
Procesy produkcyjne powierzchni rękojeści miecza świateł
Obróbka powierzchni to nie tylko kwestia koloru; determinuje ona wrażenia dotykowe, trwałość oraz precyzję montażu rękojeści. Klasyfikujemy nasze procesy w pięć etapów technicznych.

1. Teksturyzacja mechaniczna
Pierwszy etap po obróbce CNC. Definiowanie fizycznej charakterystyki metalu.
1.1Tokarka CNC —— „Szkielet i skóra”
Przetwarzany element obraca się z dużą prędkością (ponad 2000 obr./min), podczas gdy nieruchomy narzędzie usuwa materiał.
Co powstaje w wyniku tego procesu:
Profilowanie
Przeksztalcenie surowego, grubej pręta w eleganckie krzywizny, zwężenia (cienkie szyjki) oraz kształty emitera. Definiuje to ergonomię rękojeści.
Precyzyjne gwintowanie —— Kluczowe dla jakości
Wykonywanie gwintów męskich i żeńskich umożliwiających dokręcenie gałki do korpusu.
Wskaźnik wysokiej klasy: gładkie gwinty, które dokręcają się cicho, bez charakterystycznego „szorującego” dźwięku tarcia.
Rytowanie —— chwytna tekstura powierzchni
Wytłaczanie wzoru za pomocą profilowanego wałka w obracającym się metalu w celu stworzenia chwytnego, teksturalnego uchwytu.
Rodzaje: rytowanie diamentowe (intensywna przyczepność), rytowanie proste (klasyczny wygląd).
Funkcja: Zapobiega wypadnięciu miecza z ręki podczas pojedynku.
Ryflowanie radiatora ciepła
Wykonywanie głębokich, równoległych pierścieni (zwykle w pobliżu emitera).
Funkcja: Zwiększa powierzchnię chłodzącą, umożliwiając odprowadzanie ciepła generowanego przez wysokomocne diody LED, jednocześnie nawiązując do klasycznego wyglądu „cienkiej szyi” Luke’a Skywalkera.
Polerowanie
Logika kosztów: W pełni zależna od docelowej wartości Ra (średnia chropowatość).
Wysokie połysk – wysokie koszty: Uzyskanie wykończenia lustrzanego wymaga wieloetapowego polerowania. Każda niedoskonałość jest widoczna, co prowadzi do wysokiego wskaźnika odrzuceń.
„Cięcie diamentowe" / Fazowanie z wyraźnym połyskiem
Proces: Po anodowaniu korpusu (w kolorze czarnym) ponownie umieszczany jest on na tokarce. Narzędziem diamentowym przetaczane są dokładnie krawędzie pierścieni.
Efekt: Odsłania surowy, błyszczący srebrny aluminium pod warstwą czarnego koloru. Tworzy to efekt kontrastu „srebrnych pierścieni".

1.2.Frezowanie CNC — „Elementy i detale"
Garnitura jest zablokowana w miejscu, a szybkobieżąca wiertarka/frezarka porusza się wokół niej, aby wykonać odpowiednie kształty.
To, co powstaje
Wiercenie i toczenie
Otwór pod przełącznik: tworzenie precyzyjnego otworu o średnicy 12 mm lub 16 mm na przycisk aktywacji. Musi być idealnie okrągły.
Gniazdo ładowania: frezowanie owalnego otworu na port USB typu C.
Otwory pod śruby dociskowe: małe otwory na śruby mocujące ostrze.
Kieszenie
Tworzenie płaskiej, zagłębionej powierzchni (kieszeni), dzięki czemu przycisk lub obudowa sterownika leży w jednej płaszczyźnie z powierzchnią garnitury, a nie wystaje ponad nią.
Zaleta: sprawia, że miecz jest wygodniejszy w uchwycie (żadne przyciski nie wciskają się w dłoń).
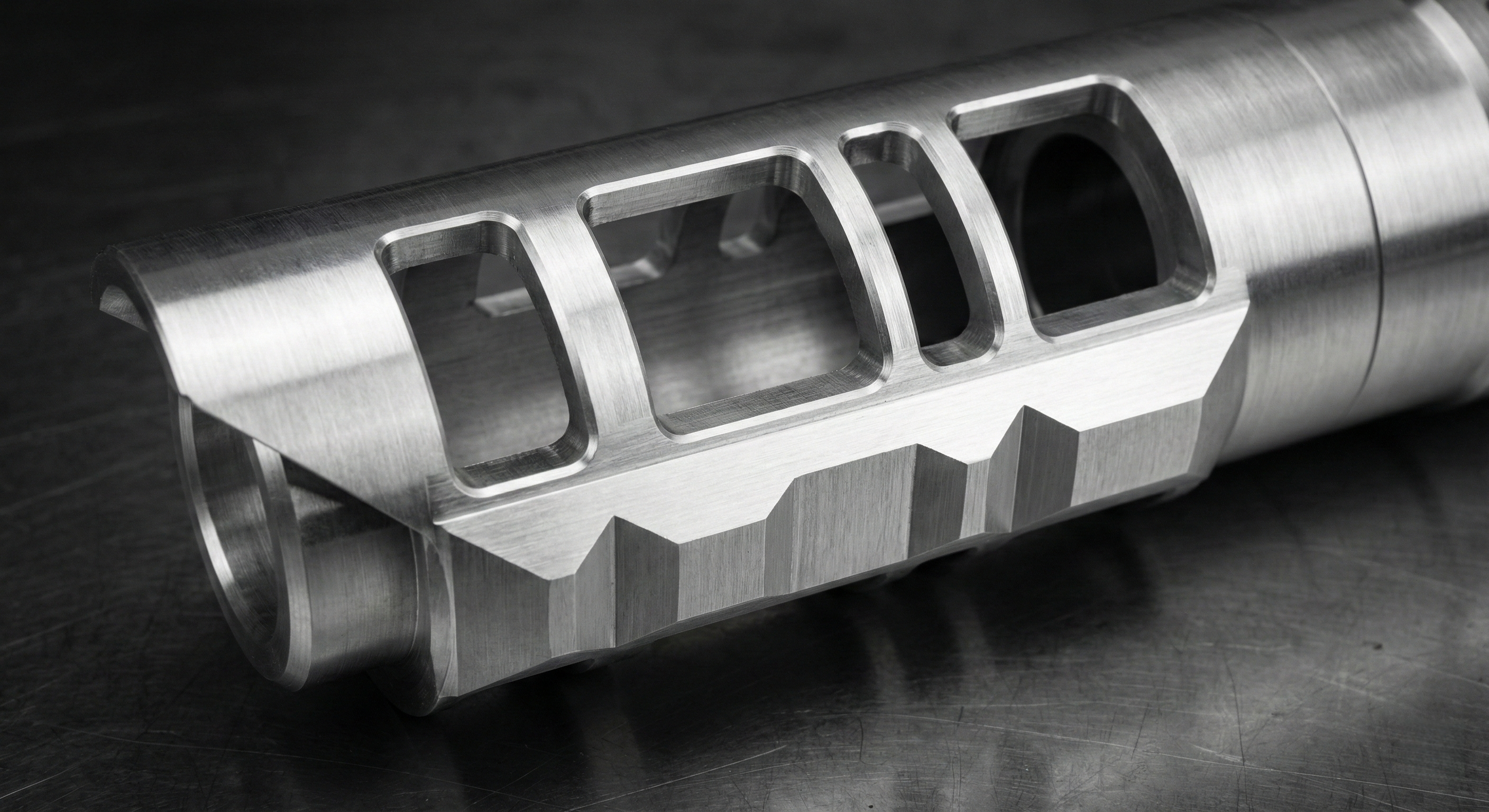
Okienka / wydrążanie
Wycinanie szczelin w sekcji emitera.
Funkcja: Pozwala światłu emitowanemu przez ostrze przenikać przez boczną powierzchnię metalu („efekt prześwitu”). Jest niezbędna w projektach takich jak styl Starkillera lub Kylo Rena.
Powierzchnia geometryczna
Obrabianie boków okrągłej rury w celu nadania jej kształtu kwadratu, sześciokąta lub ośmiokąta.
Wrażenie estetyczne: Przekształca prostą rurę w złożoną, science-fictionową broń geometryczną.
Grawerowanie
Używanie bardzo małego frezu do wykrawania głębokich logo, symboli frakcji (herby Jedi/Sith) lub wzorów płytek obwodów elektronicznych (styl „wyjawienia rdzenia”) bezpośrednio w metalu.
Różnica względem grawerowania laserowego: Grawerowanie frezarskie ma głębokość (wrażenie 3D), podczas gdy grawerowanie laserowe dotyczy jedynie powierzchni metalu.
2.Formowanie i odlewanie: Potężna metoda masowej produkcji
Gdy projekt jest zbyt skomplikowany do obróbki CNC lub liczba sztuk jest bardzo duża (1000+ sztuk), może należy przejść z obróbki skrawaniem na formowanie. Proces ten obejmuje stworzenie matrycy wzorcowej i wypełnienie jej stopionym metalem.

2.1. Odlewanie ciśnieniowe ze stopu cynku
„Heavy Metal” dla złożonych detali.
Proces (odlewania pod ciśnieniem – HPDC): Wykonujemy stalową formę. Następnie wtryskujemy do niej stop cynku (Zamak) w stanie ciekłym pod wysokim ciśnieniem. Chłodzenie i utwardzanie następuje w ciągu kilku sekund.
Dlaczego go używamy
Złożone kształty: Idealny dla elementów o nietypowych krzywiznach lub skomplikowanych obudów sterujących, które frezarka CNC wykonałaby przez wiele godzin.
Waga: Cynk jest ciężki (gęstość 6,7 g/cm³). Nadaje tanim uchwytom wrażenia „premium” oraz solidności.
Koszt: Po pokryciu kosztów wykonania formy cena jednostkowa jest niezwykle niska.
Wady
ryzyko „metalowego tłuczenia”: Cynk jest kruchy. Jeśli cienki element ze stopu cynku upadnie na beton, może się złamać.
Problemy z powłokami: Jeśli odlew zawiera pęcherzyki powietrza (porowatość), galwanizacja będzie miała „wgniecenia” (małe punkty).
2.2. Odlewanie w formach wytapialnych ze stali
Znane również jako „odlewanie woskowe”.
Korekta dla B2B: Ludzie rzadko stosuje się „odlewanie w matrycach” dla stali, ponieważ stal topi się w temperaturze 1500 °C (zbyt wysoka temperatura dla typowych form). Zamiast tego oni stosuje się „odlewanie precyzyjne”.
Proces:
Wykonanie modelu woskowego (wtrysk wosku do formy).
Pokrycie woskowego modelu piaskiem ceramicznym w celu utworzenia powłoki.
Wytapianie wosku („odlewanie woskowe”).
Wlanie stopionej stali węglowej lub stali nierdzewnej do ceramicznej powłoki.
Dlaczego go używamy
Niemożliwe geometrie: Dla elementów takich jak głowy smoków, czaszki lub organiczne krzywizny na guzikach rękojeści. CNC nie potrafi frezować „podcięć” ani kształtów biologicznych; odlewanie pozwala na ich wykonanie.
Wytrzymałość materiału: W przeciwieństwie do cynku stal odlewana charakteryzuje się wyjątkową wytrzymałością i nadaje się do spawania.
Zastosowanie w mieczach świateł:
Krzyżowe ochrony: Podobne do ząbkowanych bocznych otworów wentylacyjnych na mieczu Kylo Rena.
Wewnętrzne szkielety konstrukcji: Dla wysokiej klasy projektów „Master Chassis” wykonanych ze stopów metalowych.
2.3. MIM (metalowe formowanie wtryskowe)
Wysokotechnologiczne „odlewanie”.
Koncepcja: Mieszanie proszku metalowego z tworzywem termoplastycznym jako wiązaczym, wtryskiwanie jak tworzywo sztuczne, a następnie wygrzewanie tworzywa, aby pozostawić jedynie stały metal.
Zastosowanie: Małe, nadzwyczaj precyzyjne elementy stalowe, takie jak przyciski przełączników, śruby blokujące lub mechanizmy zatrzasków.
3. Piaskowanie / kulkowanie
Proces: Strzelanie materiałem abrazywnym w aluminiową powierzchnię w celu usunięcia śladów obróbki frezarką CNC.
Logika klasyfikacji
Gruby piasek: Opłacalne rozwiązanie, przemysłowy wygląd, dobrze maskuje zadrapania.
Drobne kule szklane: Wykończenie premium. Tworzy jedwabistą, satynową teksturę (styl Apple). Droższe ze względu na dłuższy czas obróbki i wyższy koszt materiału abrazyjnego.
4. Szczotkowanie
Funkcja: Tworzenie linii ziarnistości o określonym kierunku.
Zaleta: Doskonałe do maskowania przyszłych zadrapań użytkowych. W przeciwieństwie do powierzchni polerowanych nowe zadrapanie zlewa się z teksturą szczotkowaną.
5. Polerowanie
Logika kosztów: W pełni zależna od docelowej wartości Ra (średnia chropowatość).
Wysokie połysk – wysokie koszty: Uzyskanie wykończenia lustrzanego wymaga wieloetapowego polerowania. Każda niedoskonałość jest widoczna, co prowadzi do wysokiego wskaźnika odrzuceń.
6. Barwienie chemiczne i elektrochemiczne
Modyfikacja struktury cząsteczkowej powierzchni. Uwaga: Na tym etapie występują zmiany wymiarowe.

6.1. Anodowanie
Status: Standard branżowy.
Fizyka: Tworzy warstwę tlenku w głąb i na zewnątrz powierzchni aluminium. Nie łuszczy się jak farba.
6.2. Galwanizacja
Zastosowanie: Stosowana do wykończenia chromem, prawdziwym złotem lub srebrem.
Galwanizacja aluminium: Wykończenie „klasy jubilerskiej”
Galwanizacja pokrywa aluminium warstwą innego metalu. W przeciwieństwie do anodowania (które przenika w głąb metalu), galwanizacja tworzy warstwę na powierzchni. Dodaje to grubości oraz zapewnia lustrzany połysk, którego nie da się osiągnąć metodą anodowania.
Ostrzeżenie inżynierskie: Galwanizacja wpływa na tolerancje – dodaje 20–50 mikronów. MUSISZ zaprojektować gwinty luźniej, aby uwzględnić tę dodatkową grubość; w przeciwnym razie części nie będą się ze sobą śrubować.
Warstwy podstawowe
Nie widzisz ich, ale one decydują o sukcesie.
Niklowanie —— „spoiwo”
Wygląd: Ciepłe srebro. Ma lekki żółtawo–złoty odcień w porównaniu do chromu.
Funkcja: To warstwa bazowa dla wszystkich innych kolorów powłok galwanicznych.
Wykończenie samodzielne: Stosowane w niektórych mieczach w stylu vintage, aby osiągnąć metaliczny wygląd „używanego” przedmiotu. Nie jest tak twarde jak chrom, ale zapewnia doskonałą odporność na korozję.
Powłoka cynkowa — NIE stosować na obudowy z aluminium
Zazwyczaj NIE stosuje się powłoki cynkowej na rękojeści z aluminium. Powłoka cynkowa ma nieestetyczny wygląd (niebieskawo-szary / tęczowy) i została zaprojektowana wyłącznie do zapobiegania rdzy na żelazie. Ponieważ aluminium nie rdzewieje, pokrywanie go cynkiem jest bezcelowe i wygląda tanio.
Zastosowanie: Stosowane wyłącznie do wewnętrznych śrub stalowych lub sprężyn stalowych.
Rodzina powłok chromowych
Król trwałości.
Chrom połyskowy — „lustrzany”
Wrażenie wizualne: Chłodny odcień biało-niebieski. Wysoka odbijalność, jak u lustra.
Właściwości fizyczne: Nadzwyczaj twarda (HV 800+). Odporna na zadrapania powodowane pierścieniami lub rękawicami.
Zastosowanie: Klasyczny, „science-fictionowy” bezbłędny wygląd (np. zbroja Kapitana Phasmy).
Czarny chrom — wykończenie w stylu „Sithów”
Wrażenie wizualne: głęboki, błyszczący odcień dymnego szarości do czerni. Wygląda jak „ciekła ciemność.”
Różnica względem farby czarnej: farba wygląda płasko; czarny chrom ma metaliczny i półprzezroczysty wygląd, zachowując wrażenie metalu.
Chrom perłowy / chrom satynowy
Wrażenie wizualne: matowe srebro. Bezodbłyskowe, przypomina wysokiej klasy elementy wyposażenia łazienek lub powierzchnie laptopów Apple MacBook (ale pokryte warstwą chromu).
Wrażenie dotykowe: bardzo gładkie, ale nie lepkie. Dobrze sprawdza się jako powierzchnia zapewniająca chwyt.
Rodzina kolorów złotych
Luksus i pozycja społeczna.
Prawdziwe pokrycie złotem – 18 karatów / 24 karaty
Wizualnie: Bogaty, głęboki kolor żółty. Niezaprzeczalna luksusowość.
Koszt: Bardzo wysoki.
Trwałość: Złoto jest miękkie. Przy intensywnym użytkowaniu (np. tarciu) szybko się zużywa.
Pokrycie imitacyjne złota / mosiądzu
Wizualnie: Żółto-złoty odcień, ale nieco jaśniejszy lub bardziej „mosiężny” niż prawdziwe złoto.
Koszt: Niski.
Wady: Z czasem utraci połysk (utleni się), stając się matowe lub przyjmując odcień zielonkawy, jeśli nie zostało pokryte przezroczystą warstwą ochronną.
Złoto różankowe
Skład: Pokrycie stopem złota i miedzi.
Wizualnie: Odcień różowo-złoty. Bardzo modny i elegancki.
Trwałość: Lepsza niż u złota 24-karatowego dzięki zawartości miedzi, jednak nadal podatna na blaknięcie w ciągu lat.
Specjalne i egzotyczne powłoki galwaniczne
Powłoka rutenowa
Wygląd: czarny matowy / ciemnoszary. Podobny do chromu czarnego, ale twardszy i bardziej odporny na korozję. Stosowany w biżuterii wysokiej klasy.
Koszt: bardzo wysoki.
Cyno-kobalt
Wygląd: wygląda bardzo podobnie do chromu, ale nieco ciemniejszy (szaro chłodny).
Zaleta: doskonała „zdolność pokrywania” (może pokrywać głębokie rowki/otwory lepiej niż chrom). Doskonały do złożonych projektów rękojeści.
Powłoki galwaniczne vs. PVD
(Konieczne do przeczytania w przypadku kolorów złotych i tęczowych)
Problem z elektrogalwanicznym pokryciem złotem: jest miękki i wyblakuje.
Rozwiązanie: PVD (osadzanie warstw metodą oparów fizycznych) dla powłok w kolorze złota, różowego złota oraz tęczowego (neo-chromu); zalecane jest stosowanie PVD zamiast aluminium (po chromowaniu niklowym).

Azotek tytanu (TiN): twardszy niż stal, ma wygląd złota; nie odspada przy zadrapaniach.
Efekt tęczy / oleistej plamy: można go uzyskać wyłącznie metodą PVD, a nie galwanizacją.
6.3. Trawienie kwasem
Proces: usuwanie metalu za pomocą kwasu w celu stworzenia wzorów wypukłych.
Kwestia kluczowa z punktu widzenia inżynierii: narastanie tolerancji. Procesy chemiczne mają istotny wpływ na wymiary. Galwanizacja zwiększa grubość warstwy, podczas gdy trawienie usuwa materiał. Inżynierowie muszą uwzględnić „dopuszczalne odchylenia procesowe” w rysunkach CAD. Brak odpowiedniego skompensowania prowadzi do: niedopasowania części, zrywania gwintów lub zakleszczenia komponentów (zbyt ścisłego dopasowania).
7. Zastosowania powłok
Nakładanie zewnętrznej warstwy na metal.

7.1. Malowanie proszkowe
Trwałość: spiekany proszek polimerowy. Znacznie bardziej odporny niż farba ciekła, odporny na łuszczenie się podczas ekstremalnych obciążeń.
7.2. Malowanie i UV
Zastosowanie: Skomplikowane grafiki (np. linie w stylu cyberpunk).
Funkcja: Bezbarwna warstwa lakieru UV jest obowiązkowa do uszczelnienia projektu oraz zapewnienia gładkiego wrażenia dotykowego.
7.3. Przenoszenie wodne / zanurzanie w wodzie
Zastosowanie: Wzory podobne do drewna, kamuflażu lub włókna węglowej na powierzchniach zakrzywionych.
Ograniczenie: Wzór stanowi cienką warstwę farby atramentowej; wymaga grubej warstwy bezbarwnego lakieru ochronnego, aby zapobiec ścieraniu się.
8. Przetwarzanie termiczne i laserowe
Nowoczesne metody produkcyjne typu subtractive wykorzystujące energię światła.
8.1. Grawerowanie laserem
Powierzchnia: Usuwa warstwę anodowaną, ujawniając surowy aluminium (logo w kolorze białym/srebrnym).
8.2. Głęboka grawerka laserowa
Tekstura: Spala głęboko w metalu, tworząc tekstury zapewniające chwyt lub wzory reliefowe bez użycia chemikaliów.
9. Przetwarzanie końcowe / starzenie
Dusza repliki. Przekształcanie produktu fabrycznego w broń z doświadczeniem bojowym.

9.1. Fizyczne starzenie
Technika: Używanie papieru ściernego, kamieni do polerowania lub frezów do symulowania uszkodzeń bojowych i zużycia krawędzi.
9.2. Chemiczne starzenie
Technika: Używanie czerni aluminiowej (dwutlenku selenu) do natychmiastowego utleniania surowego aluminium w ciemnoszary / czarny osad.
Koszty i ostrzeżenie dotyczące bezpieczeństwa:
Zagrożenie dla zdrowia: Chemikalia są toksyczne i rakotwórcze. Pracownicy muszą nosić pełny sprzęt ochronny (PPE).
Wysokie koszty: Ręczne nanoszenie jest powolne, a ścisłe protokoły bezpieczeństwa znacznie zwiększają koszty pracy.