
Hoja integrada / monolítica de sable de luz de PC
Clasificación de las hojas de sable de luz según su forma geométrica
Basada en el diseño estético y los escenarios de aplicación (por ejemplo, combate completo, actuación escénica o cosplay), las hojas se clasifican en tres tipos geométricos principales.
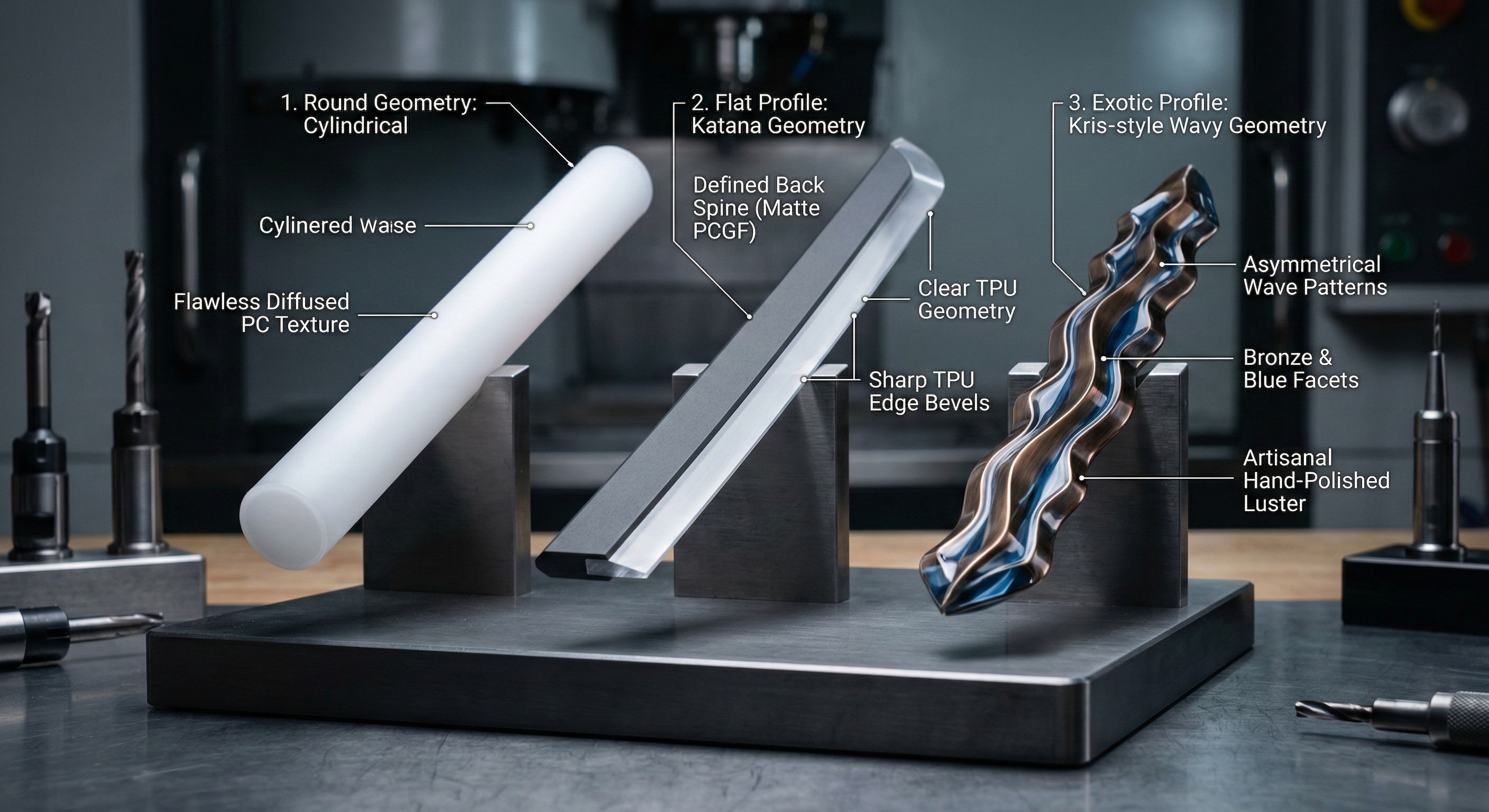
Hoja cilíndrica (redonda)
Definición: un cuerpo columnar con una sección transversal circular estándar, ya sea anular o maciza. Esta es la forma predominante, que representa más del 95 % del mercado.
Lógica física: La estructura cilíndrica posee un momento de inercia isótropo, lo que significa que su resistencia estructural y su capacidad de recuperación permanecen constantes independientemente del ángulo de impacto, lo que la hace ideal para el combate.
Hoja plana (perfil de espada)
Definición: Secciones transversales diseñadas para imitar armas frías tradicionales (por ejemplo, katana japonesa, espada Tang o espada ancha), con una estructura plana o en forma de cuña.
Lógica física: Normalmente se mecanizan a partir de placas gruesas o se fabrican mediante extrusión de perfiles especializados. Debido a la naturaleza direccional de la sección transversal, la rigidez a la flexión difiere significativamente entre la «espina dorsal» y el «filo».
Hoja exótica (irregular)
Definición: Incluye todas las formas especializadas que no son circulares ni planas, como patrones ondulados (kris), tridentes, espirales o polígonos irregulares como el «Darksaber».
Nota: Estos productos suelen ser artesanales personalizados, con una baja estandarización.
Construcción estructural de las hojas redondas de sable de luz
Para las palas de policarbonato (PC) redondas estándar, la industria las clasifica en categorías de «integradas» y «divididas/montadas» según el método de conexión entre el cuerpo del tubo y la punta.
Hoja integrada / monolítica de sable de luz de PC
Propiedades físicas: El cuerpo y la punta están fabricados con una sola pieza de material, sin juntas físicas.
1.¿Por qué no moldeamos por inyección palas huecas de PC de 72 cm?
El problema del «desplazamiento del núcleo» Este es el mayor obstáculo físico individual en la fabricación.
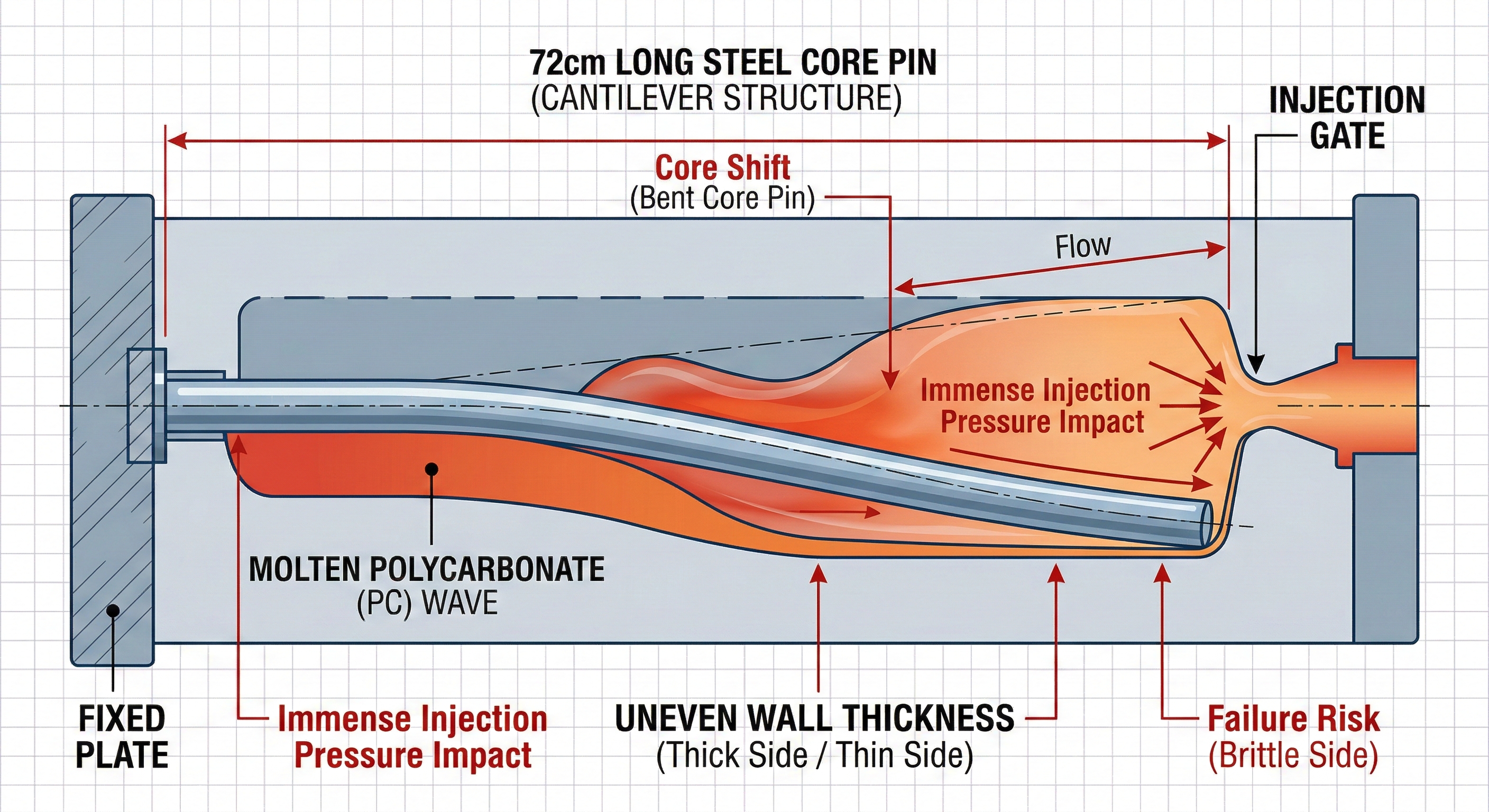
Lógica estructural: Para moldear un tubo hueco, debe haber una varilla de acero sólida (perno de núcleo) suspendida en el centro del molde.
El dilema físico: Esta varilla de acero tendría 72 cm de longitud (e incluso más si se incluyen los canales de alimentación), pero solo unos 20 mm de diámetro, fijada únicamente en un extremo. En ingeniería, esta configuración se conoce como estructura de viga en voladizo.
Presión de inyección: El policarbonato (PC) tiene alta viscosidad y requiere una presión de inyección muy elevada. Cuando el plástico fundido entra a gran velocidad en el molde, dicha presión impacta contra la varilla de acero suspendida como una ola gigantesca.
La consecuencia: La varilla se doblará inevitablemente bajo presión (desplazamiento del núcleo). Esto provoca un espesor de pared irregular: un lado se vuelve extremadamente grueso, mientras que el otro se vuelve extremadamente delgado.
El riesgo: El lado delgado se vuelve tan frágil como papel y se romperá al menor impacto.
El resultado: La tasa de rechazo en la fabricación podría alcanzar hasta el 99 %.
Ángulo de desmoldeo frente a estética cilíndrica
Lógica de desmoldeo: A medida que la pieza moldeada se enfría, el plástico se contrae y se adhiere firmemente al perno del núcleo. Para extraer esta varilla de 72 cm de longitud, la varilla debe diseñarse con un ángulo de desmoldeo, es decir, debe tener forma troncocónica (cónica).
Desastre estético: Si intenta fabricar una cuchilla perfectamente cilíndrica (diámetro uniforme de arriba abajo), no habrá ángulo de desmoldeo. En tal caso, será imposible extraer la varilla del núcleo, o bien la fuerza de vacío (bloqueo por vacío) provocará grietas en la cuchilla durante la extracción.
El compromiso: Si se añade el ángulo de desmoldeo necesario, la hoja se convierte en un cono de "base gruesa y punta fina", perdiendo por completo el icónico estándar estético del sable de luz: un "haz cilíndrico".
Líneas de soldadura y claridad óptica
Longitud de flujo: Incluso si el moldeo tiene éxito desde el punto de vista mecánico, la trayectoria de flujo es demasiado larga (72 cm). Para cuando el plástico fundido llega al extremo opuesto (la punta), la temperatura ha descendido notablemente, lo que dificulta una fusión molecular perfecta.
La consecuencia: Aparecerán marcas de flujo y líneas de soldadura visibles a lo largo del cuerpo de la hoja. Al iluminarse, estas generan líneas de sombra y artefactos poco estéticos, impidiendo alcanzar la transparencia pura y cristalina que ofrece un tubo extruido de alta calidad.
para un tubo cilíndrico (sin ángulo de desmoldeo) de policarbonato con un diámetro exterior de 1 pulgada (25,4 mm) y un espesor de pared de 2–3 mm, 30 cm (300 mm) representa el "límite seguro" para la producción industrial en masa.
Si se acepta un ángulo de desmoldeo significativo (convergencia visible), este límite puede ampliarse ligeramente hasta 40-50 cm. Sin embargo, un producto así ya no califica como una hoja estándar de sable de luz, sino que entra en la categoría de «Shoto» (sable corto).
2.Tecnología integrada de conformado térmico
En el mercado de sables de luz de gama alta, especialmente en el sector de combate intenso, donde se busca la máxima seguridad y perfección óptica, la industria emplea una técnica de «conformado térmico secundario» derivada del procesamiento industrial de tuberías. Esta técnica sustituye la estructura tradicional de unión por piezas separadas, dando lugar a lo que se conoce como «hoja monolítica» o «hoja integrada».
Principio del proceso: continuidad molecular
A diferencia del moldeo por inyección o de la unión mediante adhesivos, este proceso aprovecha las propiedades termoplásticas del policarbonato (PC).
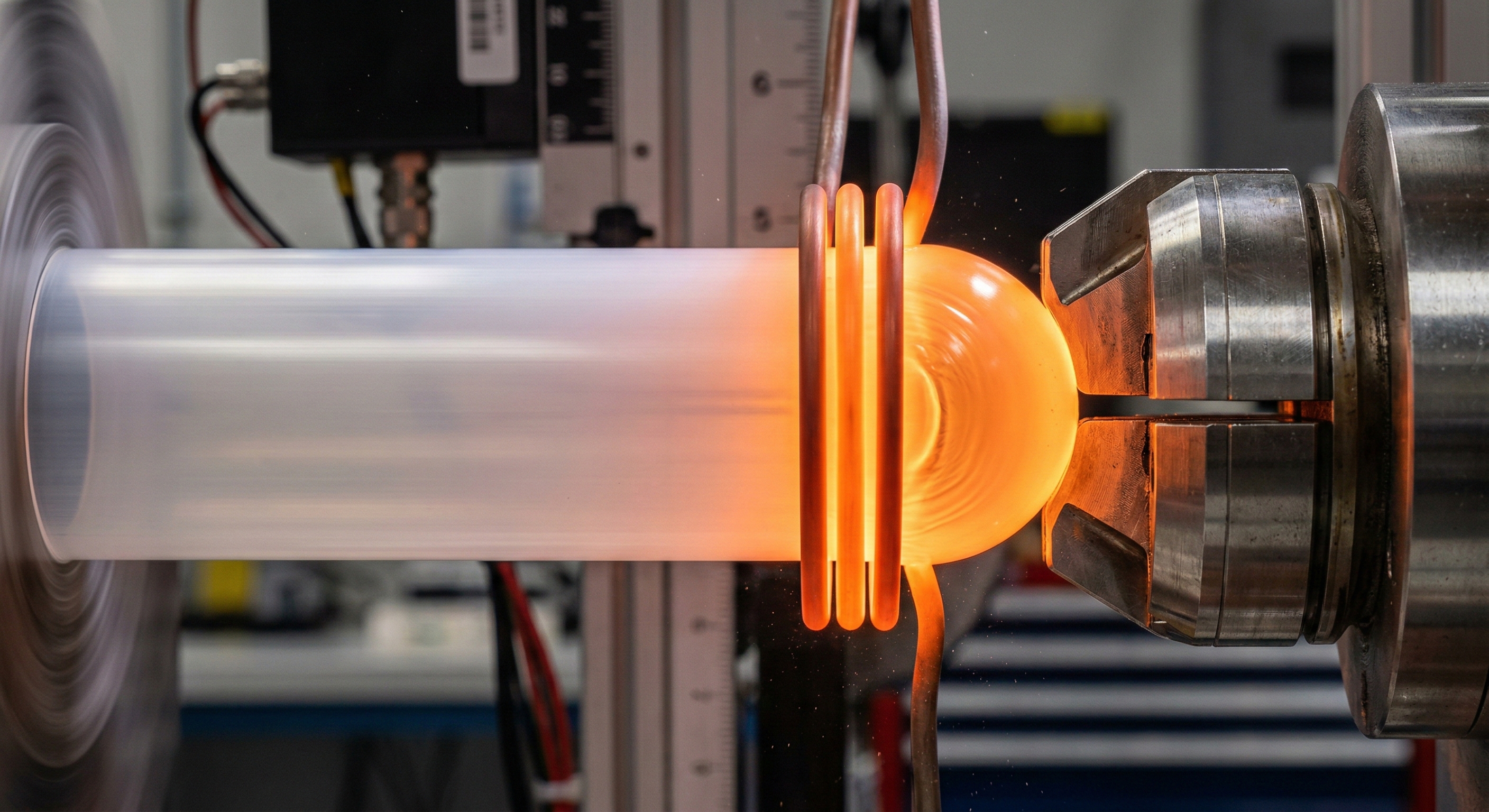
Calentamiento y ablandamiento: La punta de un tubo extruido estándar se coloca en un calentador de inducción de alta frecuencia o en un campo infrarrojo, calentándose con precisión por encima de su Temperatura de Transición Vítrea (Tg, ~147 °C) hasta el punto crítico entre los estados de flujo elastomérico y viscoso.
Girado y sellado: Mediante un proceso de giro a alta velocidad o un molde hemisférico de prensado en caliente, las paredes ablandadas se fuerzan a fluir hacia el interior y fusionarse, cerrándose finalmente para formar una punta hemisférica.
Resultado físico: Al enfriarse, el cuerpo de la cuchilla y su punta mantienen la continuidad de la cadena molecular. Al tratarse de una única pieza de material, no existe ninguna interfaz física, eliminando por completo debilidades estructurales como la «deslaminación» o la «rotura».
Requisito del material: Regla del tubo de grado pesado de 3 mm
Aunque teóricamente cualquier tubo de policarbonato (PC) puede sellarse térmicamente, únicamente los tubos de grado pesado con espesor de pared de 3 mm cumplen los estándares de seguridad «listos para el combate».
Efecto de estiramiento y adelgazamiento: Durante el conformado térmico, al contraerse el material de un cilindro a una cúpula, el área superficial cambia, lo que inevitablemente provoca un adelgazamiento localizado de la pared.
Cálculo del umbral de seguridad:
Uso de un tubo estándar de 2 mm: El grosor de la punta sellada puede reducirse a < 1 mm, creando una envoltura frágil que se rompe al impactar.
Uso de un tubo reforzado de 3 mm: Incluso tras el estiramiento, la punta conserva una capa sólida efectiva de 1,5 mm a 2 mm. Este grosor es suficiente para resistir impactos de empuje de alta intensidad en duelos de contacto total.
La forma definitiva para las hojas Pixel
Este proceso representa la solución óptima para hojas Pixel (Neopixel) de gama alta.
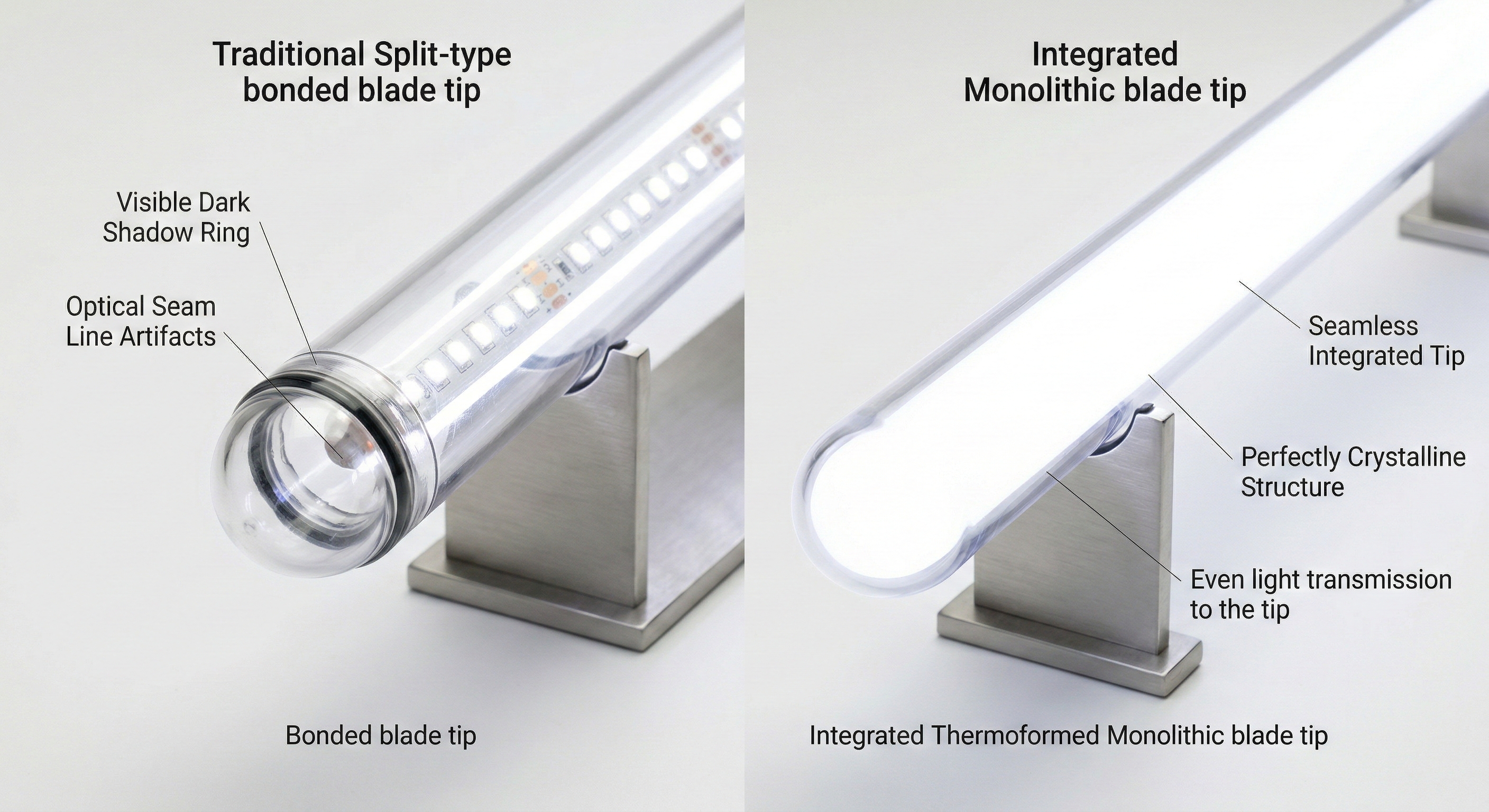
Ventaja de la estructura hueca: La punta conformada térmicamente crea naturalmente una cavidad interna hueca. Esto permite que la tira flexible de LEDs pixel extienda su longitud hasta la parte más alta de la hoja. Combinado con espuma interna difusora de luz, logra una «iluminación completa de la hoja» real.
Eliminación del anillo de sombra: Las hojas tradicionales de tipo dividido suelen presentar un anillo negro de sombra visible en el punto de conexión debido a la diferencia de índice de refracción del adhesivo o a la superposición física. El proceso integrado elimina la junta física, permitiendo una transmisión de luz ininterrumpida y logrando un efecto visual perfectamente continuo.
La hoja termoformada integrada (versión de 3 mm) representa la máxima expresión de resistencia física en la fabricación actual de sables de luz. Al sacrificar una mínima cantidad de claridad óptica (leves marcas de flujo en la punta), se obtiene como contrapartida la seguridad absoluta de riesgo cero de desprendimiento y la estética completa de conducción de luz sin interrupciones, lo que la convierte en la configuración preferida para los duelistas más exigentes.