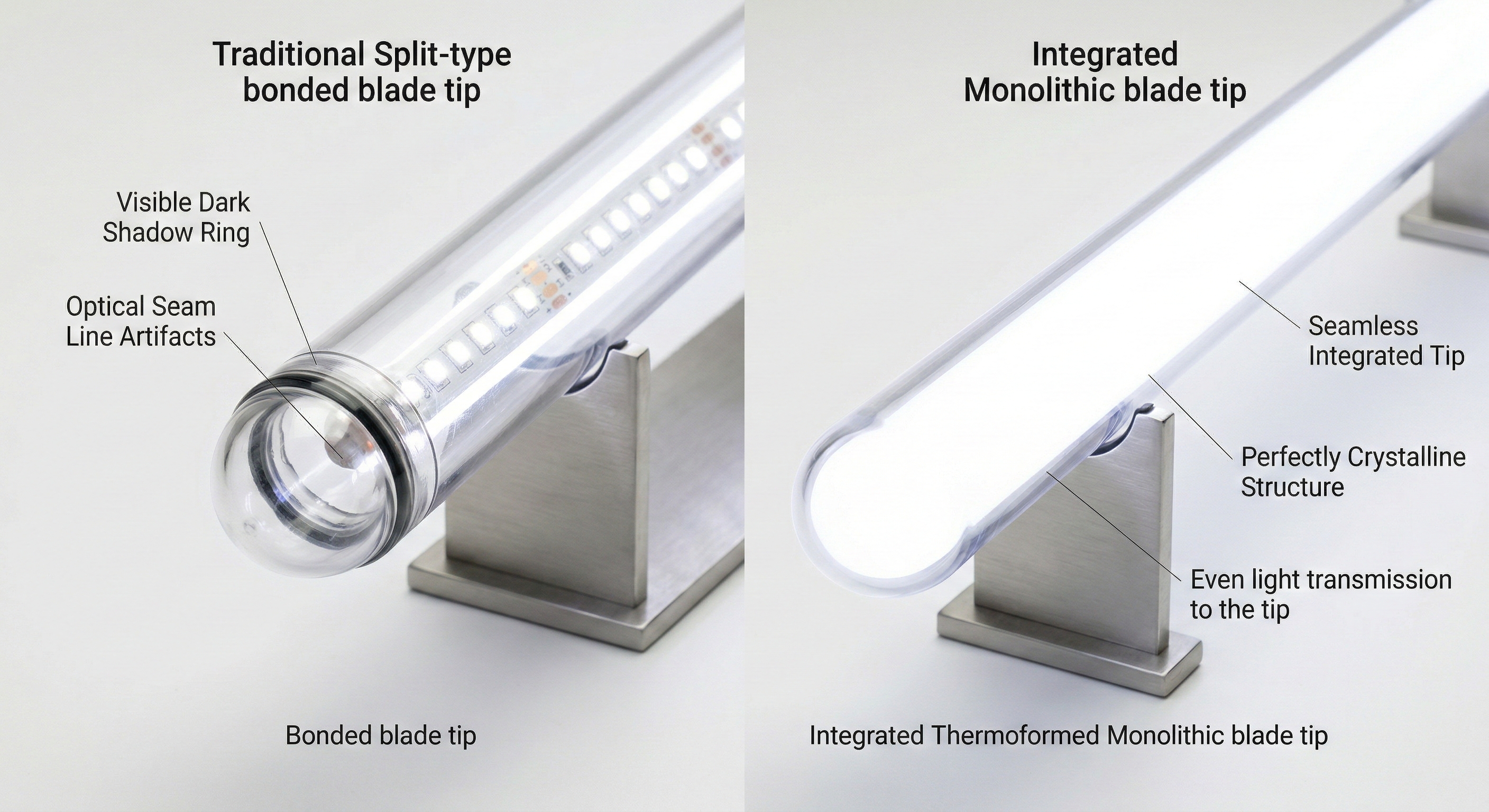
กระบวนการนี้เป็นวิธีการแก้ปัญหาที่ดีที่สุดสำหรับใบมีดระดับพรีเมียมแบบพิกเซล (NeoPixel)
ข้อได้เปรียบของโครงสร้างกลวง: ส่วนปลายที่ขึ้นรูปด้วยความร้อนจะเกิดโพรงกลวงภายในโดยธรรมชาติ ซึ่งช่วยให้แถบ LED พิกเซลแบบยืดหยุ่นสามารถขยายตัวไปถึงส่วนปลายสุดของใบมีดได้อย่างสมบูรณ์ ร่วมกับโฟมกระจายแสงภายใน ทำให้บรรลุผลลัพธ์การให้แสงแบบ "ส่องสว่างทั่วทั้งใบมีด" อย่างแท้จริง
การกำจัดแหวนเงา: ใบมีดแบบแยกส่วนแบบดั้งเดิมมักแสดงแหวนเงาสีดำที่มองเห็นได้ชัดเจนบริเวณจุดต่อ เนื่องจากค่าดัชนีการหักเหของกาวไม่สอดคล้องกัน หรือจากการทับซ้อนกันทางกายภาพ ขณะที่กระบวนการแบบบูรณาการนี้กำจัดรอยต่อทางกายภาพออกไปทั้งหมด ทำให้แสงผ่านได้อย่างไม่มีอุปสรรค และให้ผลลัพธ์เชิงภาพที่ไร้รอยต่อ
ใบมีดแบบเทอร์โมฟอร์มแบบบูรณาการ (รุ่นความหนา 3 มม.) ถือเป็นจุดสูงสุดของความแข็งแรงเชิงกายภาพในกระบวนการผลิตแสงดาบในปัจจุบัน โดยการยอมเสียความชัดเจนเชิงแสงเพียงเล็กน้อย (รอยไหลเล็กน้อยที่ปลายใบมีด) จึงแลกกับความปลอดภัยอย่างสมบูรณ์แบบด้วยความเสี่ยงในการหลุดออกเป็นศูนย์ และลักษณะภายนอกที่ไร้รอยต่ออย่างแท้จริงของการนำแสง ทำให้เป็นการจัดวางโครงสร้างที่ผู้ฝึกต่อสู้แบบหนักหน่วงนิยมใช้มากที่สุด