
Процессы изготовления поверхности рукояти светового меча
Поверхностная обработка — это не только цвет; она определяет тактильные ощущения, прочность и точность сборки рукояти. Мы разделяем наши процессы на пять технических этапов.

1. Механическая текстуризация
Первый этап после фрезерования на станке с ЧПУ. Определение физических характеристик металла.
1.1Токарная обработка на ЧПУ — «Скелет и оболочка»
Заготовка вращается с высокой скоростью (более 2000 об/мин), в то время как неподвижный инструмент снимает материал.
Что создаётся:
Профилирование
Превращение исходного толстого прутка в элегантные изгибы, сужения (тонкие шейки) и формы излучателя. Это определяет эргономику рукояти.
Нарезание точной резьбы — критически важный этап для обеспечения качества
Нарезание внутренней и наружной резьбы, обеспечивающей ввинчивание бабочки и корпуса друг в друга.
Признак премиум-класса: гладкая резьба, которая вкручивается бесшумно, без «скрипящего» или «грубого» трения.
Накатка — тактильное сцепление
Прессование рифлёного ролика в вращающийся металл для создания текстурированной поверхности захвата.
Типы: ромбовидная накатка (максимальное сцепление), прямая накатка (классический внешний вид).
Функция: предотвращает вылет сабли из руки во время поединка.
Ребра для отвода тепла
Нанесение глубоких параллельных колец (обычно вблизи эмиттера).
Функция: увеличивает площадь поверхности для отвода тепла от светодиодов высокой мощности, одновременно отсылая к классическому эстетическому решению «тонкой шейки» Люка Скайуокера.
Полировка
Логика расчёта стоимости: полностью зависит от заданного значения параметра Ra (средняя шероховатость).
Высокий глянец = высокая стоимость: достижение зеркальной отделки требует многоступенчатой полировки. Любые дефекты видны невооружённым глазом, что приводит к высокому проценту брака.
«Алмазная резка» / фаска с высоким блеском
Процесс: после анодирования корпуса (чёрный цвет) он вновь устанавливается на токарный станок, где алмазным инструментом обрабатывается самая кромка колец.
Эффект: под чёрным покрытием открывается необработанный блестящий серебристый алюминий, создавая яркий контрастный эффект «серебряных колец».

1.2.Фрезерная обработка на станке с ЧПУ — «элементы и детали»
Рукоять зафиксирована на месте, а высокоскоростное вращающееся сверло/фреза движется вокруг неё для вырезания фигур.
Что создаётся
Сверление и расточка
Отверстие под переключатель: создание точного отверстия диаметром 12 мм или 16 мм для кнопки активации. Оно должно быть идеально круглым.
Разъём зарядки: фрезерование овального паза под USB-разъём типа C.
Отверстия под установочные винты: мелкие отверстия для винтов, удерживающих лезвие на месте.
Ткань для карманов
Создание плоской углублённой области (кармана), чтобы кнопка или блок управления располагались заподлицо с поверхностью рукояти, а не выступали над ней.
Преимущество: делает световой меч более удобным в руке (кнопки не впиваются в ладонь).
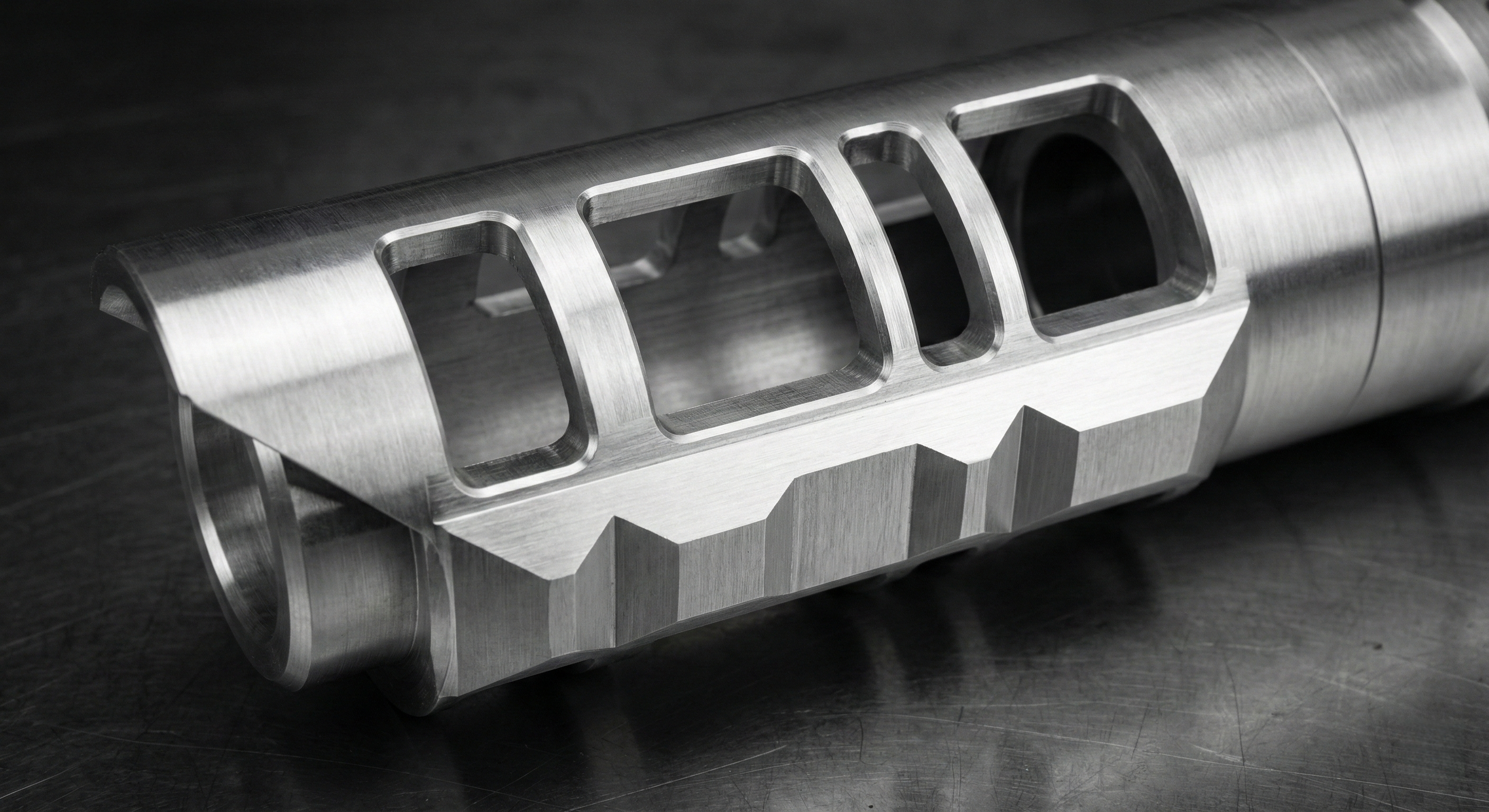
Оконные проёмы / скелетирование
Вырезание прорезей в секции излучателя.
Функция: Позволяет свету от лезвия проходить через боковую поверхность металла («эффект просвечивания»). Необходима для дизайнов в стиле Старкиллера или Кайло Рена.
Геометрическое формообразование
Снятие материала с боковых поверхностей круглой трубы для придания ей квадратного, шестигранного или восьмигранного сечения.
Эстетика: Преобразует простую трубу в сложное геометрическое оружие в стиле научной фантастики.
Гравировка
Использование мелкого фрезерного инструмента для глубокого нанесения логотипов, символов фракций (эмблемы джедаев/ситхов) или узоров печатных плат (стиль «обнажённого ядра») непосредственно на металл.
Отличие от лазерной гравировки: фрезерованная гравировка имеет объём (ощущение 3D), тогда как лазерная — лишь поверхностное обжигание.
2.Формовка и литьё: технология массового производства
Когда конструкция слишком сложна для обработки на станке с ЧПУ или требуется большой объём выпуска (1000+ единиц), может переходят от механической обработки к формовке. Этот процесс включает создание матрицы-образца и заполнение её расплавленным металлом.

2.1. Литьё цинковых сплавов под давлением
"Тяжёлый металл" для сложных деталей.
Процесс (литьё под давлением — ЛПД): Мы изготавливаем стальную форму. Затем в неё под высоким давлением вводится расплавленный цинковый сплав (цамак). Охлаждение и затвердевание происходят за считанные секунды.
Почему мы его используем
Сложные формы: Идеально подходит для деталей с нестандартными изгибами или сложными корпусами управления, обработка которых на станках с ЧПУ заняла бы часы.
Вес: Цинк имеет высокую плотность (6,7 г/см³) и придаёт недорогим рукояткам ощущение «премиальности» и основательности.
Стоимость: После оплаты изготовления формы себестоимость одной единицы становится чрезвычайно низкой.
Недостатки
риск «литого металла»: Цинк хрупок. При падении тонкой цинковой детали на бетонный пол она может сломаться.
Проблемы с гальваническим покрытием: Если в отливке присутствуют воздушные пузырьки (поры), при гальваническом покрытии образуются «кратеры» (мелкие точечные дефекты).
2.2. Стальное литьё по выплавляемым моделям
Также известно как «литьё по выплавляемым моделям».
Исправление для B2B: Люди редко используют «литьё под давлением» для стали, поскольку сталь плавится при 1500 °C (слишком высокая температура для обычных форм). Вместо этого они применяют «точное литьё».
Процесс:
Изготавливают восковую модель (впрыскивают воск в форму).
Покрывают восковую модель керамическим песком для получения оболочки.
Выплавляют воск («литьё по выплавляемым моделям»).
Заливают расплавленную углеродистую сталь или нержавеющую сталь в керамическую оболочку.
Почему мы его используем
Сложные геометрии: для деталей вроде голов драконов, черепов или органических изгибов на навершии рукояти. Фрезеровка на станках с ЧПУ не позволяет обрабатывать «внутренние уступы» или биологические формы; литьё — да.
Прочность материала: в отличие от цинка, литая сталь обладает исключительной прочностью и поддаётся сварке.
Применение в световых мечах:
Боковые гарды: как зазубренные боковые вентиляционные отверстия на световом мече Кайло Рена.
Внутренние каркасные конструкции: для высококлассных конструкций «мастер-каркаса», выполненных из металла.
2.3. МИМ (металлическое литьё под давлением)
Высокотехнологичное «литьё».
Концепция: смешивание металлического порошка со связующим пластиком, последующее впрыскивание полученной смеси как пластика и последующее выжигание пластика для получения твёрдого металлического изделия.
Область применения: мелкие, сверхточные стальные детали, такие как кнопки переключателей, крепёжные винты или защёлкивающие механизмы.
3. Пескоструйная / дробеструйная обработка
Процесс: обработка алюминия абразивным материалом для удаления следов фрезерования на станках с ЧПУ.
Логика градации
Грубый песок: экономичное решение, промышленный вид, хорошо скрывает царапины.
Мелкие стеклянные шарики: премиум-отделка. Создают шелковистую, сатиновую текстуру (в стиле Apple). Более высокая стоимость обусловлена более медленным временем обработки и стоимостью абразивного материала.
4. Щёточное полирование
Функция: создание направленных линий зерна.
Преимущество: отлично скрывает царапины, возникающие в процессе эксплуатации. В отличие от полированных поверхностей, новая царапина органично вписывается в текстуру щёточного полирования.
5.полировка
Логика расчёта стоимости: полностью зависит от заданного значения параметра Ra (средняя шероховатость).
Высокий глянец = высокая стоимость: достижение зеркальной отделки требует многоступенчатой полировки. Любые дефекты видны невооружённым глазом, что приводит к высокому проценту брака.
6. Химическое и электрохимическое окрашивание
Изменение молекулярной структуры поверхности. Примечание: на этом этапе происходят изменения размеров.

6.1. Анодирование
Статус: основной промышленный метод.
Физика: формирование оксидного слоя, прорастающего внутрь и наружу алюминиевой поверхности. Не отслаивается, как краска.
6.2. Гальваническое покрытие
Применение: используется для хромового, золотого или серебряного финиша.
Гальваническое покрытие алюминия: финиш «ювелирного качества»
Гальваническое покрытие наносит на алюминий слой другого металла. В отличие от анодирования (которое проникает в структуру металла), гальванопокрытие располагается поверх основы. Это увеличивает толщину детали и создаёт зеркальный блеск, недостижимый при анодировании.
Инженерное предупреждение: толщина гальванического покрытия составляет 20–50 мкм. При проектировании резьбовых соединений необходимо предусмотреть больший зазор, чтобы компенсировать это увеличение; в противном случае детали не будут вкручиваться друг в друга.
Базовые слои
Вы их не видите, но именно они определяют успех.
Никелирование — «связующий слой»
Визуальное восприятие: тёплое серебро. По сравнению с хромом имеет лёгкий жёлто-золотистый оттенок.
Функция: это базовый слой для всех остальных цветов гальванического покрытия.
Отдельное покрытие: используется на некоторых саблях в винтажном стиле для создания металлического «потёртого» вида. Оно менее твёрдое, чем хром, но обеспечивает отличную коррозионную стойкость.
Цинковое покрытие — НЕ для алюминиевых корпусов
Обычно цинковое покрытие НЕ наносят на алюминиевые рукояти. Цинковое покрытие выглядит неэстетично (голубовато-серое/радужное) и предназначено для предотвращения ржавления железа. Поскольку алюминий не ржавеет, цинкование алюминия бессмысленно и выглядит дешёво.
Применение: используется исключительно для внутренних стальных винтов или стальных пружин.
Семейство хромовых покрытий
Король долговечности.
Яркий хром — «зеркальный»
Визуальный эффект: прохладный голубовато-белый оттенок. Высокая отражательная способность, как у зеркала.
Физические свойства: чрезвычайно твёрдое (HV 800+). Устойчиво к царапинам от колец или перчаток.
Применение: классический «научно-фантастический» безупречно чистый вид (например, броня капитана Фазмы).
Черный хром — отделка «Ситхов»
Визуально: глубокий глянцевый дымчато-серый, переходящий в черный. Выглядит как «жидкая тьма».
Отличие от черной краски: краска выглядит матовой; черный хром — металлическим и полупрозрачным, сохраняя ощущение металла.
Перламутровый хром / Сатиновый хром
Визуально: матовый серебристый. Без бликов, напоминает поверхности премиальных сантехнических изделий или корпуса ноутбука Apple MacBook (но с гальваническим покрытием).
Тактильные ощущения: очень гладкая, но не липкая поверхность. Хорошо обеспечивает сцепление.
Семейство золотых оттенков
Роскошь и статус.
Настоящее золотое покрытие — 18K / 24K
Визуально: насыщенный, глубокий желтый цвет. Несомненная роскошь.
Стоимость: чрезвычайно высокая.
Прочность: золото мягкое. При интенсивном использовании (например, при дуэлях) оно быстро стирается.
Имитация золота / латунное покрытие
Визуальное восприятие: жёлто-золотистое, но несколько светлее или «латуннее», чем настоящее золото.
Стоимость: низкая.
Недостатки: со временем покрытие тускнеет (окисляется), теряя блеск или приобретая зеленоватый оттенок, если не защищено прозрачным слоем.
Розовое золото
Состав: сплав золота и меди в виде покрытия.
Визуальное восприятие: розовато-золотистое. Очень модное и элегантное.
Прочность: выше, чем у золота 24К, благодаря содержанию меди, однако со временем всё равно склонно к выцветанию.
Специальное и экзотическое покрытие
Рутениевое покрытие
Визуальный эффект: струйно-чёрный / тёмно-серый. Сходен с чёрным хромом, но твёрже и обладает повышенной коррозионной стойкостью. Применяется в ювелирных изделиях премиум-класса.
Стоимость: очень высокая.
Олово-кобальт
Визуальный эффект: выглядит почти как хром, но немного темнее (холодный серый).
Преимущество: превосходная «способность к равномерному осаждению» (способность наносить покрытие в глубокие канавки/отверстия лучше, чем хром). Отлично подходит для сложных дизайнов рукоятей.
Покрытие методом гальванопластики против PVD
(Обязательно к прочтению при выборе золотистого и радужного цветов)
Проблема золотого гальванического покрытия: оно мягкое и со временем тускнеет.
Решение: PVD (физическое парообразное осаждение). Для золотистых, розово-золотых и радужных (нео-хром) отделок рекомендуется применять PVD вместо алюминиевого покрытия (после никелирования).

Нитрид титана (TiN): тверже стали, имеет золотистый цвет. Не стирается.
Радужное покрытие / эффект масляной пленки: может быть получено ТОЛЬКО методом физического осаждения из газовой фазы (PVD), а не гальваническим способом.
6.3. Кислотное травление
Процесс: удаление металла с помощью кислоты для создания рельефных узоров.
Инженерно критично: накопление допусков. Химические процессы оказывают существенное влияние на геометрические размеры деталей. Гальваническое покрытие увеличивает толщину, тогда как травление удаляет материал. Инженеры должны рассчитать «технологический припуск» в чертежах CAD. Отсутствие компенсации приводит к следующим проблемам: детали не совмещаются, резьба срывается или компоненты заклиниваются (из-за чрезмерной посадки).
7. Нанесение покрытий
Нанесение внешнего слоя на металл.

7.1. Порошковое покрытие
Прочность: запекаемый пластиковый порошок. Значительно прочнее жидкой краски, устойчив к сколам даже при ударных нагрузках.
7.2. Окраска и УФ-обработка
Применение: сложные графические изображения (например, линии в стиле киберпанк).
Функция: УФ-прозрачное покрытие обязательно для герметизации рисунка и обеспечения гладкой тактильной поверхности.
7.3. Водный перенос / Гидропечать
Применение: древесные текстуры, камуфляж, узоры «углеродное волокно» на изогнутых поверхностях.
Ограничение: рисунок представляет собой тонкую красочную плёнку; для предотвращения истирания требуется толстое прозрачное покрытие.
8. Термическая и лазерная обработка
Современное субтрактивное производство с использованием энергии света.
8.1. Лазерная гравировка
Поверхность: удаление анодного слоя для обнажения чистого алюминия (логотипы белого/серебристого цвета).
8.2. Глубокая лазерная гравировка
Текстура: Обжиг глубоко проникает в металл, создавая текстуры сцепления или рельефные узоры без использования химических веществ.
9. Послепроизводственная обработка / Имитация старения
Душа реплики. Превращение заводского изделия в ветеранское оружие.

9.1. Физическое старение
Техника: Использование наждачной бумаги, шлифовальных камней или напильников для имитации боевых повреждений и износа кромок.
9.2. Химическое старение
Техника: Использование алюминиевого чёрного (диоксида селена) для мгновенного окисления необработанного алюминия с образованием тёмно-серого/чёрного налёта.
Предупреждение о стоимости и безопасности:
Угроза для здоровья: Химические вещества токсичны и канцерогенны. Работники обязаны использовать полную индивидуальную защитную экипировку (СИЗ).
Высокая стоимость: Ручное нанесение медленное, а строгие меры безопасности значительно увеличивают трудозатраты.