
Integradong / Monolitikong PC na Sibat ng Lightsaber
Klasipikasyon ng Sibat ng Lightsaber Ayon sa Hugis na Heometrik
Batay sa estetikong disenyo at mga senaryo ng paggamit (halimbawa, labanan na may buong kontak, pampublikong pagganap, o cosplay), ang mga sibat ay nahahati sa tatlong pangunahing heometrikong uri.
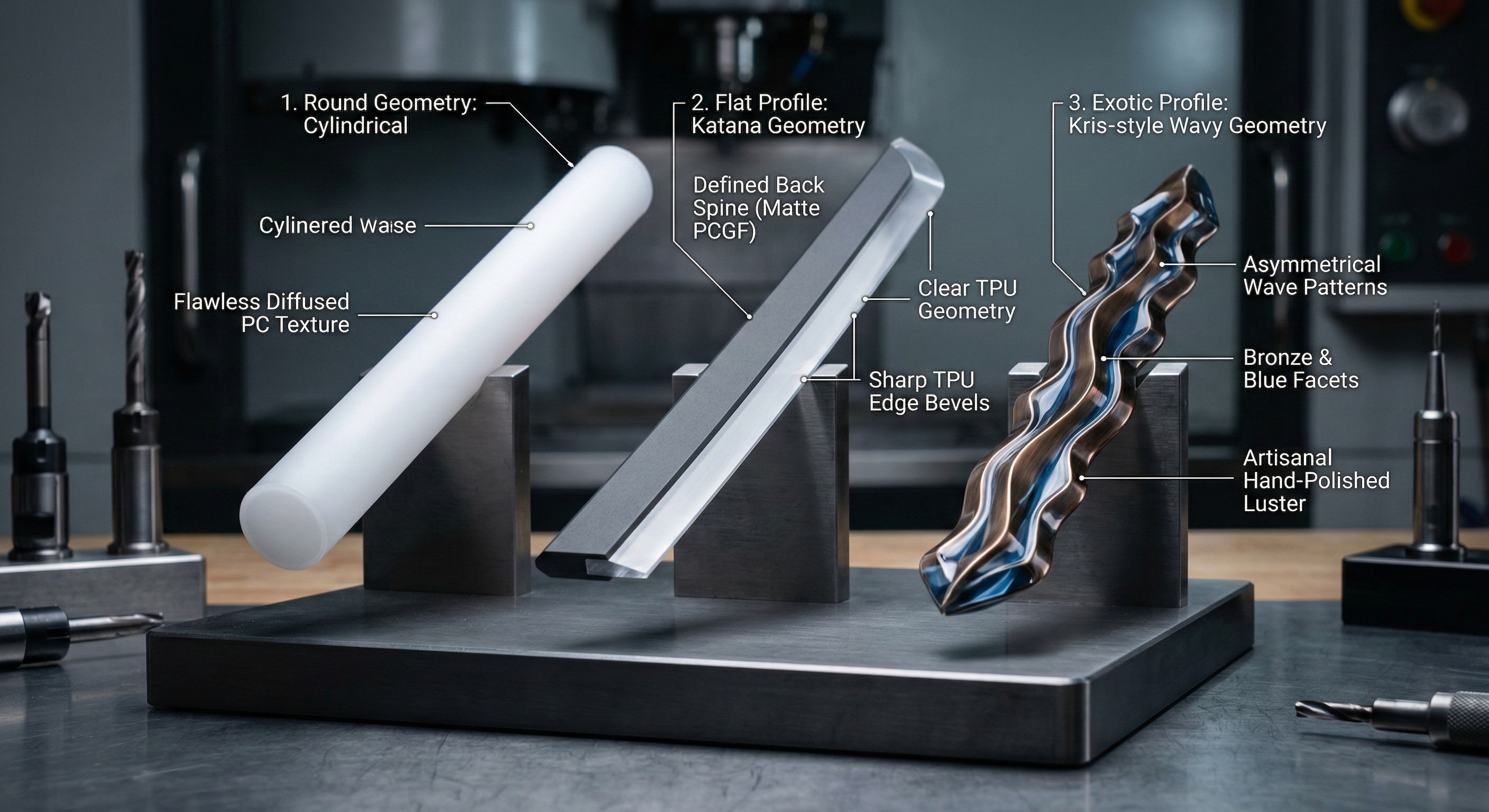
Silindrikal (Bilugan) na Sibat
Kahulugan: Isang haligi na anyo na may pamantayang bilog na singsing o solidong bilog na cross-section. Ito ang pangunahing anyo, na kumakatawan sa higit sa 95% ng merkado.
Pisikal na Lohika: Ang pisikal na istruktura ng silindro ay may isotropic na Moment of Inertia, ibig sabihin ang kanyang lakas at katatagan sa istruktura ay nananatiling pareho anuman ang anggulo ng impact, kaya ito ay lubos na angkop para sa labanan.
Patag (Profile ng Espada) na Bilauk
Kahulugan: Ang mga cross-section ay idinisenyo upang tumular sa tradisyonal na mga malamig na sandata (halimbawa, Japanese Katana, Tang Sword, o Broadsword) na may patag o wedge-shaped na istruktura.
Pisikal na Lohika: Karaniwang ginagawa mula sa makapal na plato o nililikha gamit ang espesyalisadong profile extrusion. Dahil sa direksyonal na kalikasan ng cross-section, ang flexural rigidity ay naiiba nang malaki sa pagitan ng "spine" at ng "edge."
Eksotiko (Di-regular) na Bilauk
Kahulugan: Sumasaklaw ang lahat ng espesyalisadong hugis na hindi kasali ang bilog at patag na uri, kabilang ngunit hindi limitado sa mga ugaling alon (Kris), trident, spiral, o di-regular na polygon tulad ng "Darksaber."
Paalala: Ang mga ito ay karamihan ay custom na artisanal na produkto na may mababang antas ng standardisasyon.
Istruktural na Konstruksyon ng Lightsaber na Bilog na Bilauk
Para sa pangunahing bilog na PC na mga blade, ang industriya ay nagkakategorya ng mga ito sa "Integrated" at "Split/Assembled" batay sa paraan ng pagkakakonekta sa pagitan ng katawan ng tubo at ng dulo nito.
Integradong / Monolitikong PC na Sibat ng Lightsaber
Mga Pisikal na Katangian: Ang katawan at ang dulo ay isang piraso ng materyal na walang pisikal na mga sira o hiwalay na bahagi.
1.Bakit Hindi Namin Ginagawa ang Injection Molding ng 72cm na Hollow na PC Blades?
Ang Problema ng "Core Shift" Ito ang pinakamalaking pisikal na hadlang sa produksyon.
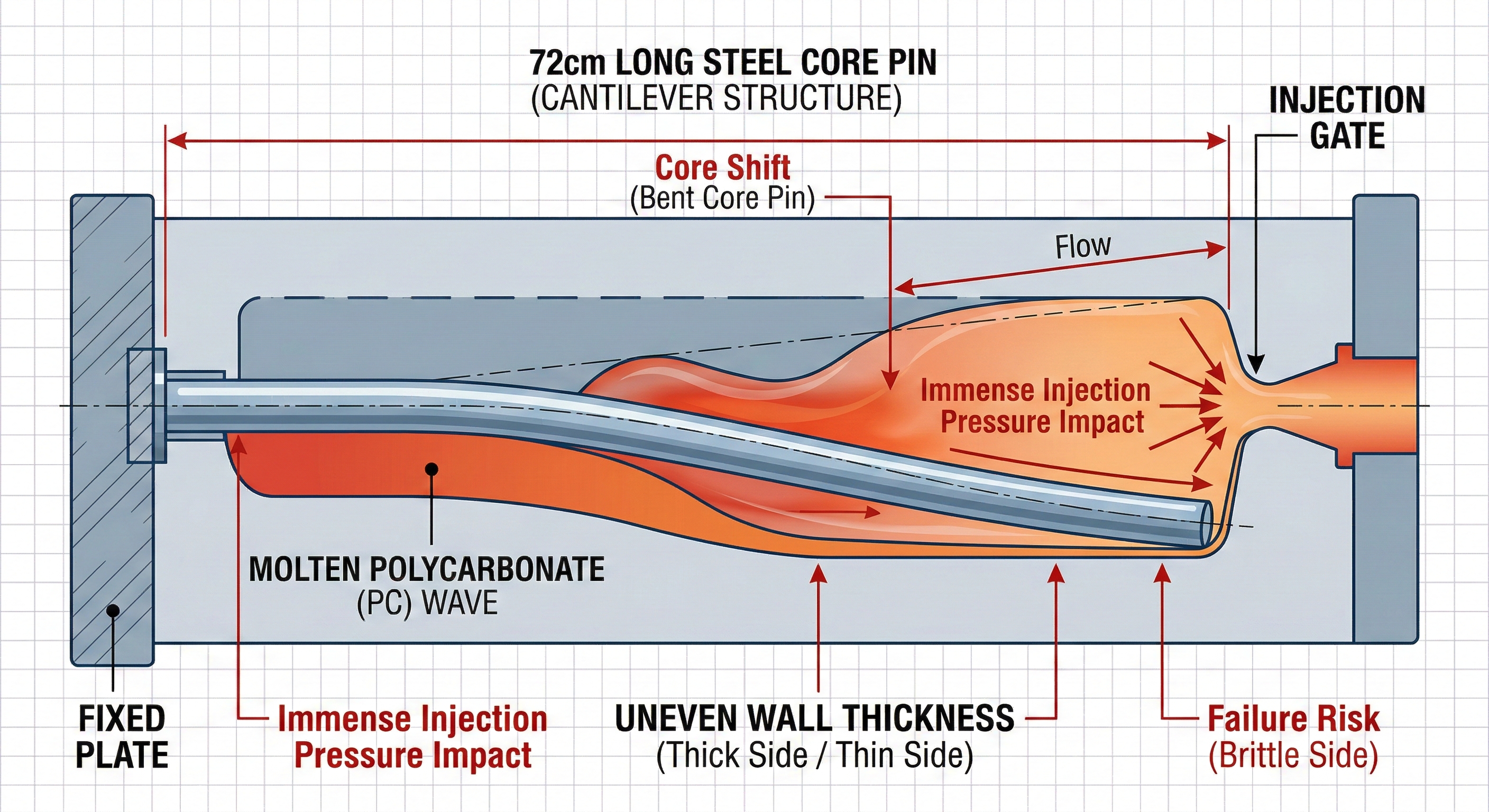
Lojika ng Estratektura: Upang magmold ng hollow na tubo, kailangan may solidong bakal na rod (Core Pin) na nakasuspends sa gitna ng mold.
Ang Pisikal na Dilema: Ang bakal na rod na ito ay mahahaba ng 72cm (at mas mahaba pa kung kasama ang mga runner), ngunit may diameter na humigit-kumulang lamang sa 20mm at nakafix lamang sa isang dulo. Sa larangan ng inhinyeriya, ito ay kilala bilang Cantilever Beam Structure.
Presyon ng Injection: Ang Polycarbonate (PC) ay may mataas na viscosity at nangangailangan ng napakalaking presyon sa injection. Kapag ang molten na plastic ay pumasok sa mold nang mataas na bilis, ang presyon na ito ay umaapekto sa suspended na bakal na rod tulad ng isang alon na tumaas.
Ang Bunga: Ang baras ay magkakaroon ng liko sa ilalim ng presyon (Core Shift). Ito ay nagreresulta sa hindi pantay na kapal ng pader—ang isang gilid ay naging napakapal, habang ang kabilang gilid ay naging napakamaliit.
Ang Panganib: Ang manipis na gilid ay naging kasing brittle ng papel at mababasag sa pinakamaliit na impact.
Ang Resulta: Ang rate ng mga hindi naaaprubahan na produkto sa produksyon ay maaaring umabot sa 99%.
Draft Angle vs. Cylindrical Aesthetics
Logika ng Pag-alis mula sa Mold: Habang lumalamig ang nabuong bahagi, ang plastik ay sumusukat at kumakapit nang mahigpit sa core pin. Upang ma-extract ang baras na may habang 72 cm, dapat idisenyo ang baras na may Draft Angle, ibig sabihin, dapat ito ay tapered (cone-shaped).
Katastropeng Estetiko: Kung susubukin mong gawin ang isang ganap na cylindrical na bilauk (parehong diameter mula sa itaas hanggang sa ibaba), walang anumang draft angle. Hindi maisisilang ang core rod, o ang puwersa ng kawalan ng hangin (Vacuum Lock) ay puputakin ang bilauk habang inii-extract.
Ang Kompromiso: Kung idagdag ang kinakailangang draft angle, ang bilauk ay magiging isang "conical na hugis na may makapal na base at manipis na dulo", na nawawala na ang iconic na "cylindrical beam" na estetikong pamantayan ng isang lightsaber.
Mga Weld Line at Optical Clarity
Haba ng Daloy: Kahit na matagumpay ang pagmold sa mekanikal na aspeto, sobrang mahaba ang daloy ng materyal (72 cm). Sa oras na marating ng molten plastic ang malayong dulo (ang tip), malaki ang pagbaba ng temperatura, kaya naman mahirap ang perpektong molecular fusion.
Ang Bunga: Mga nakikitang Flow Marks at Weld Lines ang lilitaw sa katawan ng bilauk. Kapag sinilayan ng liwanag, ang mga ito ay lumilikha ng pangit na mga anino at artifacts, na hindi nagpapakita ng purong, crystal-clear na transparency na ibinibigay ng mataas na kalidad na extruded tube.
"Para sa isang cylindrical (zero-draft) na PC tube na may 1-inch (25.4 mm) na Outer Diameter at 2–3 mm na kapal ng pader, ang 30 cm (300 mm) ang kumakatawan sa 'Safe Limit' para sa industriyal na mass production."
Kung ang isang malaking anggulo ng pagkakalantad (nakikitang pagpapalawak) ay tinatanggap, maaaring bahagyang itaas ang hangganan na ito sa 40–50 cm. Gayunpaman, ang ganitong produkto ay hindi na kwalipikado bilang karaniwang bilad ng lightsaber; sa halip, ito ay nabibilang sa kategorya ng 'Shoto' (maikling sabre).
2.Nakaimplimentong Teknolohiya ng Pagbuo sa Pamamagitan ng Init
Sa mataas na antas ng merkado ng lightsaber, lalo na sa sektor ng Heavy Dueling, kung saan ang layunin ay ang pinakamataas na kaligtasan at optical na kahusayan, ginagamit ng industriya ang teknik na 'Pangalawang Pagbuo sa Pamamagitan ng Init' na hinango mula sa pang-industriyang proseso ng pagpoproseso ng tubo. Ito ay pumapalit sa tradisyonal na istrukturang pagkakabonding na may hiwa, na nagreresulta sa kung ano ang kilala bilang 'Monolithic Blade' o 'Integrated Blade.'
Prinsipyo ng Proseso: Molekular na Pagkakapatuloy
Iba sa injection molding o adhesive bonding, ang prosesong ito ay gumagamit ng mga thermoplastic na katangian ng Polycarbonate (PC).
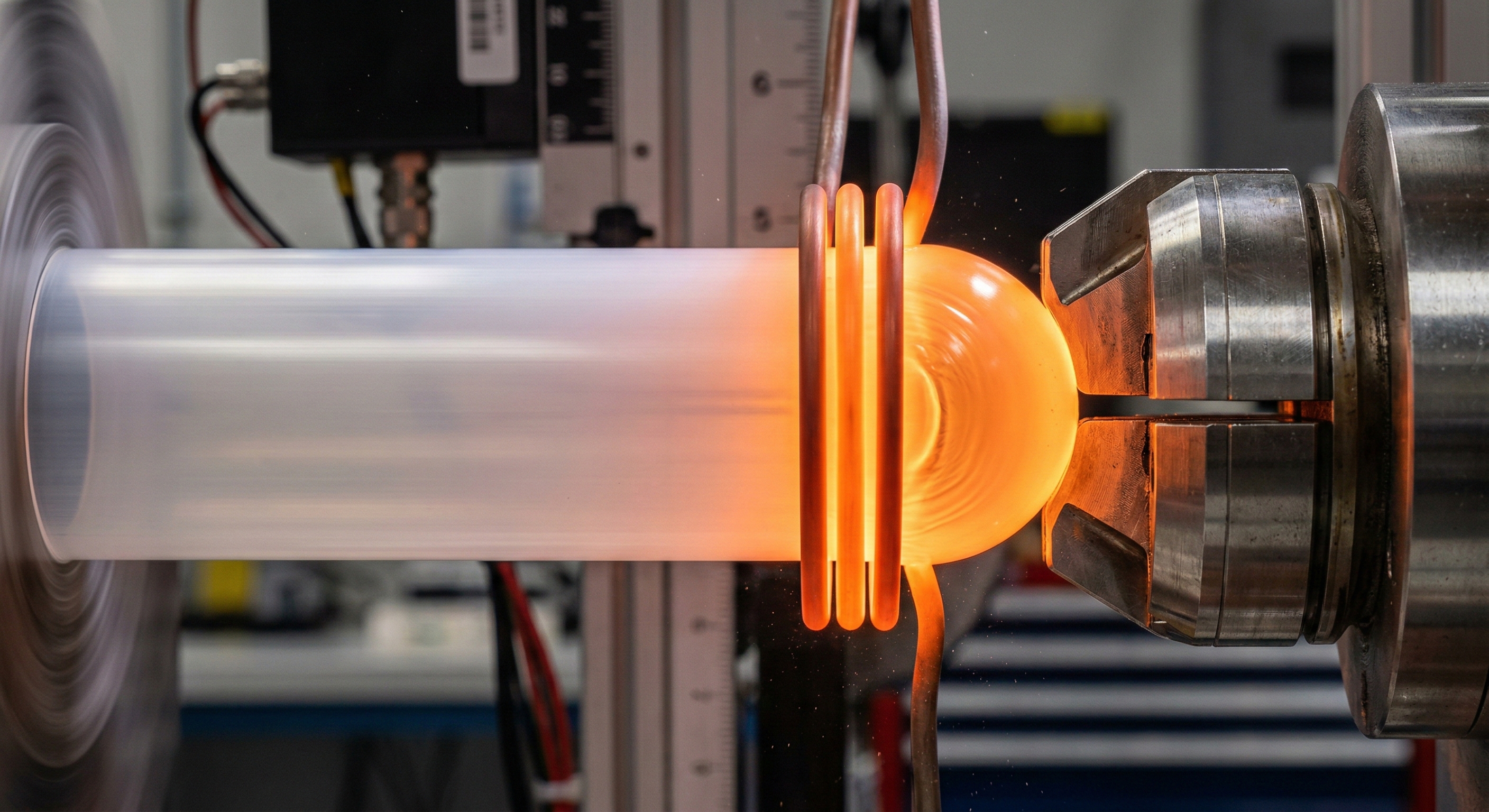
Pag-init at Pagpapahina: Ang dulo ng isang karaniwang ekstrudidong tubo ay inilalagay sa isang high-frequency induction heater o infrared field, na pinainit nang tumpak sa itaas ng kanyang Glass Transition Temperature (Tg, ~147°C) hanggang sa kritikal na punto sa pagitan ng rubbery at viscous flow states.
Pag-ikot at Pag-seal: Gamit ang mataas na bilis na Spinning Process o hemispherical hot-press mold, ang mga napapahinang pader ay pinipilit na dumaloy paitaas at mag-fuse, na humahantong sa kumpletong pagkandado upang mabuo ang hemispherical na dulo.
Pisikal na Resulta: Kapag lumamig, ang katawan ng blade at ang dulo nito ay nananatiling may Molecular Chain Continuity. Dahil pareho silang iisang piraso ng materyal, walang pisikal na interface, na lubos na nililimita ang mga istruktural na kahinaan tulad ng "delamination" o "breakage."
Kinakailangan sa Materyal: Ang 3mm Heavy Grade Rule
Bagaman teoretikal na maaaring i-thermal seal ang anumang PC tube, ang mga tubo lamang na may 3mm wall thickness at Heavy Grade ang sumusunod sa mga pamantayan sa kaligtasan na "Battle Ready."
Epekto ng Pagpapahaba at Pagpapalabas: Sa panahon ng thermal forming, habang ang materyal ay sumusukat mula sa isang silindro patungo sa isang dome, nagbabago ang sukat ng ibabaw, na humahantong nang hindi maiiwasan sa lokal na Pagpapalabas ng Pader.
Pagsusuri ng Threshold ng Kaligtasan:
Gamit ang 2mm na Pamantayang Tubo: Ang kapal ng nakasara na dulo ay maaaring bumaba sa <1mm, na lumilikha ng madaling nababasag na balat na nababasag kapag hinampas.
Gamit ang 3mm na Mabigat na Tubo: Kahit pagkatapos ng pagpapahaba, nananatili pa rin ang epektibong solidong layer sa dulo na may kapal na 1.5mm–2mm. Ang kapal na ito ay sapat upang tumagal sa mataas na intensidad ng mga Pag-atake sa Pagpupush sa buong kontak sa dueling.
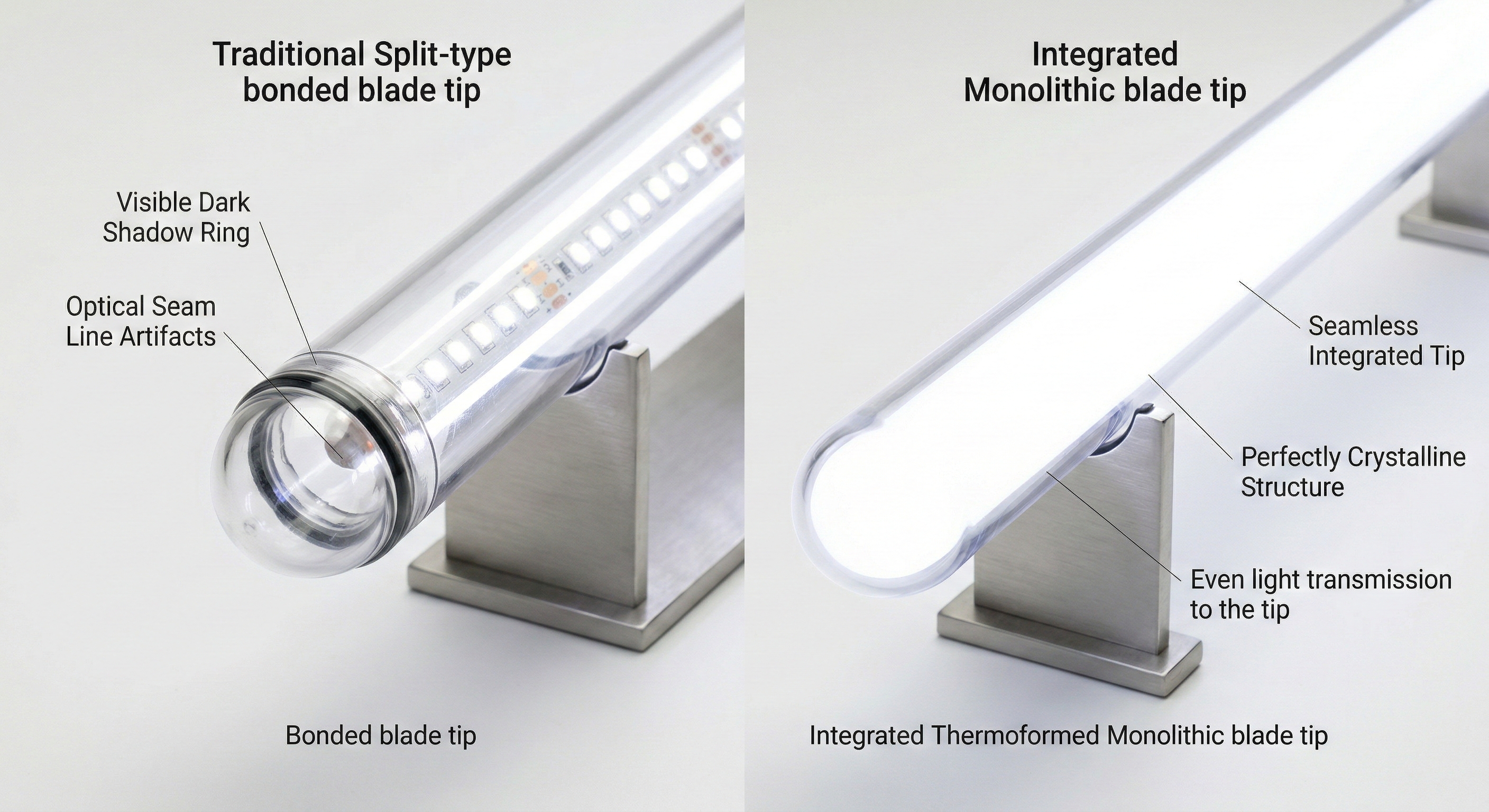
Ang Pinakamainam na Anyo para sa Pixel Blades
Ang prosesong ito ang kumakatawan sa pinakamainam na solusyon para sa high-end na Pixel (Neopixel) na mga blade.
Kabutihan ng Balanseng Estructura: Ang dulo na nabuo sa pamamagitan ng thermal forming ay likas na lumilikha ng panloob na Balanseng Kuwarto. Ito ay nagbibigay-daan sa flexible na LED pixel strip na umabot hanggang sa tuktok ng blade. Kapag pinagsama sa panloob na light-diffusion foam, ito ay nagkakamit ng tunay na "Buong-Ilan ng Blade."
Pag-alis ng Black Shadow Ring: Ang mga tradisyonal na split-type na blade ay madalas na nagpapakita ng nakikitang Black Shadow Ring sa punto ng koneksyon dahil sa pagkakaiba ng refractive index ng pandikit o pisikal na pag-overlap. Ang integrated process ay nag-aalis ng pisikal na seam, na nagpapahintulot sa walang hadlang na paglipat ng liwanag para sa isang seamless na visual effect.
Ang Integrated Thermoformed Blade (3mm Version) ay kumakatawan sa pinakamataas na antas ng pisikal na lakas sa kasalukuyang produksyon ng lightsaber. Sa pamamagitan ng pagkuha ng napakaliit na bahagi ng optical clarity (mga minor flow marks sa dulo), ito ay nagpapalit para sa ganap na kaligtasan ng Zero Detachment Risk at ang kumpletong aesthetic ng Seamless Light Conduction, na ginagawang piniling configuration para sa mga matatag na duelist.