
Processos de Fabricação da Superfície dos Cabos de Sabre de Luz
O tratamento de superfície não se limita à cor; ele determina a sensação tátil, a durabilidade e a precisão de montagem do cabo. Classificamos nossos processos em cinco etapas técnicas.

1. Texturização Mecânica
A primeira etapa após a usinagem CNC. Definição do caráter físico do metal.
1.1Torneamento CNC — O "Esqueleto e a Pele"
A peça gira em alta velocidade (2000+ RPM), enquanto uma ferramenta estacionária remove material.
O que produz:
Usinagem de contornos
Transformar a barra bruta e espessa nas curvas elegantes, pontos de estrangulamento (pescoços finos) e formas do emissor. Isso define a ergonomia do punho.
Rosqueamento de Precisão —— Fundamental para a Qualidade
Corte das roscas macho e fêmea que permitem que o contra-peso e o corpo sejam rosqueados entre si.
Indicador de Alta Qualidade: Roscas lisas que se encaixam silenciosamente, sem sons de atrito 'arenosos'.
Estriamento —— Aderência Tátil
Pressionar um rolo com padrão na peça metálica em rotação para criar uma superfície texturizada que melhora a aderência.
Tipos: Estriamento em diamante (aderência intensa), Estriamento reto (aspecto clássico).
Função: Evita que o sabre saia da sua mão durante o combate.
Ranhuramento de Dissipador de Calor
Corte de anéis profundos e paralelos (geralmente próximos ao emissor).
Função: Aumenta a área superficial para dissipar o calor proveniente de LEDs de alta potência, ao mesmo tempo em que presta homenagem à icônica estética do "Pescoço Fino" de Luke Skywalker.
Polimento
Lógica de Custo: Depende inteiramente do valor-alvo de Ra (Rugosidade Média).
Alto Brilho = Alto Custo: Obter um acabamento espelhado exige polimento em múltiplas etapas. Qualquer imperfeição torna-se visível, resultando em uma alta taxa de rejeição.
corte Diamantado / Chanfragem de Alto Brilho
Processo: Após a empunhadura ser anodizada (na cor preta), ela é recolocada no torno, onde uma ferramenta de diamante corta precisamente a borda dos anéis.
Efeito: Revela o alumínio prateado brilhante e cru sob a camada preta, criando um marcante efeito de contraste com os "Anéis Prateados".

1.2.Fresagem CNC — Os "Detalhes e Características"
A empunhadura é fixada firmemente no lugar, e uma broca/ferramenta de corte giratória de alta velocidade desloca-se ao seu redor para esculpir formas.
O que ele cria
Furação e Alargamento
Furo para o interruptor: Criação do furo preciso de 12 mm ou 16 mm para o botão de ativação. Deve ser perfeitamente redondo.
Conector de carregamento: Fresagem da ranhura oval para a porta USB Tipo-C.
Furos para parafusos de fixação: Pequenos furos para os parafusos que mantêm a lâmina no lugar.
Bolso
Criação de uma área rebaixada plana (recesso) para que o botão ou caixa de controle fique nivelado com a superfície do punho, em vez de projetar-se.
Benefício: Torna o sabre mais confortável de segurar (sem botões pressionando sua mão).
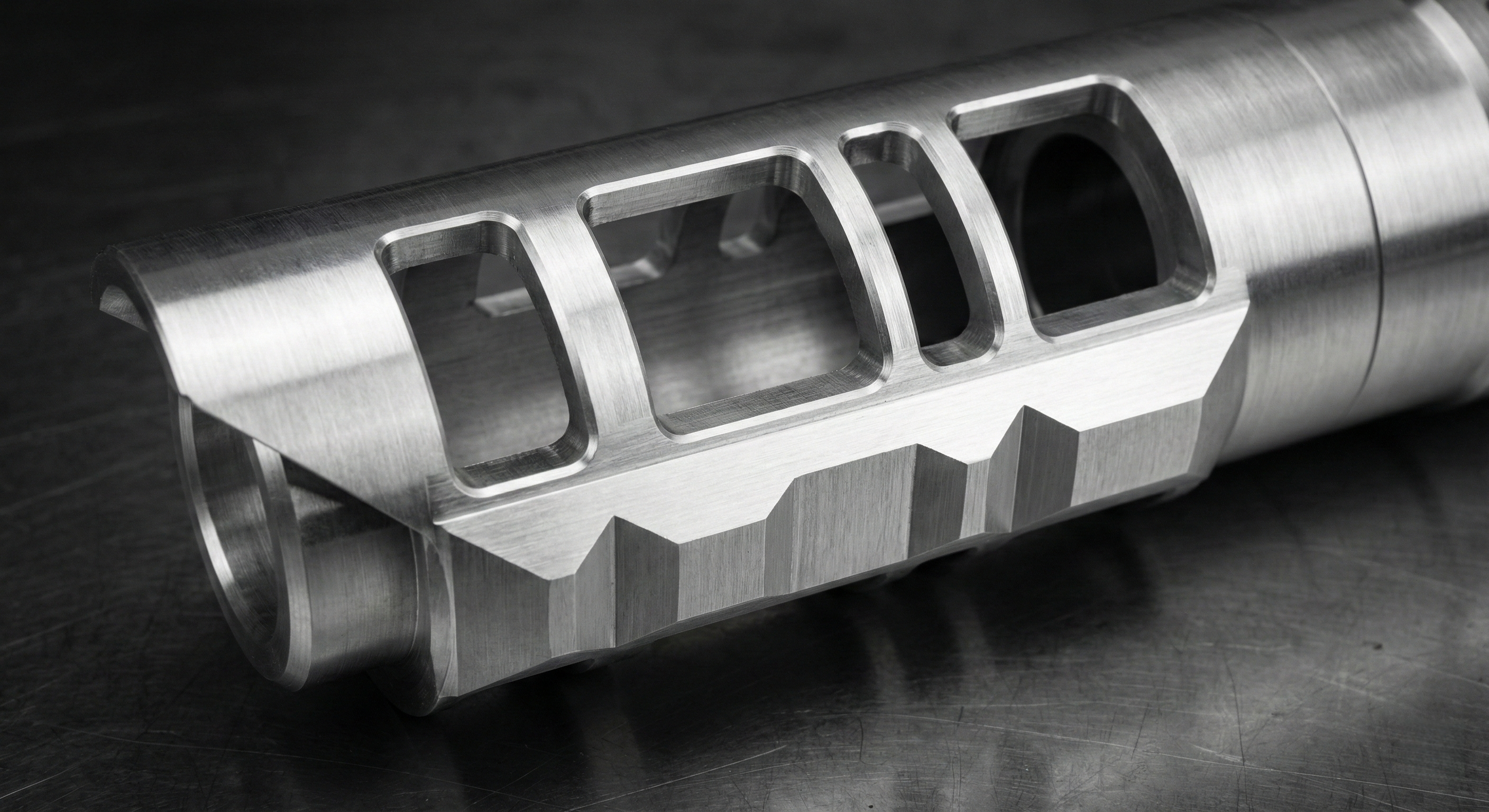
Janelas / Esqueletização
Corte de ranhuras na seção do emissor.
Função: Permite que a luz da lâmina atravesse o lado do metal ("efeito de transparência luminosa"). Essencial para designs como os estilos Starkiller ou Kylo Ren.
Acabamento Geométrico
Aplainar os lados de um tubo redondo para transformá-lo em quadrado, hexagonal ou octogonal.
Estética: Transforma um tubo simples em uma arma geométrica complexa, com estilo de ficção científica.
Gravação
Usando uma pequena fresa para entalhar logotipos profundos, símbolos de facções (emblemas Jedi/Sith) ou padrões de placas de circuito (estilo 'revelar o núcleo') diretamente no metal.
Diferença em relação ao laser: O gravado por fresagem tem profundidade (sensação tridimensional), enquanto o gravado a laser é apenas uma queima superficial.
2.Moldagem e Fundição: A Potência da Produção em Massa
Quando um projeto é muito complexo para usinagem CNC ou quando a quantidade é elevada (1.000+ unidades), pode substitua a usinagem pela moldagem. Isso envolve a criação de um molde mestre e seu preenchimento com metal fundido.

2.1. Fundição em Zinco
O 'Metal Pesado' para Detalhes Complexos.
O Processo (Fundição em Matriz de Alta Pressão - HPDC): Fabricamos um molde de aço. Em seguida, injetamos liga de zinco líquida (Zamak) nele sob alta pressão. O material esfria e solidifica em segundos.
Por que o utilizamos
Formas Complexas: Ideal para peças com curvas incomuns ou caixas de controle intrincadas, cuja usinagem CNC levaria horas para ser executada.
Peso: O zinco é denso (densidade de 6,7 g/cm³). Isso faz com que empunhaduras baratas tenham uma sensação "premium" e substancial.
Custo: Uma vez pago o molde, o custo unitário é extremamente baixo.
A Desvantagem
risco de "Metal de Panela": O zinco é frágil. Se uma peça fina de zinco for deixada cair sobre concreto, pode quebrar.
Problemas de Revestimento: Se a peça fundida apresentar bolhas de ar (porosidade), a galvanoplastia exibirá "pits" (pequenos pontos).
2.2. Fundição em Cera Perdida em Aço
Também conhecida como "Fundição em Cera Perdida".
Correção para B2B: Pessoas raramente se utiliza "Fundição em Molde Permanente" para aço, pois o aço funde a 1500 °C (temperatura excessivamente alta para moldes convencionais). Em vez disso, eles utiliza-se a "Fundição de Precisão".
O processo:
Cria-se um modelo em cera (injetando cera em um molde).
Reveste-se a cera com areia cerâmica para formar uma casca.
Derrete-se a cera para fora ("Cera Perdida").
Derrama-se aço carbono ou aço inoxidável fundido na casca cerâmica.
Por que o utilizamos
Geometrias impossíveis: Para peças como cabeças de dragão, crânios ou curvas orgânicas no punho de uma empunhadura. A usinagem CNC não consegue usinar "rebaixos" ou formas biológicas; a fundição permite isso.
Resistência do material: Ao contrário do zinco, o aço fundido é extremamente resistente e soldável.
Aplicação em Sabres de Luz:
Protetores laterais: Como as aberturas laterais denteadas de um sabre de Kylo Ren.
Estruturas internas do chassi: Para designs de "Chassi Master" de alta gama, fabricados em metal.
2.3. MIM (Moldagem por Injeção de Metal)
A "fundição" de alta tecnologia.
Conceito: Mistura de pó metálico com ligante plástico, injeção como se fosse plástico e, em seguida, queima do ligante plástico para obter metal sólido.
Aplicação: Peças minúsculas e extremamente precisas em aço, como botões de interruptor, parafusos de retenção ou mecanismos de fechamento.
3. Jateamento abrasivo / Jateamento com esferas
Processo: Projeção de meio abrasivo sobre o alumínio para remover marcas deixadas pelas ferramentas de usinagem CNC.
Lógica de granulometria
Areia grossa: Custo-efetiva, aparência industrial, disfarça bem arranhões.
Contas de Vidro Finas: Acabamento Premium. Cria uma textura sedosa, semelhante à de cetim (estilo Apple). Mais caro devido ao tempo de processamento mais lento e ao custo do material.
4. Escovamento
Função: Criar linhas direcionais de grão.
Benefício: Excelente para ocultar arranhões futuros decorrentes do uso. Diferentemente das superfícies polidas, um novo arranhão funde-se com a textura escovada.
5. polir
Lógica de Custo: Depende inteiramente do valor-alvo de Ra (Rugosidade Média).
Alto Brilho = Alto Custo: Obter um acabamento espelhado exige polimento em múltiplas etapas. Qualquer imperfeição torna-se visível, resultando em uma alta taxa de rejeição.
6. Coloração Química e Eletroquímica
Alteração da estrutura molecular da superfície. Observação: Ocorrem alterações dimensionais nessa etapa.

6.1. Anodização
Status: Padrão da indústria.
Física: Crescimento de uma camada de óxido para dentro e para fora da superfície de alumínio. Não descasca como a tinta.
6.2. Galvanoplastia
Aplicação: Utilizado para acabamentos em cromo, ouro verdadeiro ou prata.
Galvanoplastia em Alumínio: O Acabamento "de Joalheira"
A galvanoplastia recobre o alumínio com uma camada de outro metal. Ao contrário da anodização (que penetra no metal), a galvanoplastia fica sobre a superfície. Isso adiciona espessura e cria um brilho espelhado que a anodização não consegue alcançar.
Aviso de Engenharia: A galvanoplastia de tolerância adiciona 20–50 mícrons. VOCÊ DEVE PROJETAR AS ROSCAS COM MAIOR FOLGA PARA COMPENSAR ESSE ACÚMULO, SENÃO AS PEÇAS NÃO SE ENCAIXARÃO CORRETAMENTE.
As Camadas Fundamentais
Você não as vê, mas elas determinam o sucesso.
Galvanoplastia de Níquel — O "Agente Ligante"
Aspecto visual: Prata quente. Apresenta um leve tom amarelado/dourado em comparação com o cromo.
Função: Esta é a camada base para todos os demais acabamentos galvanizados.
Acabamento autônomo: Utilizado em alguns sabres de estilo retrô para obter um aspecto metálico "usado". Não é tão duro quanto o cromo, mas oferece excelente resistência à corrosão.
Galvanização —— NÃO para carrocerias de alumínio
As pessoas, em geral, NÃO galvanizam cabos de alumínio. A galvanização tem aparência desagradável (azul-acinzentada/iridescente) e destina-se a impedir a ferrugem no ferro. Como o alumínio não enferruja, galvanizá-lo é desnecessário e tem aparência barata.
Uso: Utilizado apenas em parafusos internos de aço ou molas de aço.
A família do cromo
O rei da durabilidade.
Cromo brilhante —— O "espelho"
Visual: Branco-azulado frio. Altamente reflexivo, como um espelho.
Física: Extremamente duro (HV 800+). Resistente a arranhões causados por anéis ou luvas.
Aplicação: O clássico visual imaculado de ficção científica (ex.: armadura no estilo da Capitã Phasma).
Cromo preto —— O acabamento "Sith"
Visual: Um cinza fumê profundo e brilhante, indo até o preto. Parece "Escuridão Líquida."
Diferença em relação à tinta preta: a tinta parece opaca; o cromado preto tem aparência metálica e translúcida, preservando a sensação do metal.
Cromado Pérola / Cromado Mate
Visual: Prata fosca. Não reflexiva, com aparência semelhante à de acessórios de banheiro de alta qualidade ou às superfícies de um Apple MacBook (mas com revestimento eletrodepositado).
Tátil: Muito lisa, mas não pegajosa. Ideal para aderência.
A Família Dourada
Luxo e Status.
Revestimento Real em Ouro – 18K / 24K
Visual: Amarelo rico e intenso. Luxo inconfundível.
Custo: Extremamente elevado.
Durabilidade: O ouro é macio. Desgasta-se rapidamente com manuseio intenso (uso diário).
Revestimento em ouro falso / latão
Aspecto visual: Amarelo-dourado, mas ligeiramente mais claro ou com tom mais "de latão" do que o ouro verdadeiro.
Custo: Baixo.
Desvantagens: Escurecerá (oxidará) com o tempo, ficando opaco ou esverdeado se não for protegido com um revestimento transparente.
Ouro rosa
Composição: Revestimento de liga de ouro e cobre.
Aspecto visual: Dourado-rosado. Muito na moda e elegante.
Durabilidade: Melhor do que a do ouro 24K devido ao teor de cobre, mas ainda sujeita a desbotamento ao longo dos anos.
Revestimento especial e exótico
Revestimento em rutênio
Visual: Preto Jato / Cinza Escuro. Semelhante ao Cromo Preto, mas mais duro e mais resistente à corrosão. Utilizado em joalheria de alta gama.
Custo: Muito Elevado.
Estanho-Cobalto
Visual: Tem aparência muito semelhante à do Cromo, mas ligeiramente mais escuro (Cinza Frio).
Benefício: Excelente "poder de lançamento" (capacidade de revestir ranhuras/ furos profundos melhor do que o Cromo). Ideal para designs complexos de empunhaduras.
Revestimento por Eletrodeposição vs. PVD
(Leitura obrigatória para cores Dourado e Arco-Íris)
O Problema do Dourado por Eletrodeposição: É macio e desbota.
A Solução: PVD (Deposição Física em Fase Vapor) — para acabamentos Dourado, Rosa Dourado e Arco-Íris (Neo-Cromo), recomenda-se PVD em vez de Alumínio (após a niquelação).

Nitreto de Titânio (TiN): Mais duro que o aço, tem aparência dourada. Não risca nem descasca.
Arco-íris / Filme de óleo: Pode ser feito APENAS por meio de PVD, não por eletrodeposição.
6.3. Gravação ácida
Processo: Uso de ácido para remover metal, criando padrões em relevo.
Crítico para Engenharia: Acumulação de tolerâncias — Processos químicos afetam significativamente as dimensões. A eletrodeposição adiciona espessura, enquanto a gravação remove material. Os engenheiros devem calcular a "folga de processo" nos desenhos CAD. A falha em compensar resulta em: peças que não se encaixam, roscas danificadas ou componentes travados (ajuste excessivamente apertado).
7. Aplicações de revestimento
Aplicação de uma camada externa sobre o metal.

7.1. Pintura em pó
Durabilidade: Pó plástico curado em forno. Muito mais resistente do que tinta líquida, com alta resistência à descascagem durante combate.
7.2. Pintura e UV
Aplicação: Gráficos complexos (ex.: linhas no estilo cyberpunk).
Função: O revestimento transparente UV é obrigatório para selar o design e proporcionar uma sensação tátil suave.
7.3. Transferência de água / Imersão hidrográfica
Aplicação: Grãos de madeira, camuflagem e padrões de fibra de carbono em superfícies curvas.
Limitação: O padrão consiste em uma fina película de tinta; requer um revestimento transparente espesso para evitar desgaste.
8. Processamento térmico e a laser
Fabricação subtrativa moderna utilizando energia luminosa.
8.1. Gravação a laser
Superfície: Remove a camada anodizada para revelar o alumínio bruto (logotipos brancos/prateados).
8.2. Gravação profunda a laser
Textura: Queima profundamente no metal para criar texturas antiderrapantes ou padrões em relevo, sem o uso de produtos químicos.
9. Pós-processamento / Envelhecimento
A Alma da Réplica. Transformar um produto de fábrica em uma arma veterana.

9.1. Envelhecimento Físico
Técnica: Uso de lixa, pedras de polimento ou limas para simular danos de batalha e desgaste nas bordas.
9.2. Envelhecimento Químico
Técnica: Uso de Negro de Alumínio (dióxido de selênio) para oxidar alumínio bruto, gerando instantaneamente um resíduo cinza-escuro/negro.
Aviso sobre Custo e Segurança:
Risco à Saúde: Os produtos químicos são tóxicos e carcinogênicos. Os trabalhadores devem usar EPI completo (Equipamento de Proteção Individual).
Alto Custo: A aplicação manual é lenta, e os rigorosos protocolos de segurança aumentam significativamente os custos com mão de obra.