
Интегрированное / монолитное лезвие светового меча из поликарбоната
Классификация лезвий световых мечей по геометрической форме
В зависимости от эстетического дизайна и сценариев применения (например, полноконтактные поединки, сценические выступления или косплей) лезвия делятся на три основных геометрических типа.
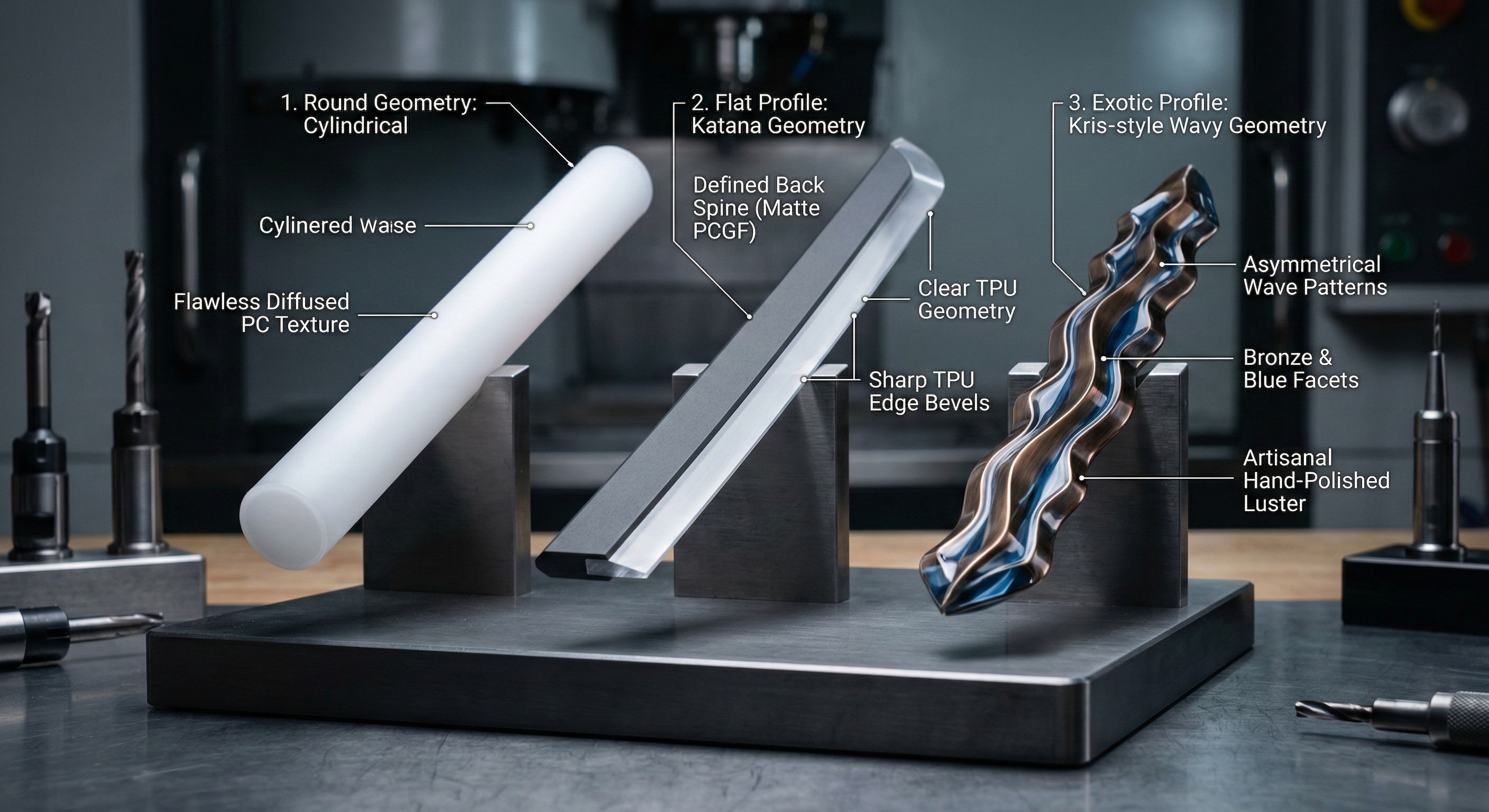
Цилиндрическое (круглое) лезвие
Определение: колоннообразное тело со стандартным круглым кольцевым или сплошным круглым поперечным сечением. Это основной форм-фактор, на который приходится более 95 % рынка.
Физическая логика: цилиндрическая структура обладает изотропным моментом инерции, то есть её конструкционная прочность и устойчивость остаются неизменными независимо от угла удара, что делает её идеальной для боевого применения.
Плоское (саблеподобное) лезвие
Определение: поперечные сечения, разработанные для имитации традиционного холодного оружия (например, японской катаны, китайского меча династии Тан или широкого меча), имеющие плоскую или клиновидную форму.
Физическая логика: как правило, изготавливаются путем механической обработки толстых пластин или специализированного профильного экструдирования. Из-за направленной природы поперечного сечения изгибная жесткость значительно различается между «хребтом» и «краем».
Экзотический (неправильный) клинок
Определение: включает все специализированные формы, за исключением круглых и плоских типов, в том числе, но не ограничиваясь, волнистыми узорами (крис), трехзубцами, спиралями или неправильными многоугольниками, такими как «Темный меч».
Примечание: в основном это индивидуальные изделия ручной работы с низким уровнем стандартизации.
Конструктивное устройство круглых клинков светового меча
Для распространенных круглых поликарбонатных клинков отрасль классифицирует их на категории «интегрированные» и «раздельные/сборные» в зависимости от способа соединения корпуса трубки и наконечника.
Интегрированное / монолитное лезвие светового меча из поликарбоната
Физические свойства: корпус и наконечник выполнены из одного куска материала без физических швов.
1.Почему мы не производим полые поликарбонатные клинки длиной 72 см методом литья под давлением?
Проблема «смещения сердцевины» Это самое серьёзное физическое препятствие при производстве.
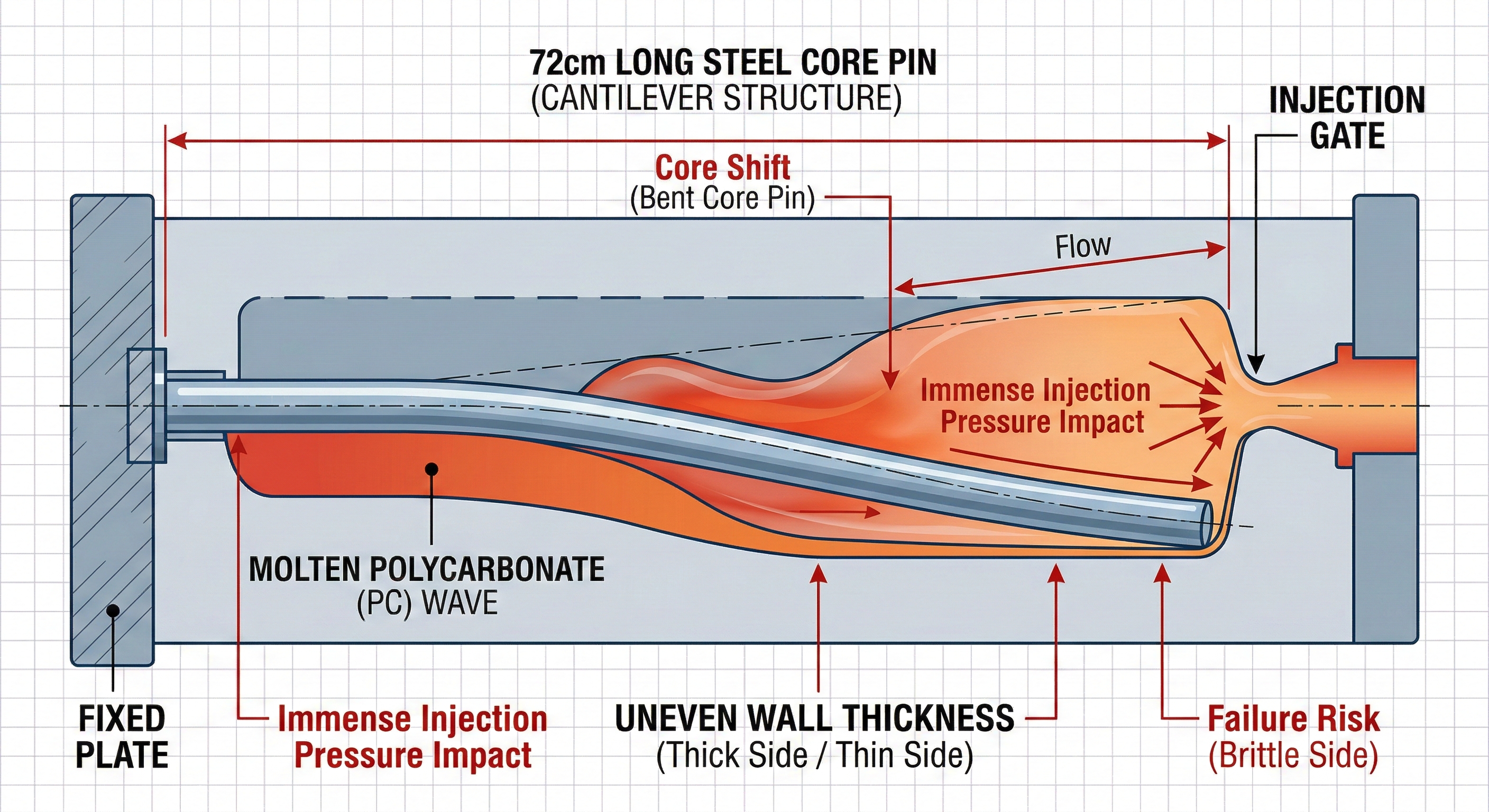
Структурная логика: для формования полой трубы в центре формы должен быть закреплен сплошной стальной стержень (центральный штифт).
Физическая дилемма: этот стальной стержень будет иметь длину 72 см (а с учётом литниковых каналов — ещё больше), но диаметром всего около 20 мм и зафиксирован только с одного конца. В инженерии такая конструкция известна как консольная балка.
Давление впрыска: поликарбонат (PC) обладает высокой вязкостью и требует чрезвычайно высокого давления впрыска. Когда расплавленный пластик со скоростью вводится в форму, это давление воздействует на подвешенный стальной стержень подобно приливной волне.
Последствие: стержень неизбежно изогнётся под действием давления (смещение центрального штифта), что приведёт к неравномерной толщине стенки — с одной стороны она станет чрезвычайно большой, а с другой — чрезвычайно малой.
Риск: тонкая сторона станет хрупкой, как бумага, и разрушится даже при самом незначительном ударе.
Результат: процент брака при производстве может достигать 99 %.
Угол выталкивания по сравнению с цилиндрической эстетикой
Логика выталкивания: По мере охлаждения отформованной детали пластик сжимается и плотно обхватывает центральный стержень. Чтобы извлечь этот стержень длиной 72 см, он должен быть спроектирован с углом выталкивания, то есть иметь коническую форму (с постепенным уменьшением диаметра).
Эстетическая катастрофа: Если попытаться изготовить идеально цилиндрическое лезвие (с постоянным диаметром от основания до вершины), угол выталкивания будет равен нулю. В результате центральный стержень окажется невозможно извлечь, либо вакуумное давление («вакуумная блокировка») приведёт к растрескиванию лезвия при выталкивании.
Компромисс: При добавлении необходимого угла выталкивания лезвие приобретает форму конуса с «толстым основанием и тонким кончиком», полностью теряя характерный эстетический стандарт светового меча — «цилиндрический луч».
Следы сварки и оптическая прозрачность
Длина потока: Даже если формовка технически удастся, длина пути потока слишком велика (72 см). К тому моменту, когда расплавленный пластик достигнет дальнего конца (вершины), его температура значительно снизится, что затруднит идеальное молекулярное слияние.
Последствие: на корпусе лезвия появятся видимые следы течения и сварные швы. При освещении они создают некрасивые теневые линии и артефакты, не позволяя достичь чистой, кристально прозрачной поверхности, которую обеспечивает высококачественная экструдированная трубка.
для цилиндрической (без конусности) поликарбонатной трубки с наружным диаметром 1 дюйм (25,4 мм) и толщиной стенки 2–3 мм длина 30 см (300 мм) представляет собой «безопасный предел» для промышленного массового производства.
Если допустимо значительное уклонение от вертикали (видимое сужение), этот предел можно незначительно увеличить до 40–50 см. Однако такой продукт уже не соответствует стандартному лезвию светового меча и относится к категории «шото» (короткий меч).
2.Интегрированная технология термоформования
На премиальном рынке световых мечей, особенно в сегменте тяжелых поединков, где главными приоритетами являются максимальная безопасность и оптическое совершенство, отрасль применяет технологию «вторичного термоформования», заимствованную из промышленной обработки труб. Эта технология заменяет традиционную разъёмную конструкцию склеивания и приводит к созданию так называемого «монолитного лезвия» или «интегрированного лезвия».
Принцип процесса: молекулярная непрерывность
В отличие от литья под давлением или клеевого соединения, этот процесс использует термопластичные свойства поликарбоната (PC).
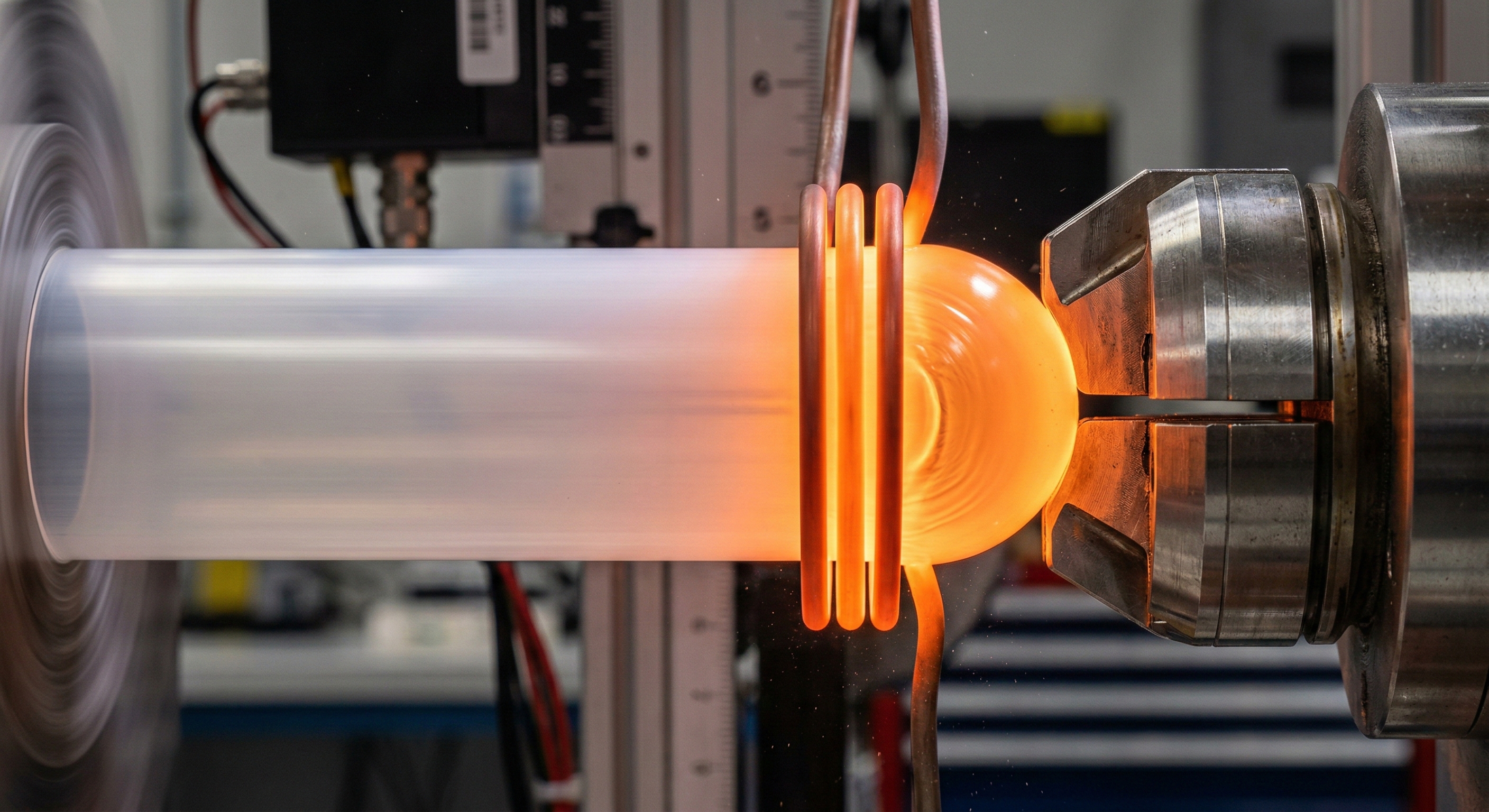
Нагрев и размягчение: конец стандартной экструдированной трубки помещается в индукционный нагреватель высокой частоты или в инфракрасное поле и точно нагревается выше температуры стеклования (Tg, ~147 °C) до критической точки между резиноподобным и вязкотекучим состояниями.
Вращение и герметизация: с помощью высокоскоростного процесса вращения или полусферической горячей пресс-формы размягчённые стенки выдавливаются внутрь и сплавляются, в результате чего полностью закрываются, образуя полусферический наконечник.
Физический результат: при охлаждении корпус лезвия и его наконечник сохраняют молекулярную цепочную непрерывность. Поскольку они выполнены из одного куска материала, физического интерфейса не существует, что полностью устраняет структурные слабости, такие как «расслоение» или «разрушение».
Требование к материалу: правило толщины стенки 3 мм для тяжёлого сорта
Хотя теоретически любую поликарбонатную трубку можно термосварить, только трубки тяжёлого сорта со стенкой толщиной 3 мм соответствуют стандартам безопасности «Готово к бою».
Эффект растяжения и утончения: в процессе термоформовки при сужении материала от цилиндрической формы до куполообразной изменяется площадь поверхности, что неизбежно приводит к локальному утончению стенки.
Расчёт порога безопасности:
При использовании стандартной трубки толщиной 2 мм: толщина запаянного наконечника может снизиться до <1 мм, образуя хрупкую оболочку, которая разрушается при ударе.
При использовании тяжёлой трубки толщиной 3 мм: даже после растяжения наконечник сохраняет эффективный сплошной слой толщиной 1,5–2 мм. Такая толщина достаточна для выдерживания высоконагруженных ударов при прямом контакте в поединках.
Идеальная форма для пиксельных лезвий
Этот процесс представляет собой оптимальное решение для высококачественных лезвий Pixel (Neopixel).
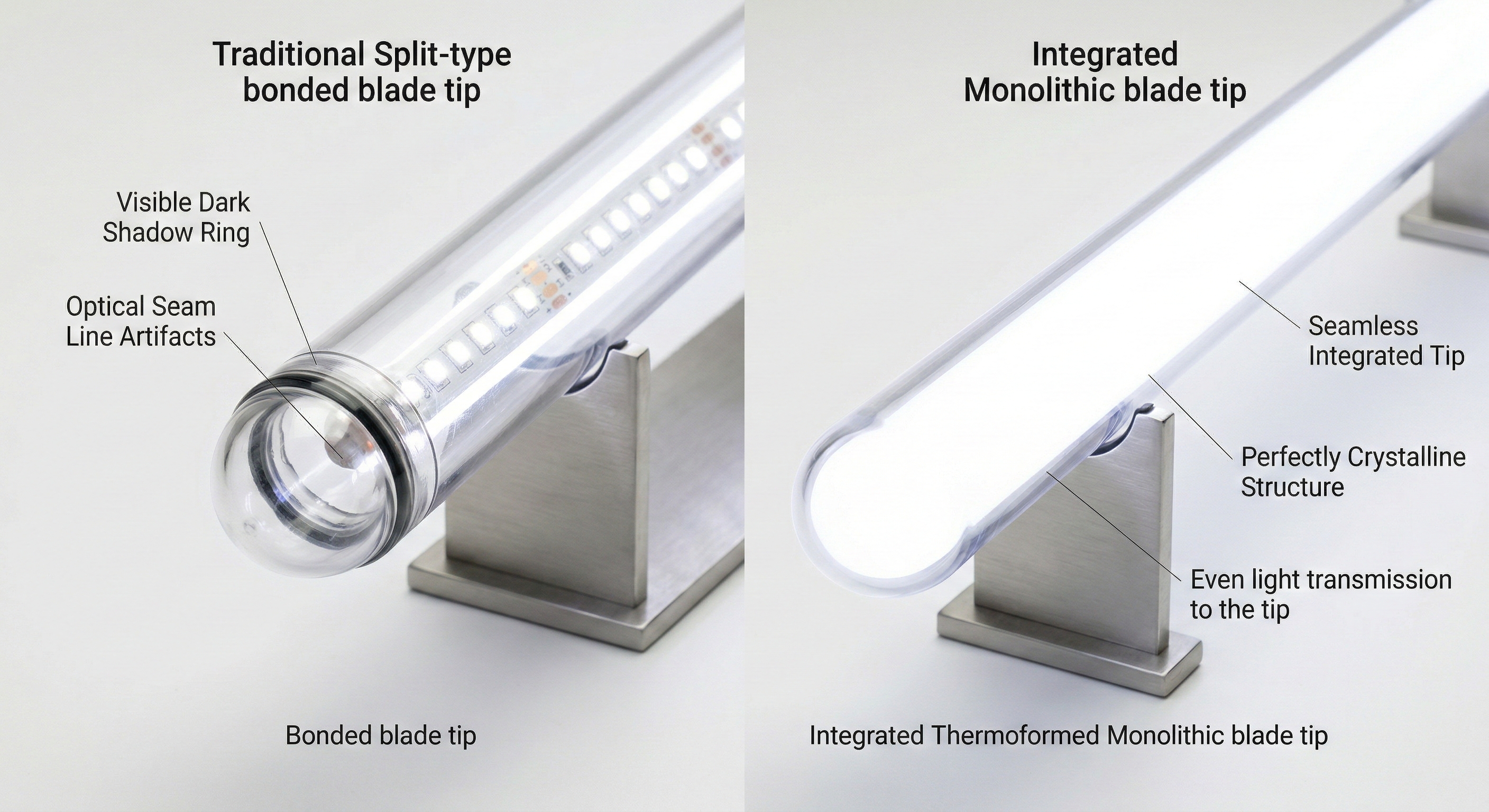
Преимущество полой структуры: термоформованный наконечник естественным образом создаёт внутреннюю полую полость. Это позволяет гибкой светодиодной пиксельной ленте достигать самой вершины лезвия. В сочетании с внутренней светорассеивающей пеной достигается подлинное «полное освещение лезвия».
Устранение теневого кольца: у традиционных лезвий раздельной конструкции на месте соединения часто наблюдается видимое чёрное теневое кольцо из-за несоответствия показателей преломления клея или физического нахлёста. Интегрированный процесс устраняет физический шов, обеспечивая беспрепятственную передачу света и создавая визуально бесшовный эффект.
Интегрированный термоформованный лезвие (версия 3 мм) представляет собой вершину физической прочности в современном производстве световых мечей. Жертвуя минимальным количеством оптической прозрачности (незначительные следы течения на кончике), оно обеспечивает абсолютную безопасность — нулевой риск отсоединения — и полностью гармоничный внешний вид бесшовной светопроводимости, что делает его предпочтительной конфигурацией для участников интенсивных поединков.