
一体型/モノリシックPCライトセイバー・ブレード
幾何学的形状によるライトセーバーブレードの分類
美的デザインおよび用途(例:フルコンタクト・デュエル、ステージパフォーマンス、コスプレなど)に基づき、ブレードは主に3つの幾何学的タイプに分類される。
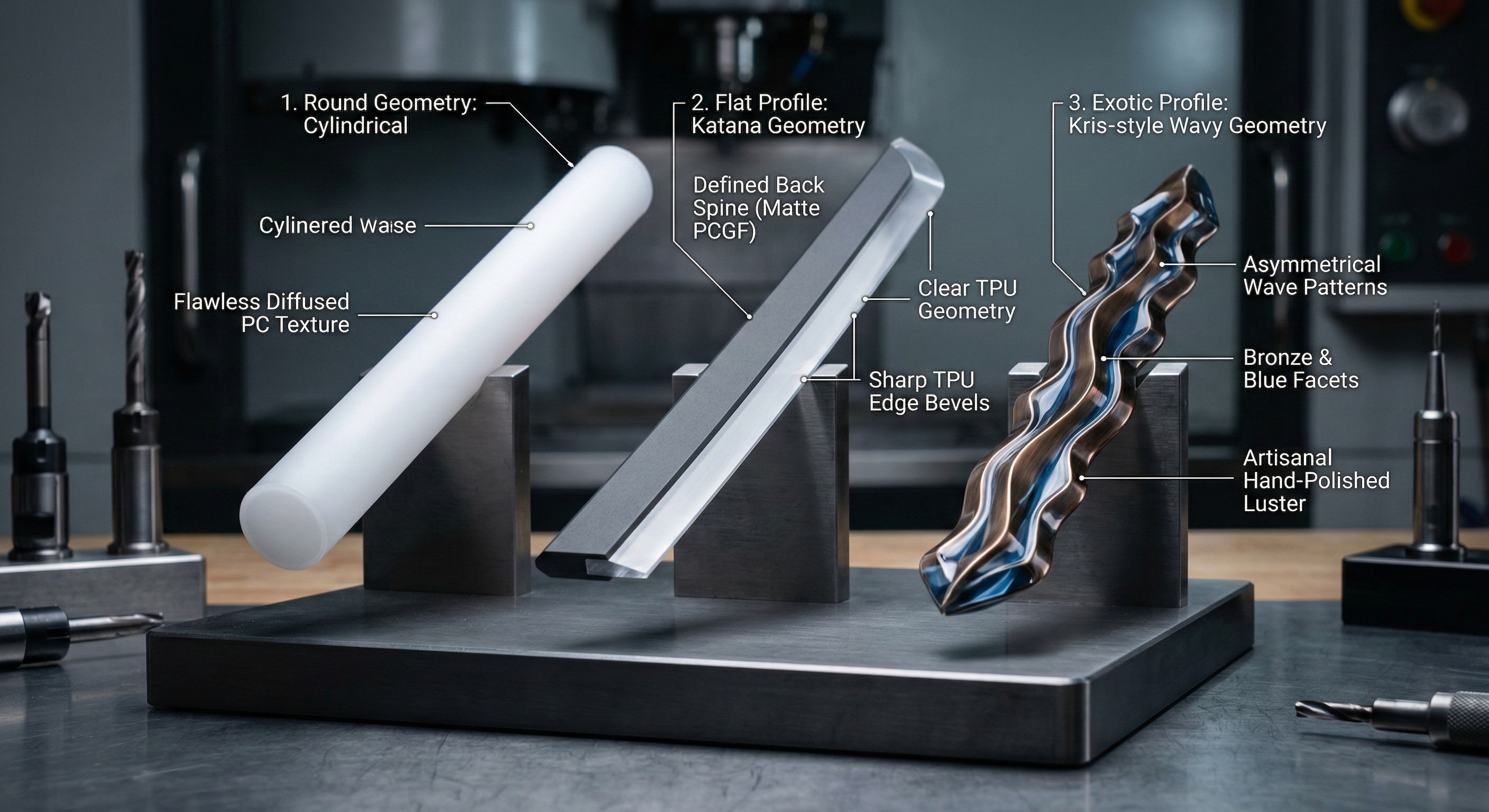
円筒形(ラウンド)ブレード
定義:標準的な円環断面または実心円断面を持つ柱状体。これは主流の形状であり、市場全体の95%以上を占める。
物理的原理:円筒構造は等方性の断面二次モーメント(慣性モーメント)を持ち、衝撃角度に関係なく構造強度および耐衝撃性が一定であるため、戦闘用途に最適である。
平刃(剣型)ブレード
定義:日本刀、唐刀、ブロードソードなどの伝統的冷兵器を模倣した、平らまたは楔形の断面構造を有するブレード。
物理的ロジック:通常、厚板から機械加工されるか、特殊なプロファイル押出成形によって製造されます。断面形状が方向依存性を持つため、「背骨部(スパイン)」と「端部(エッジ)」との間で曲げ剛性に著しい差が生じます。
エキゾチック(不規則)ブレード
定義:円形および平板型を除くすべての特殊形状をカバーし、波状パターン(クリス)、三叉槍、螺旋、あるいは「ダークセイバー」のような不規則多角形なども含まれます。
注記:これらは主にカスタム製の職人技による製品であり、標準化が極めて低いです。
ライトセーバーの丸型ブレードの構造構成
主流の丸型PCブレードについては、チューブ本体と先端部の接続方式に基づき、業界では「一体型」と「分割/組立型」の2種類に分類されます。
一体型/モノリシックPCライトセイバー・ブレード
物理的特性:本体と先端部は同一の材料から成り、物理的な継ぎ目はありません。
1.なぜ72cmの中空PCブレードを射出成形しないのか?
「コアシフト」問題 これは製造における最も大きな物理的障壁です。
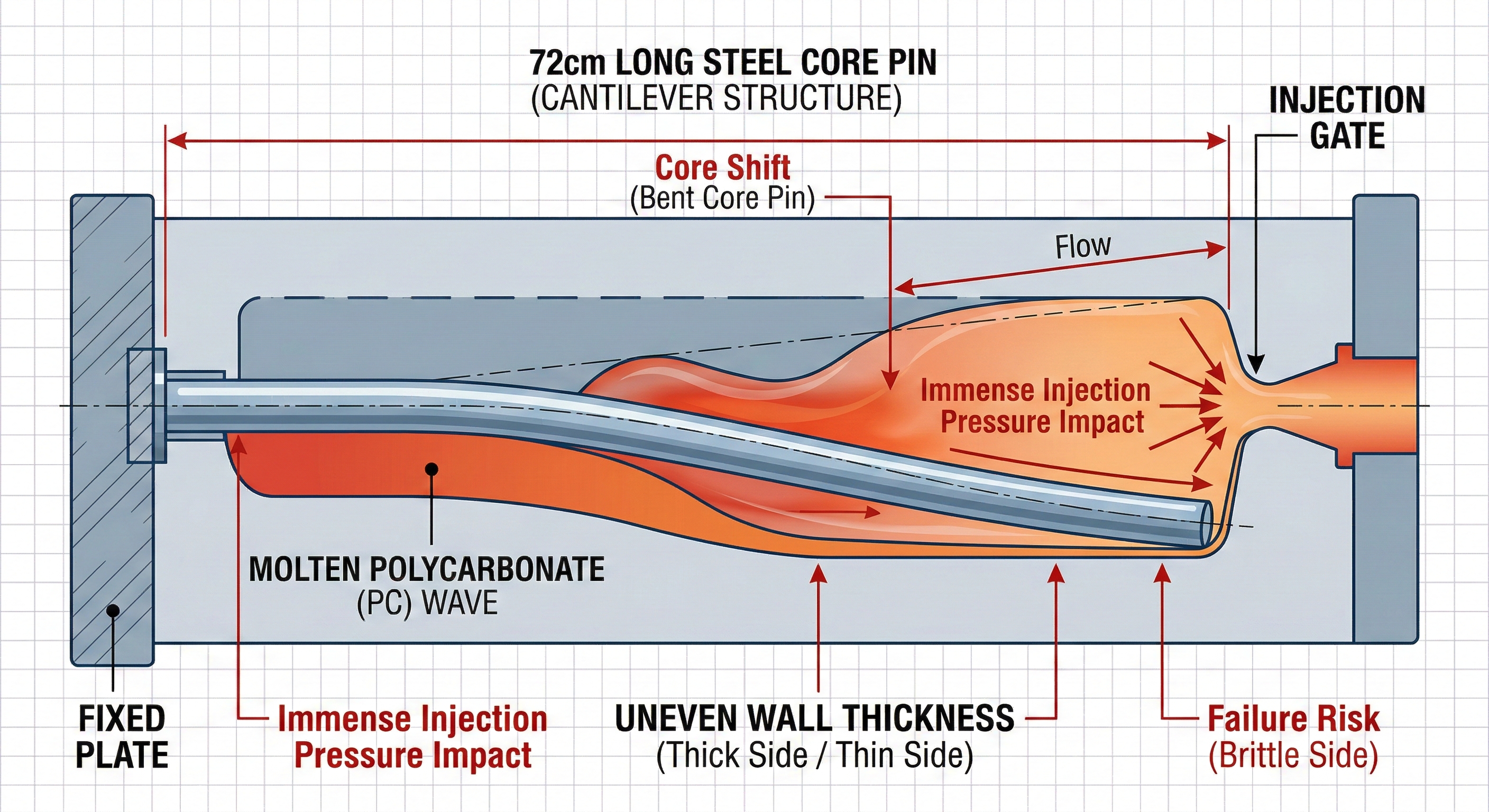
構造的ロジック:中空のチューブを成形するには、金型の中心部に固体の鋼製ロッド(コアピン)を懸垂させる必要があります。
物理的な課題:この鋼製ロッドは長さ72cm(ランナーを含めるとさらに長い)でありながら、直径は約20mmしかなく、片端のみで固定されています。工学的には、これを「片持ち梁構造」と呼びます。
射出圧力:ポリカーボネート(PC)は粘度が高く、非常に大きな射出圧力を必要とします。溶融プラスチックが高速で金型内に注入される際、この圧力は懸垂された鋼製ロッドに津波のように衝撃を与えます。
その結果:ロッドは圧力により必然的に湾曲します(コアシフト)。これにより壁厚が不均一になり、一方の側面は極端に厚くなり、他方の側面は極端に薄くなります。
リスク:薄くなった側面は紙のようにもろくなり、わずかな衝撃でも粉々に砕け散ります。
結果:製造工程における不良品発生率は最大99%に達する可能性があります。
抜き勾配 vs. 円筒形状の美観
脱型ロジック:成形品が冷却される際、プラスチックは収縮し、コアピンを強く締め付けます。この72cmの長さのロッドを抜き取るためには、ロッドに「抜き勾配(ドローフォーム)」を設ける必要があります。つまり、ロッドはテーパー形状(円錐状)で設計しなければなりません。
外観上の失敗:完全な円柱形状のブレード(先端から基部まで直径が均一)を作製しようとすると、抜き勾配がゼロになります。その結果、コアロッドを引き抜くことが不可能になるか、あるいは真空吸着(バキュームロック)による力でブレードが抽出時に割れてしまうことになります。
折衷案:必要な抜き勾配を付与すると、ブレードは「基部が太く、先端が細い」円錐形状となり、ライトセーバーの象徴的な「円柱状ビーム」という美的基準を完全に失うことになります。
溶接線と光学的透明性
流動長:たとえ成形が機械的に成功したとしても、樹脂の流動経路が長すぎます(72cm)。溶融プラスチックが遠方の端部(先端)に到達する頃には、温度が著しく低下しており、分子レベルでの完全な融合が困難になります。
その結果:ブレード本体に可視のフローマークおよびウェルドラインが現れます。照明を当てると、これらは醜い影線やアーティファクトを生じ、高品質な押出成形管が実現する純粋で水晶のように透明な外観を達成できなくなります。
「外径1インチ(25.4mm)、壁厚2~3mmの円筒形(ドロフト角ゼロ)ポリカーボネート(PC)管の場合、工業的大量生産における『安全限界』は30cm(300mm)です。
もし明確なドロフト角(目立つテーパー)が許容される場合、この限界はわずかに40~50cmまで押し上げることが可能です。ただし、このような製品は標準的なライトセイバー・ブレードとは見なされず、代わりに『ショトウ』(短剣)というカテゴリーに分類されます。」
2.統合熱成形技術
高級ライトセーバー市場、特にヘビーデュエル分野において、究極の安全性と光学的完璧性を目指すために、産業用パイプ加工から派生した「二次熱成形」技術が採用されています。これにより、従来の分割型接着構造が置き換えられ、「モノリシックブレード(一体成型ブレード)」または「インテグレーテッドブレード(統合型ブレード)」と呼ばれるものが実現します。
工程原理:分子連続性
射出成形や接着剤による接合とは異なり、この工程ではポリカーボネート(PC)の熱可塑性を活用します。
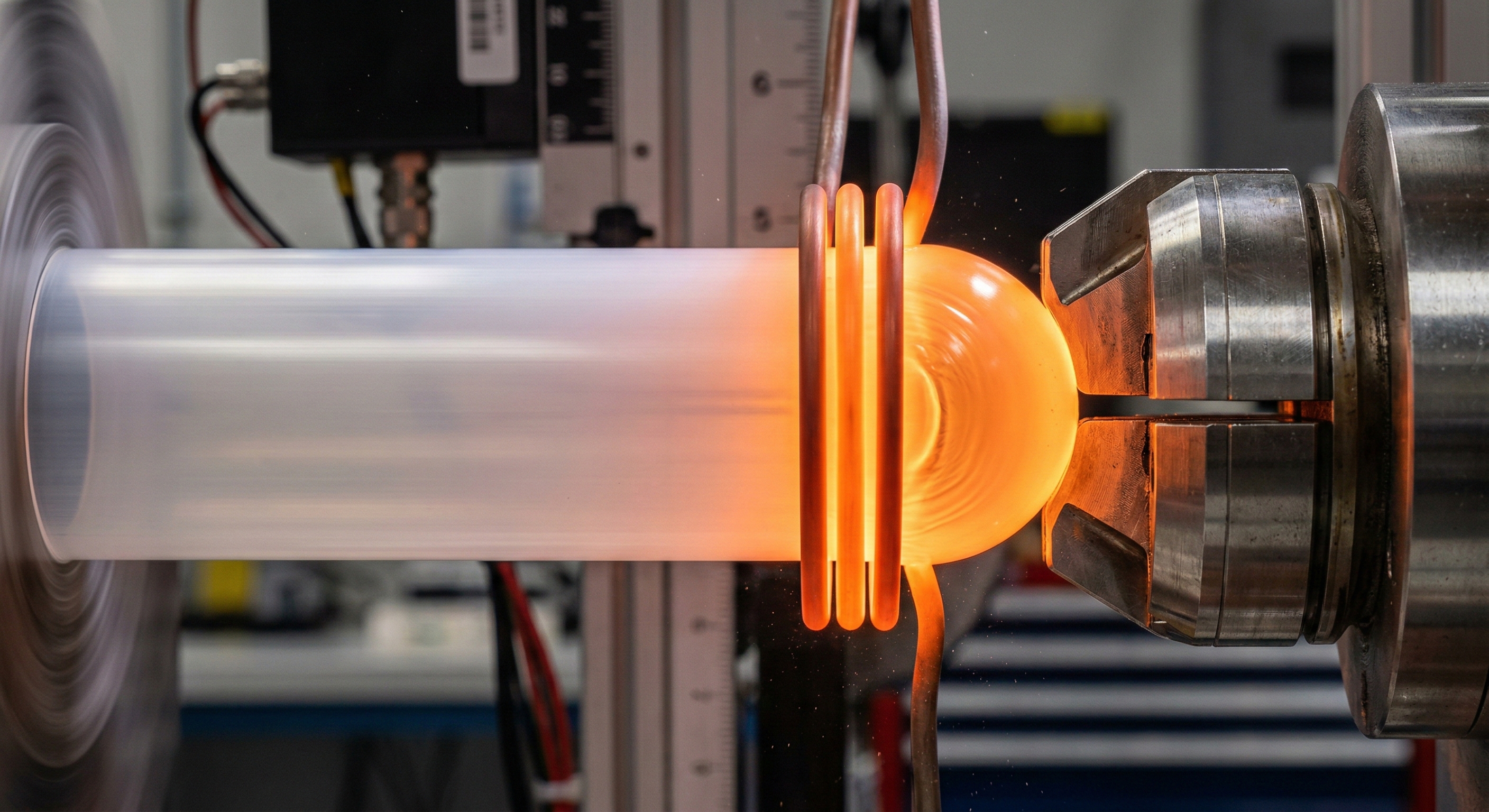
加熱・軟化:標準的な押出管の先端部を高周波誘導加熱器または赤外線加熱場に配置し、ガラス転移温度(Tg、約147°C)を超えて、ゴム状態と粘性流動状態の中間にある臨界点まで正確に加熱します。
旋盤加工・封止:高速旋盤加工または半球形の熱プレス金型を用いて、軟化した管壁を内側へ押し込み、溶融融合させ、最終的に閉じて半球形の先端を形成します。
物理的結果:冷却後、ブレード本体と先端部は分子鎖の連続性を維持します。これらは同一の材料から構成されているため、物理的な界面が存在せず、「剥離」や「破断」などの構造的弱点が完全に排除されます。
材料要件:3mm厚のヘビーグレード規格
理論上は任意のPCチューブを熱密封可能ですが、実際には「バトルレディー(戦闘準備完了)」安全基準を満たすのは、壁厚3mmのヘビーグレードチューブのみです。
伸長・薄化効果:熱成形時、材料が円筒形からドーム状へ収縮する過程で表面積が変化し、必然的に局所的な「壁厚の薄化」が生じます。
安全閾値の算出:
2mm標準チューブを使用した場合:密封された先端部の厚さは1mm未満まで低下し、衝撃により容易に粉々になる脆弱なシェルが形成されます。
3mmヘビーチューブを使用した場合:伸長後でも先端部は有効な実質層厚1.5mm~2mmを維持します。この厚さであれば、フルコンタクト・デュエルにおける高強度の突き刺し衝撃にも耐えることができます。
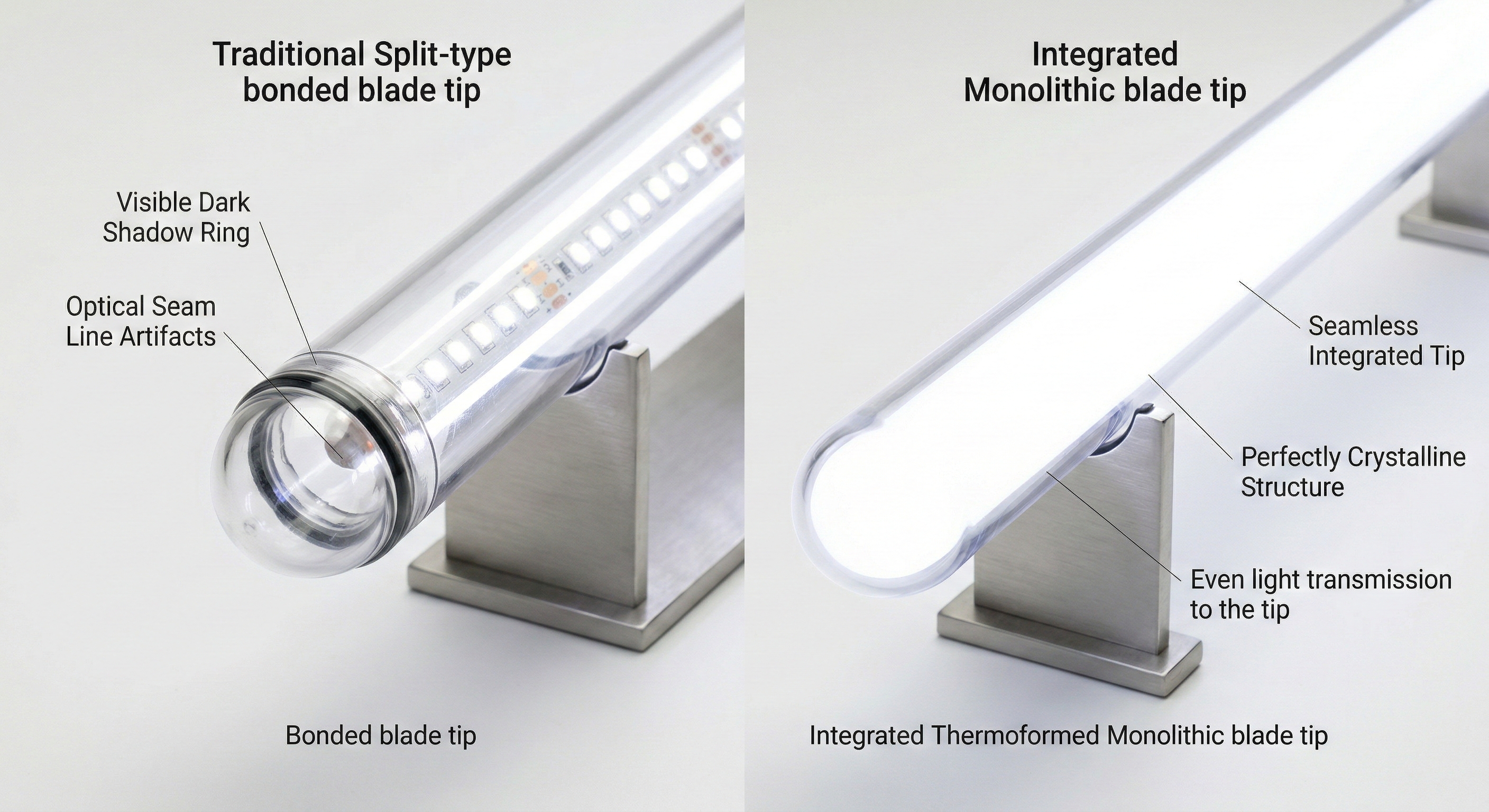
ピクセルブレードの究極の形状
この工程は、ハイエンドのピクセル(ネオピクセル)ブレードにとって最適な解決策を表しています。
中空構造の利点:熱成形された先端部が自然に内部の中空キャビティを形成します。これにより、柔軟性のあるLEDピクセルストリップをブレードの先端まで延長することが可能になります。さらに、内部に光拡散フォームを配置することで、「フルブレードイルミネーション」を実現します。
シャドウリングの排除:従来の分割式ブレードでは、接着剤の屈折率の不一致や物理的な重なりによって接合部に目立つ黒いシャドウリング(影環)が生じることがあります。この一体成形工程では物理的な継ぎ目が存在しないため、光の透過が妨げられず、シームレスな視覚効果が得られます。
統合型熱成形ブレード(3mm版)は、現在のライトセーバー製造における物理的強度の頂点を表します。光学的透明性をわずかに犠牲にすること(先端部に軽微なフローマークが生じる)で、完全な安全性である「ゼロ脱落リスク」と、光伝導の「シームレスな外観」を両立させています。このため、激しいデュエルを好むユーザーにとって最も推奨される構成です。