
Lama per spada laser integrata / monolitica in policarbonato
Classificazione delle lame per spada laser in base alla forma geometrica
In base al design estetico e agli scenari di utilizzo (ad es. duelli a contatto pieno, performance teatrali o cosplay), le lame sono suddivise in tre principali tipologie geometriche.
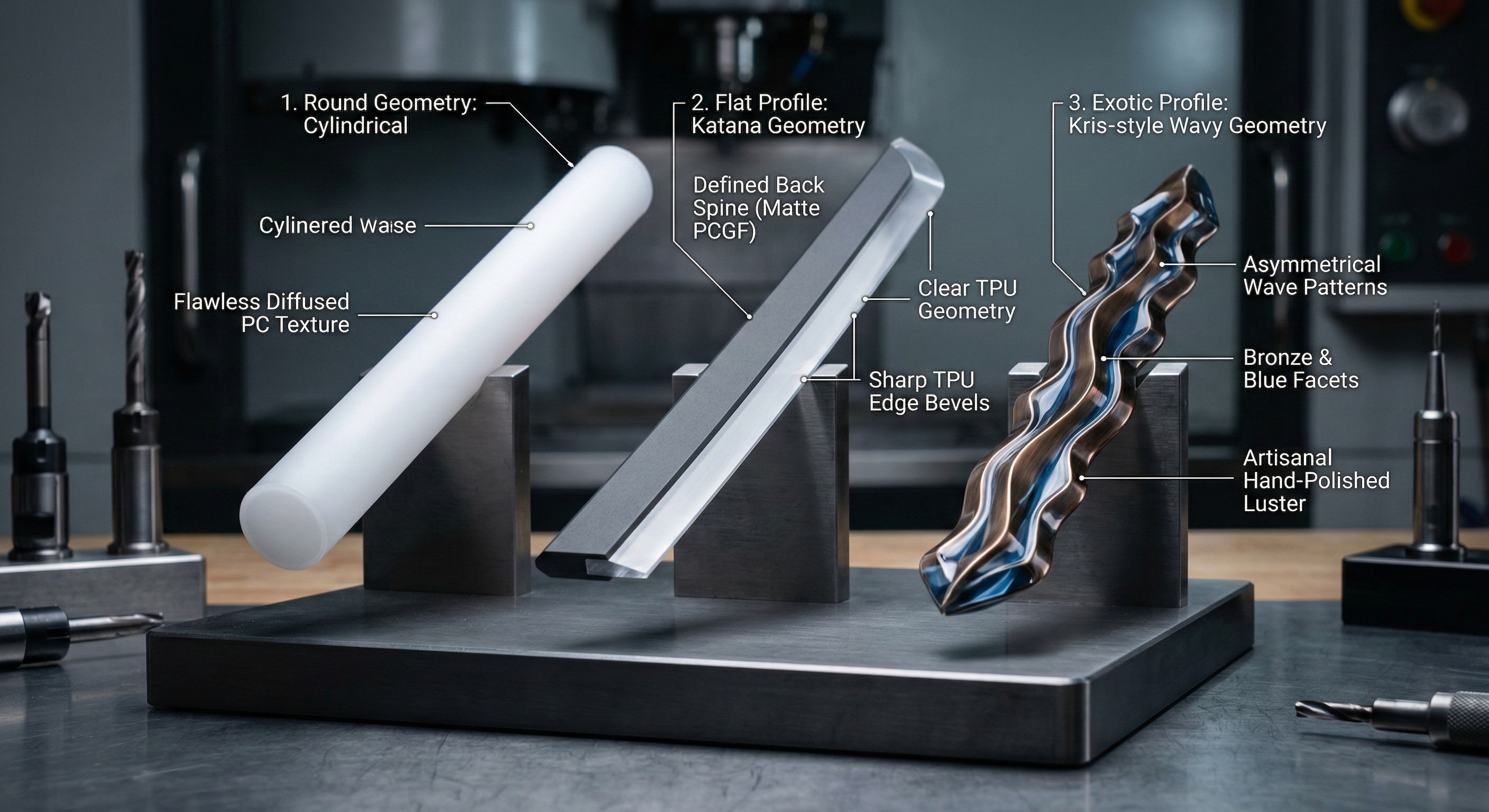
Lama cilindrica (rotonda)
Definizione: un corpo colonnare con sezione trasversale circolare standard, cava o piena. Questa è la forma più diffusa, che rappresenta oltre il 95% del mercato.
Logica fisica: La struttura cilindrica possiede un Momento d'inerzia isotropo, il che significa che la sua resistenza strutturale e la sua resilienza rimangono costanti indipendentemente dall'angolo di impatto, rendendola ideale per lo scontro.
Lama piatta (profilo da spada)
Definizione: Sezioni trasversali progettate per imitare armi bianche tradizionali (ad esempio katana giapponese, spada Tang o spada a doppio taglio) con una struttura piatta o a forma di cuneo.
Logica fisica: Generalmente lavorata partendo da lamiere spesse o prodotta mediante estrusione di profili specializzati. A causa della natura direzionale della sezione trasversale, la rigidezza flessionale differisce notevolmente tra "schiena" e "tagliente".
Lama esotica (irregolare)
Definizione: Comprende tutte le forme specializzate escluse quelle circolari e piatte, inclusi ma non limitati a motivi ondulati (kris), tridenti, spirali o poligoni irregolari come il "Darksaber".
Nota: Si tratta prevalentemente di prodotti artigianali su misura, con basso livello di standardizzazione.
Costruzione strutturale delle lame rotonde per lightsaber
Per le pale in policarbonato (PC) rotonde di uso comune, il settore le classifica nelle categorie «Integrate» e «Divise/Assemblate» in base al metodo di connessione tra corpo tubolare e punta.
Lama per spada laser integrata / monolitica in policarbonato
Proprietà fisiche: corpo e punta sono realizzati in un unico pezzo di materiale, senza giunture fisiche.
1.Perché non produciamo pale in PC cave da 72 cm mediante stampaggio a iniezione?
Il problema dello «spostamento del nucleo» Questo rappresenta l’ostacolo fisico più importante nella produzione.
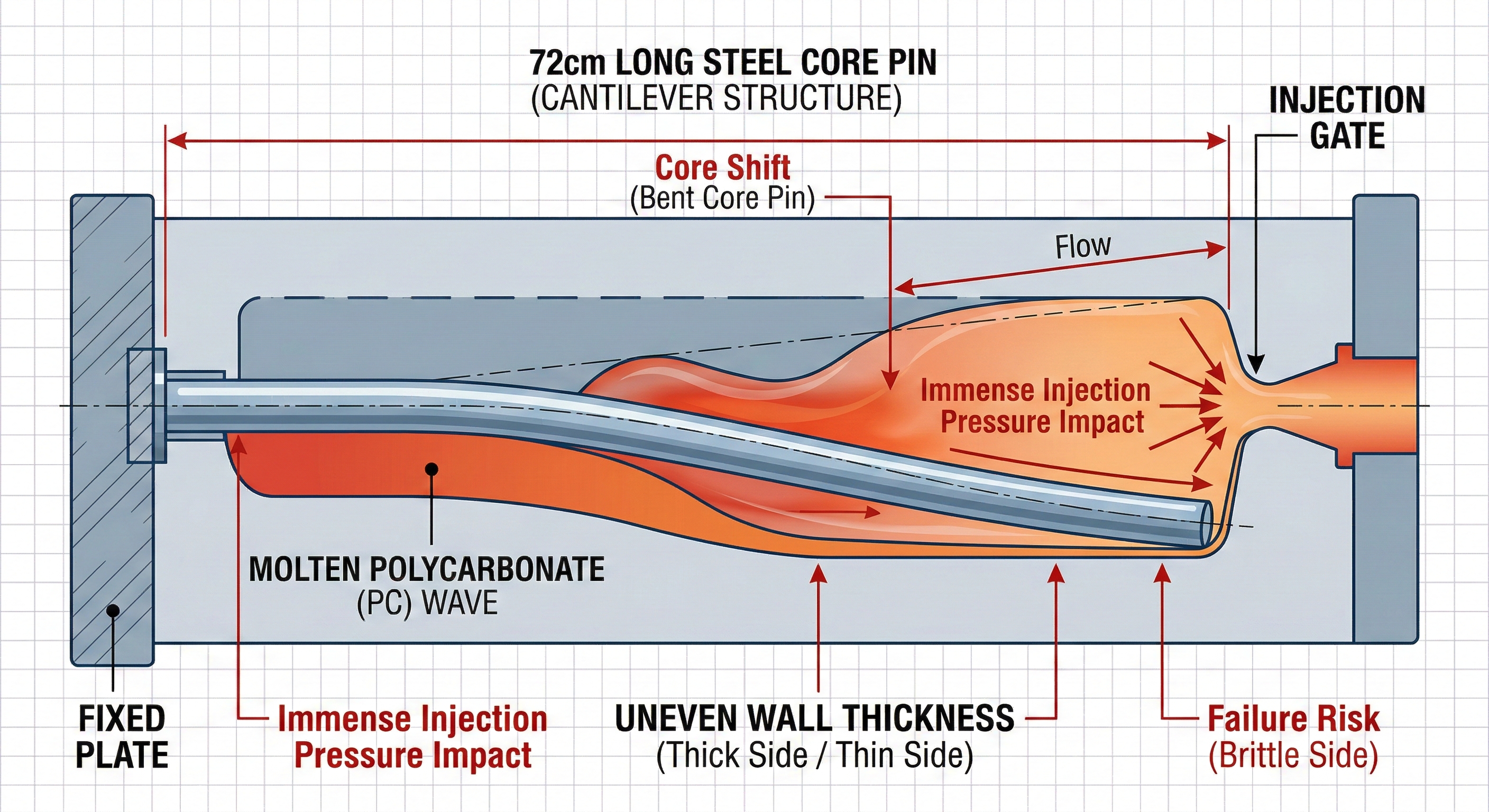
Logica strutturale: per ottenere un tubo cavo mediante stampaggio a iniezione è necessario inserire una barra d’acciaio solida (perno di nucleo) sospesa al centro dello stampo.
Dilemma fisico: tale barra d’acciaio avrebbe una lunghezza di 72 cm (ancora maggiore, se si includono i canali di alimentazione) e un diametro di circa 20 mm, ed è fissata a un solo estremo. In ingegneria, questa configurazione è nota come struttura a mensola.
Pressione di iniezione: il policarbonato (PC) presenta un’elevata viscosità e richiede una pressione di iniezione molto elevata. Quando la plastica fusa viene immessa nello stampo ad alta velocità, tale pressione agisce sulla barra d’acciaio sospesa come un’onda anomala.
La conseguenza: La barra si piegherà inevitabilmente sotto pressione (spostamento del nucleo). Ciò comporta uno spessore irregolare della parete: un lato diventa estremamente spesso, mentre l'altro diventa estremamente sottile.
Il rischio: Il lato sottile diventa fragile come carta e si frantumerà al minimo impatto.
Il risultato: La percentuale di scarti nella produzione potrebbe raggiungere il 99%.
Angolo di sformo vs. estetica cilindrica
Logica di estrazione: Durante il raffreddamento del pezzo stampato, la plastica si contrae e aderisce saldamente al perno del nucleo. Per estrarre questa barra lunga 72 cm, la barra deve essere progettata con un angolo di sformo, ossia deve presentare una forma tronco-conica (tapered).
Disastro estetico: Se si tenta di realizzare una lama perfettamente cilindrica (diametro uniforme dalla sommità alla base), l’angolo di sformo sarà nullo. Ciò renderà impossibile estrarre il perno del nucleo, oppure la forza di vuoto (blocco da vuoto) provocherà la rottura della lama durante l’estrazione.
Il compromesso: se si aggiunge l'angolo di sformo necessario, la lama diventa un cono con "base spessa e punta sottile", perdendo completamente l'iconico standard estetico della "fascia cilindrica" tipico di un lightsaber.
Linee di saldatura e chiarezza ottica
Lunghezza del flusso: anche qualora la stampatura riesca dal punto di vista meccanico, il percorso di flusso è troppo lungo (72 cm). Quando la plastica fusa raggiunge l’estremità opposta (la punta), la temperatura scende in modo significativo, rendendo difficile ottenere una perfetta fusione molecolare.
La conseguenza: lungo il corpo della lama compariranno evidenti segni di flusso e linee di saldatura. Quando illuminata, la lama presenterà antiestetiche linee d’ombra e artefatti, non riuscendo a raggiungere la trasparenza pura e cristallina garantita da un tubo estruso di alta qualità.
«Per un tubo cilindrico in policarbonato (senza sformo) con diametro esterno di 1 pollice (25,4 mm) e spessore della parete compreso tra 2 e 3 mm, 30 cm (300 mm) rappresenta il "limite sicuro" per la produzione industriale su larga scala.»
Se è accettabile un angolo di sformo significativo (tapering visibile), questo limite può essere spinto marginalmente fino a 40-50 cm. Tuttavia, un prodotto di questo tipo non rientra più nella categoria della lama standard per lightsaber, ma appartiene invece alla categoria del 'Shoto' (sabro corto).
2.Tecnologia integrata di termoformatura
Nel mercato high-end dei lightsaber, in particolare nel settore Heavy Dueling, dove si mira alla massima sicurezza e perfezione ottica, il settore impiega una tecnica di "termoformatura secondaria" derivata dalla lavorazione industriale dei tubi. Questa sostituisce la tradizionale struttura di incollaggio a sezioni separate, dando origine a quella che viene definita "lama monolitica" o "lama integrata".
Principio del processo: continuità molecolare
A differenza dello stampaggio ad iniezione o dell’incollaggio adesivo, questo processo sfrutta le proprietà termoplastiche del policarbonato (PC).
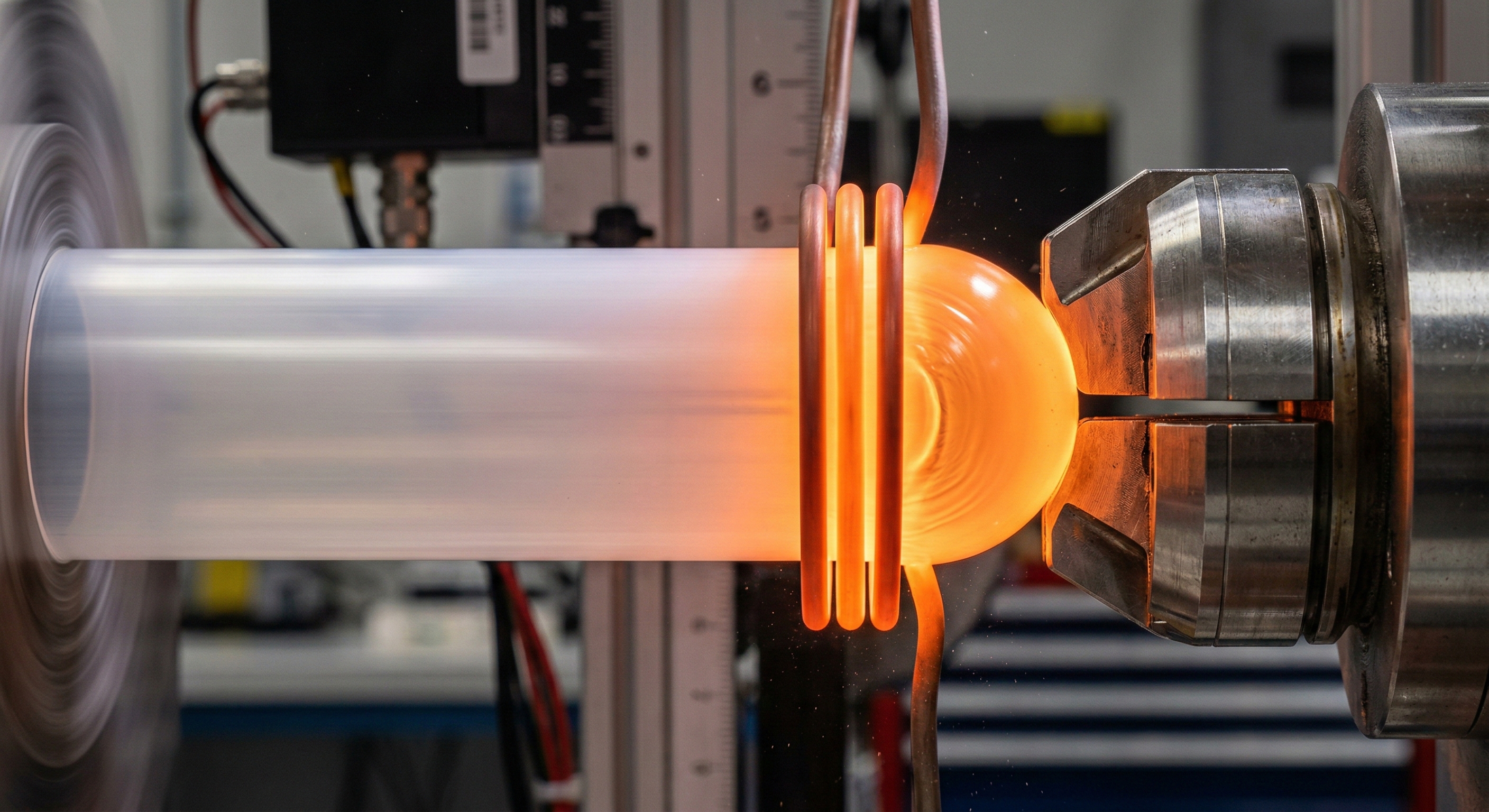
Riscaldamento e ammorbidimento: La punta di un tubo estruso standard viene inserita in un riscaldatore a induzione ad alta frequenza o in un campo a infrarossi, riscaldato con precisione al di sopra della sua Temperatura di transizione vetrosa (Tg, ~147 °C) fino al punto critico tra lo stato gommoso e quello di flusso viscoso.
Rotazione e sigillatura: Mediante un processo di rotazione ad alta velocità o uno stampo per pressofusione emisferico riscaldato, le pareti ammorbidite vengono forzate a fluire verso l’interno e a fondersi, chiudendosi infine per formare una punta emisferica.
Risultato fisico: Al raffreddamento, il corpo della lama e la punta mantengono la continuità delle catene molecolari. Essendo costituiti da un unico pezzo di materiale, non è presente alcuna interfaccia fisica, eliminando completamente difetti strutturali quali "delaminazione" o "rottura".
Requisito del materiale: Regola del tubo di grado pesante da 3 mm
Sebbene teoricamente qualsiasi tubo in PC possa essere sigillato termicamente, soltanto i tubi di grado pesante con spessore di parete pari a 3 mm soddisfano gli standard di sicurezza "pronti al combattimento".
Effetto di allungamento e assottigliamento: Durante la termoformatura, quando il materiale si contrae da una forma cilindrica a una cupola, l'area superficiale cambia, causando inevitabilmente un assottigliamento localizzato della parete.
Calcolo della soglia di sicurezza:
Utilizzando un tubo standard da 2 mm: lo spessore della punta sigillata può scendere a <1 mm, creando una struttura fragile che si frantuma all’impatto.
Utilizzando un tubo rinforzato da 3 mm: anche dopo l’allungamento, la punta conserva uno strato solido efficace di 1,5–2 mm. Questo spessore è sufficiente a resistere a impatti di spinta ad alta intensità nel duello a contatto completo.
La forma definitiva per le lame Pixel
Questo processo rappresenta la soluzione ottimale per lame Pixel (Neopixel) di fascia alta.
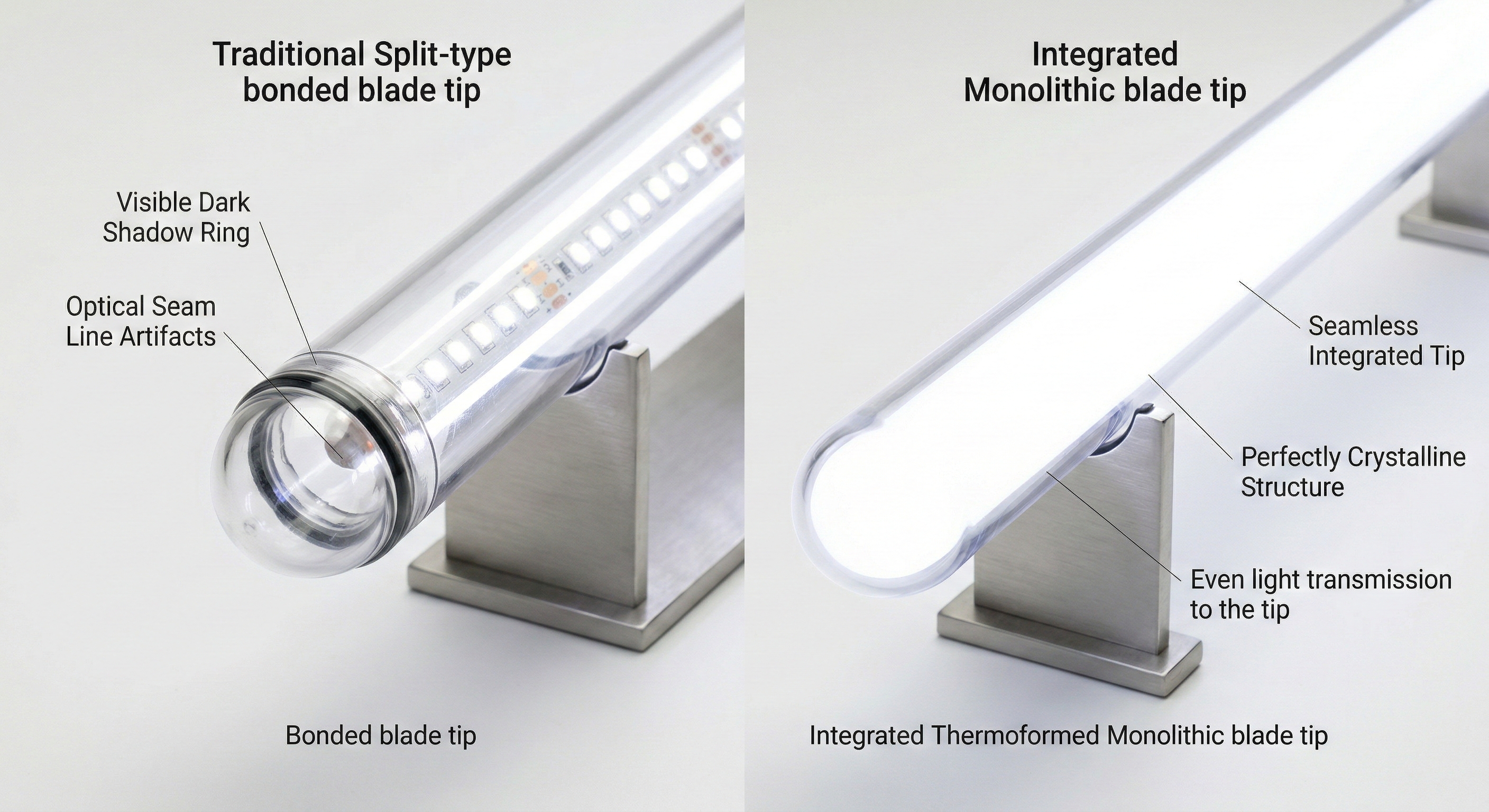
Vantaggio della struttura cava: la punta termoformata crea naturalmente una cavità interna cava. Ciò consente alla flessibile striscia LED pixel di estendersi fino alla punta stessa della lama. In abbinamento alla schiuma interna diffusore di luce, si ottiene una vera "illuminazione completa della lama".
Eliminazione dell'anello d'ombra: le lame tradizionali di tipo diviso presentano spesso un visibile anello nero d'ombra nel punto di giunzione a causa della differenza di indice di rifrazione della colla o della sovrapposizione fisica. Il processo integrato elimina la giuntura fisica, consentendo una trasmissione della luce ininterrotta e un effetto visivo perfettamente continuo.
La lama termoformata integrata (versione da 3 mm) rappresenta il massimo livello di resistenza meccanica nella produzione attuale di spade laser. Sacrificando una minima quantità di trasparenza ottica (lievi segni di flusso alla punta), garantisce la massima sicurezza grazie all’assenza assoluta di rischio di distacco e un’estetica completa di conduzione luminosa continua, rendendola la configurazione preferita dai duellanti più impegnati.